激光熔覆表面强化在水电站转轮室的应用
2021-06-05 02:36胡成学
水电与新能源 2021年5期
胡成学,徐 进,杨 杰,关 博
(中国长江电力股份有限公司检修厂,湖北 宜昌 443000)
水轮发电机组在长期运行过程中,过流部件转轮室内环钢板受到空蚀、磨损、磨蚀,材料表面出现空蚀坑,钢板厚度方向尺寸减薄,局部出现空鼓、穿孔现象,甚至出现撕裂脱落。这些损坏将导致水轮机叶片与转轮室钢板间隙增加,水能利用率下降,机组发电效率下降,严重时将导致结构性破坏,影响机组的安全运行。
目前,转轮室钢板为铸造不锈钢,出现局部损坏常采用马氏体不锈钢焊条堆焊修复,修复变形大、易存在大量焊接裂纹、气孔等缺陷,焊接部位使用寿命短,反复检修堆焊。对于大面积的严重损坏,目前国内外还没有很好的修复方法,只能采用整体更换,拆除原转轮室内环钢板,挖除原混凝土并填回,安装新内环[1]。整体更换的方法周期长,工程量大,一般需要200 d以上。国内一些水电站尝试采用热喷涂WC硬质合金,以提高耐磨性,但涂层与基体结合强度不高,涂层厚度薄,内环钢板使用寿命低。因此,在未出现大面积空鼓和撕裂脱前,采用现场修复的方法有效提高转轮室钢板的耐空蚀、耐磨损、耐磨蚀性能[1],从而提高转轮室内环钢板的使用寿命,是目前国内外水电站有待解决的问题。
激光熔覆技术可显著改善金属表面的耐磨、耐热、耐蚀、抗氧化等性能[2]。与堆焊、热喷涂、电镀等传统表面处理技术相比,它具有诸多优点,如适用的材料体系广泛、熔覆层与基体为冶金结合[3]、热变形小、工艺易于实现自动化等。直接熔化同轴同步输送于基体表面的合金粉末并快速凝固,从而获得成分、组织及性能完全不同于零件基材并优于基材的快速凝固非平衡组织[4]。修复微观组织细小、致密,熔覆层与基材结合好,无气孔、微观裂纹、夹杂等缺陷,使用性能达到或超过新内环钢板的使用性能,节省了更换成本,产生巨大的经济效益。
1 应用目标
针对提高材料耐空蚀、耐磨损、耐磨蚀性能,研究开发适用于水轮发电机组现场激光熔覆修复的合金材料和工艺方法,能够解决现有的堆焊或喷涂技术存在的大面积堆焊变形大、易产生裂纹、耐蚀和耐磨性差、喷涂结合强度低、厚度不足的问题。该合金材料和工艺,用于现场水平送粉激光熔覆修复,熔覆厚度大于0.5 mm,使用面硬度、耐空蚀性、耐磨性大大提高,无裂纹、气孔缺陷。
2 实施方案
1)激光熔覆原理。以激光为热源辐照使钢板基体熔化形成熔池,粉末通过载气输送从喷嘴送出进入熔池迅速熔化凝固,在惰性气体保护下熔覆层材料与基体材料成冶金结,从而显著改善基体材料表面的耐磨性、耐空蚀、耐磨损性能[5-9]。
2)熔覆层粉末选择。转轮室钢板为铸造马氏体不锈钢材质,常用ZG0Cr13Ni4Mo、ZG0Cr13Ni5Mo。钢板激光修复的粉末选择除了考虑粉末自身特性外,还要考虑粉末与基体材料的热膨胀系数、熔点等物理参数的匹配性。修复材料粉末包括一种钴基,Co-Cr-W-C型合金粉末,该粉末优点在于:与基材有良好的匹配性,无气孔和裂纹产生,熔覆层耐空蚀性、耐磨性、耐冲蚀性、耐磨性好。所述钴基合金粉末由如下按重量百分比分配的修复材料组成:钴:55%~75%;铬:15%~35%;钨:1%~10%;碳:0.3%~5%;硅、硼:剩余。钴基合金粉末粒度50~100 μm,粉末颗粒形状为球型[10-14]。
3)现场修复设备。现场修复系统主要包括控制柜、激光器、高精度六轴机械手、激光头、喷嘴、工作导轨、水冷机、载气送粉器。
3 现场激光熔覆工艺
3.1 修复步骤
转轮室内环钢板激光修复步骤包括以下内容[15-18]。
1)表面预处理和粉末准备:对待修复区域进行PT探伤,对缺陷和待修复表面区域进行打磨去除表面氧化层,再用丙酮和无水酒精清洗修复区域及周围2 mm以上范围内的污质。其目的在于:排除基体残留缺陷对熔覆层组织造成的不利影响;防止金属氧化物和非金属杂质对熔覆层组织造成的夹杂、气孔、裂纹等缺陷,从而提高熔覆冶金质量。金属粉末搅拌预热,加热至80~120 ℃保温1 h,目的是为了除去粉末中的水份,提高粉末流动性,防止水份进入熔覆组织。
2)安装高精度六轴机械手在可滑动工字钢导轨上。
3)三维扫描和图像、数据处理。采用三维扫描和图像处理工具实现修复区域的尺寸检测。
4)编制生成激光扫描路径程序,并实现机器人路径模拟仿真。
5)自动化修复。采用自主开发的自动化激光熔覆设备,实现水平送粉修复。为减小热积累从而减小变形,采用分区对称熔覆,分区大小300 mm×300 mm。
6)对熔覆层表面进行打磨抛光处理,表面粗糙度小于Ra0.6。
7)对熔覆层进行PT探伤检测、变形量测试、硬度测试和厚度检测,PT探伤无气孔、裂纹缺陷;钢板面曲翘变形量小于0.2 mm;表面洛氏硬度大于HRC48;修复厚度大于0.5 mm。
3.2 修复工艺参数
在此工艺中主要的修复参数有激光功率、扫描速度、送粉量、离焦量和送粉器的送粉速率、送粉气流、保护气流。具体工艺参数见表1。

