EMAG 接箍车丝机电主轴液压静压环故障分析及处理
2021-06-04 07:25童楠楠彭建军徐小刚冯春彪杨兵兵李六五欧海荣
焊管 2021年5期
张 强, 童楠楠, 彭建军, 徐小刚, 冯春彪,杨兵兵, 李六五, 欧海荣
(宝鸡钢管西安石油专用管公司, 陕西 宝鸡721008)
EMAG 接箍车丝机采用液压静压环电主轴,静压环腔体及主轴套筒会随着使用时间的推移出现磨损, 造成油腔间隙变大。 伴随着静压环回路液体流量的不断增大, 原设备各功能参数的匹配平衡被打破, 导致设备故障报警频发。本研究针对主轴主要故障报警的描述, 分析了因主轴套筒磨损产生的故障现象, 并结合静压环拆卸过程的技术要点, 提出故障的处理及排除方法, 为后期静压环故障的诊断及排除提供必要的技术支持。
1 主轴静压环结构及故障报警描述
1.1 主轴静压环结构
车丝机主轴结构如图1 所示, 主轴上下运动过程是指主轴套筒在丝杆及平衡油缸作用下, 通过前后两侧直线导轨固定, 并在主轴下端采用液压静压环进行稳固, 主轴整体上下移动的过程。该运动过程中, 静压环具备减震、 稳固等功能。
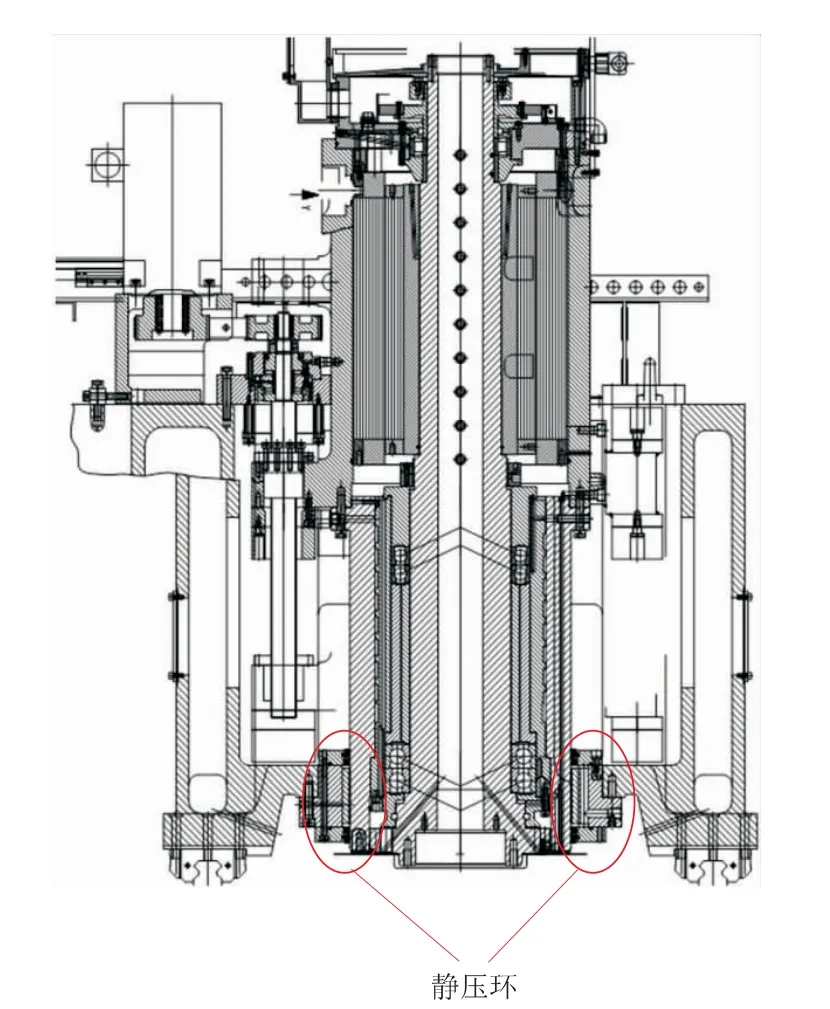
图1 车丝机主轴结构图
1.2 故障报警描述
夏季接箍生产车间温度最高达35 ℃, 环境温度给设备冷却循环系统带来了较大负担, 导致液压系统温度长期处于40 ℃以上。 当液压站温度高于40 ℃时, 设备报警频发, 如静液压系统故障701001、 701015、 701009 报警等, 卡爪未夹紧故障701017 报警频繁, 严重影响生产的正常进行。
2 主轴静压环故障分析及排查
2.1 故障原因分析
通过检查主轴静压环压力变化情况, 发现静压环压力波动较大, 将静压环回路封闭后, 系统压力及液压站温度变化不明显, 因此确定液压系统波动及故障报警主要原因为静压环泄漏。 静压环密封结构如图2 所示, 长时间高温及上下移动摩擦加速了静压环密封磨损及老化。 静压环密封磨损及老化后, 静压环自有压力 (3~5 MPa)将密封冲出, 导致漏油, 静压环密封损坏情况如图3 所示。
静压环压力波动较大, 主要是因为静压环腔体变大, 即主轴套筒磨损导致静压环回路流量增加导致泵流量无法满足所致, 如图4 所示。 主轴套筒磨损导致静压环回路呈现开路, 液压流量不可控, 因此液压站温度无法降低。
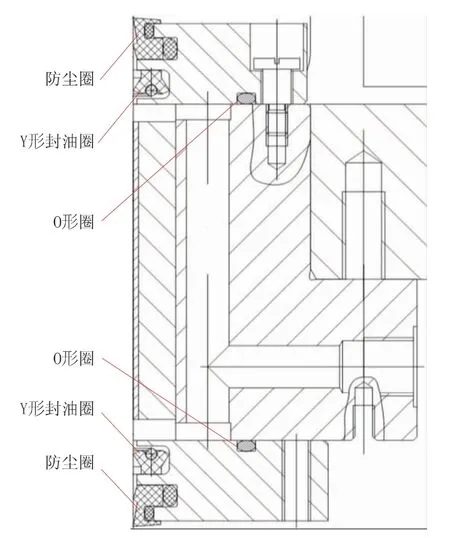
图2 静压环密封结构示意图
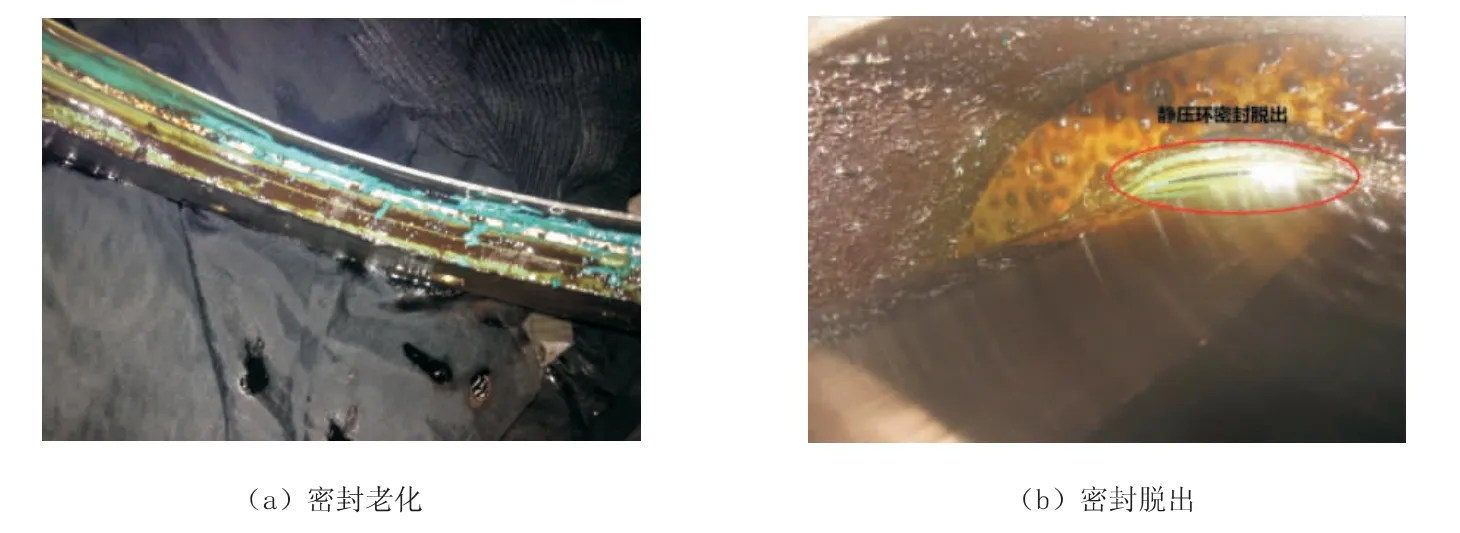
图3 静压环密封损坏实物照片
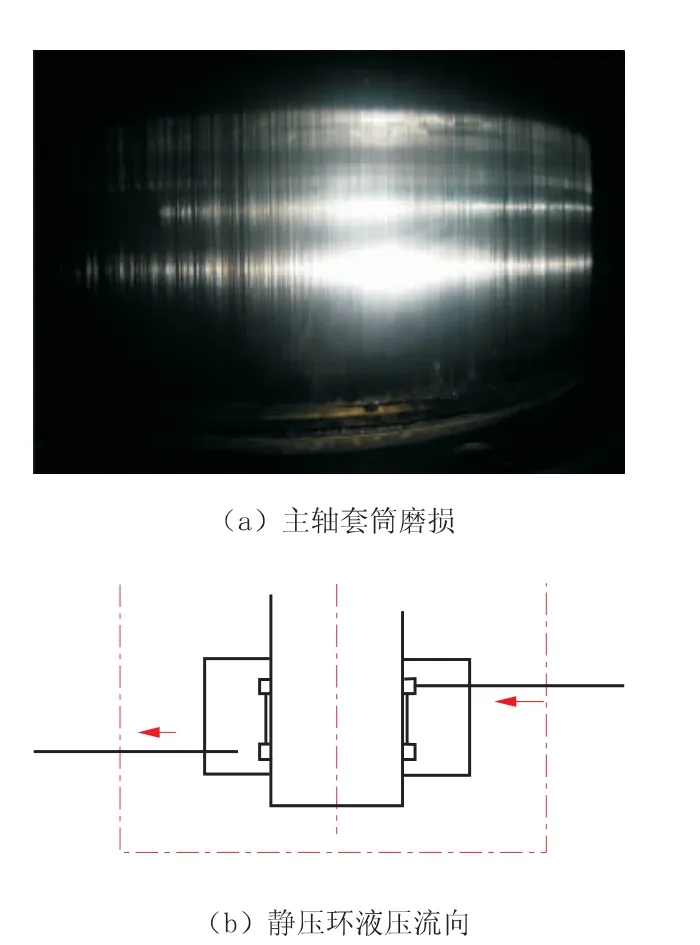
图4 主轴套筒损坏及静压环液压流向示意图
从静压环密封损坏及老化程度判定, 套筒划伤及液压温度较高是导致密封损坏加速的主要原因。 套筒划伤造成了密封与套筒配合间隙增大,铁屑及杂质进入静压环密封区域, 加剧了密封损坏。 更换新密封后, 因套筒划伤而无法判定密封使用寿命, 因此应尽快对主轴套筒进行维修。
2.2 设备冷却情况及排查
刀塔、 电器柜、 电主轴及液压站靠主机空调制冷, 完成设备循环系统的冷却。 结合目前设备液压报警及运转情况, 逐个对可能出现冷却故障或产生泄漏点处进行排查, 可有效减少设备因内泄露导致的液压系统温度不可控故障, 也是为了避免因设备部件的磨损及内泄露导致换热器换热面积不足、 难以满足温控的需求。
上述情况一般可以通过以下方法排查及缓解故障: ①调整液压系统比例阀及流量阀; ②清洗或更换液压站冷却循环滤芯及主液压滤芯; ③清理并检查冷却循环泵及主液压滤芯装置; ④清理并检查空调出水阀; ⑤检查并调整液压温控系统降低温度; ⑥更换液压油; ⑦更换液压站叶片泵; ⑧使用风扇对液压站降温。
2.3 静压环漏油故障及排查
当主轴出现漏油后, 首先应从检修视窗检查主轴静压环上端盖和下端盖密封状态是否良好。若下端盖静压环密封损坏, 拆除并更换下端密封即可; 若上端盖密封损坏, 需将静压环整体拆除,上、 下静压环密封整体更换。 同时, 也不排除固定上、 下盖板的螺丝因震动或撞击发生松动或断裂导致O 形圈脱出的漏油故障。 此时需将下端盖拆除并更换密封, 如有断丝需整体拆除后维修。
3 接箍车丝机静压环故障处理
3.1 故障报警的排除及临时处理