表1 激光修复工艺参数表
3.3 试验效果
采用激光熔覆工艺和新熔覆材料修复转轮室内环钢板,从修复后的金相分析、耐空蚀、耐磨损、硬度测试方面说明使用此工艺方法的修复效果。
1)金相分析。采用金相显微镜对修复后的工件,分别对基体组织、过渡区组织、熔覆层组织进行金相检验,低倍下的金相组织见图1,结果表明熔覆层材料与基体结合界面良好,粉材与基体材料结合良好。低倍下无未熔合、裂纹和夹杂等缺陷。高倍组织见图2,高倍下无明显气孔,组织细小致密。说明此工艺可将焊接层和基材紧密结合,并具有良好的力学性能。
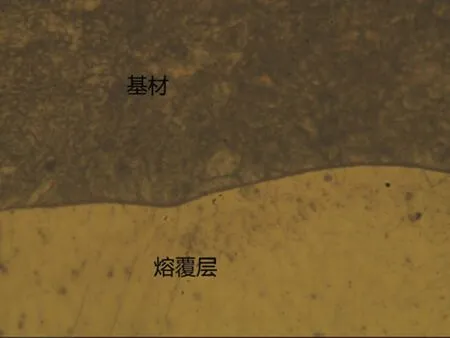
图1 低倍金相组织图(200倍)

图2 高倍金相组织图(500倍)
2)耐空蚀性能检测。采用超声波振动在试样表面产生空泡现象的加速空蚀试验方法,对熔覆层和基材进行对比试验,试验原理示意图如图3。通过对比证实,熔覆层比基材有更好的耐空蚀性能。这对延长转轮室内环钢板使用寿命具有重要意义。

图3 空蚀试验装置示意图
3)耐磨损性能检测。使用EG-EW-900冲蚀磨损试验机,做抗冲蚀性能对比试验。试验结果表明,熔覆层的抗冲蚀性能是基材的3倍左右。
4)硬度检测。使用特视显微硬度计进行硬度检测,检测五组以上熔覆层,其硬度均在HRC50以上,满足转轮室钢板的硬度要求。
4 结 语
在水电站转轮室易空蚀、易磨损区域,应用激光熔覆技术强化涂层,提高过流面的抗磨、抗空蚀特性;经一个汛期的运行检验,熔覆区域无空蚀、无磨损,表面光滑平顺,与修复前对比无差异。激光熔覆表面强化技术可推广至水电站其他过流部件使用,为今后的过流部件修复与防护提供一种工艺选择。
猜你喜欢
今日农业(2022年16期)2022-11-09
大电机技术(2022年3期)2022-08-06
轻兵器(2022年2期)2022-02-23
矿冶工程(2021年6期)2022-01-06
建材发展导向(2021年14期)2021-08-23
——“AABC”和“无X无X”式词语
小学生学习指导(中年级)(2021年3期)2021-04-06
石材(2020年11期)2021-01-08
水电站机电技术(2020年9期)2020-10-09
焊接(2020年11期)2020-02-06
热喷涂技术(2019年3期)2019-11-14