设备故障报警后因自保护会造成设备无法正常操作, 也无法进行正常的设备故障排查作业,因此可临时对相关报警进行屏蔽或将报警设定值相应地降低, 为故障的判定及排查提供一定的便利条件。 通过程序监控界面寻找故障报警点并做系统检查及调整。 调整主液压系统压力至传感器压力报警设定值, 减少701001 报警; 调整主轴压力至传感器压力报警设定值, 减少701015、701009 报警; 调整卡爪夹紧压力及卡盘行程,减少701017 报警。
针对不同故障报警情况的具体处理方法如下: ①出现701001 报警时, 检查液压系统压力是否低于7.5 MPa, 若低于时调节液压泵压力及PN5002 传感器 (液压站出口) 压力下限; ②当出现701015、 701009 报警时, 检查主轴液压系统压力是否低于4.5 MPa, 若低于时通过比例阀调整主轴压力及PN5002 传感器压力下限; ③当出现701017 报警时, 检查卡爪液压系统压力是否低于4.5 MPa, 若低于时通过比例阀调整卡爪压力及PN5002 传感器压力下限。
3.2 套筒划伤临时处理措施
主轴套筒表面划伤较严重, 应对套筒进行修复。 若无法进行修复, 可通过调整系统压力输出流量从而消除静压环流量增加带来的故障, 也可更换流量更大的液压泵, 但会增加密封磨损速度和液压系统温度升高等问题。 此外, 可在静压环液压出口处增加流量阀, 限制流量; 或将静压环压力从5 MPa 调整至3.5~4.0 MPa, 减少密封结构的负荷。
4 静压环拆装注意事项
4.1 拆卸注意事项
(1) 静压环液压回路断开。 进行拆除及检查时, 首先将静压环液压回路断开, 封堵静压环阀台液压回路, 防止拆卸过程中因漏油导致无法工作。 此时可能因封堵后静压环压力报警, 调整主轴压力传感器报警值即可, 也可以暂时屏蔽报警信号。
(2) 卡盘拆卸。 将刀塔旋转至空余工位, 拆除卡爪及定位块。 拆除卡盘固定螺丝后, 手动编程运行M11, 使卡盘下降。 主轴平移及上升至合适位置(x=0, z=500), 将卡盘逆时针旋转卸松,并将主轴下降至离卡盘拆除工装上表面约10 mm位置拆除卡盘。
(3) 拆卸护罩拆除。 主轴平移及上升至合适位置 (x=100, z=702.5), 即将主轴升至最顶端,向前至便于打开主轴视窗盖板的位置。 在上端使用铜棒轻轻敲击即可脱落。
4.2 安装注意事项
人员进入设备内维修操作时, 将静压环拆卸工装安装至主轴底部, 以便于静压环安装作业。将静压环主体拖住, 移动至主轴正下方20 mm处; 维修人员将M10 丝杆安装完毕后, 使用丝杆将主体平行拉至最上端, 然后安装紧固螺丝。应该注意的是, 丝杆需将静压环平行拉至顶端,首先将静压环主体平行拉至主轴端部, 静压环上平面与静压环拆卸工装下端面平行, 对角拉紧丝杆; 每上紧3~4 圈需对静压环主体水平度进行检查及调整, 避免静压环密封损坏。
4.3 静压环安装后测试
将静压环减压阀与堵板对调, 恢复静压环回路。 打开液压设备前, 设备后侧需有人员进行监控, 避免静压环回路漏油; 开机后主轴上下慢速移动, 检查上下静压环密封是否突出或漏油; 上下慢速移动两次后, 检查漏油及密封状态, 确定正常后开始卡盘安装。
5 结 论
(1) 主轴静压环密封损坏原因除温度因素外, 还与铁屑的划伤有一定关系, 在检查漏油过程中发现静压环第一道防尘圈附近存在较多细小的铁屑, 这也是导致主轴套筒磨损的一个主要原因。 在后期设备日常维护保养过程中, 静压环附近铁屑的清理也是一项主要工作。
(2) 主轴套筒的划伤导致静压环系统稳定性变差, 在故障排除过程中, 建议在静压环出口管路上增加节流阀, 避免快速泄压导致的液压站温度升高及压力波动。
(3) 在静压环维修后, 需要对主轴精度进行校准, 防止静压环故障排除后因主轴精度问题导致的静压环受力过大问题。
猜你喜欢
建材发展导向(2022年20期)2022-11-03
轻兵器(2022年10期)2022-10-22
大电机技术(2022年2期)2022-06-05
传感器与微系统(2022年3期)2022-03-23
建材发展导向(2021年15期)2021-11-05
装备维修技术(2021年20期)2021-03-29
电子技术与软件工程(2020年7期)2020-02-05
当代陕西(2019年24期)2020-01-18
科学与财富(2016年34期)2017-03-23
幼儿教育·教育教学版(2016年5期)2016-09-30