
空分倒灌液氧开车总结
2021-06-08 08:45荀志伟
氮肥与合成气 2021年6期
荀志伟,张 虎
(灵石中煤化工有限责任公司,山西灵石 031300)
灵石中煤化工有限责任公司是利用中煤九鑫焦化公司的焦炉煤气生产合成氨、尿素产品的企业。空分装置的任务是将来自3s空气压缩机的空气中的氧气、氮气分离,然后再将氧气加压后与来自5s空气压缩机的空气在静态混合器中混合,制成体积分数约32.68%的富氧空气,送至甲烷转化工段。
1 生产中存在的问题
灵石中煤化工有限责任公司空分装置设计产氧气体积流量3 600 m3/h(标态)、纯度99.6%(体积分数),氮气体积流量7 000 m3/h(标态)、纯度99.99%(体积分数)。主要设备包括:svk25-3s空气压缩机、空气预冷系统、分子筛纯化系统、分馏塔系统、增压膨胀系统、氮气增压系统、氧气增压系统、液氧贮存及汽化系统、仪控系统和电控系统。因为空分设备经过长期运转,在分馏塔的低温容器和管道可能产生冰、干冰或机械粉末的沉积,阻力逐渐增大[1-2],所以一般运转2 a后,应对分馏塔进行加温复热以去除这些沉积物。再次开车时按照操作规程执行,分为冷却、积液和调纯3个阶段,开车所需时间约78 h,而同类型装置热态开车所需时间为48 h左右,问题主要突显在系统积液、调纯阶段;积液初期系统冷量全靠膨胀机提供,而膨胀机的等熵效率不到80%,加上冷损及蒸发,积液速度缓慢。主冷凝蒸发器积液后由于液体纯度较低,在调纯阶段需要一定的时间才能送出合格的气体产品。空分装置的启动过程是一个只有能量输入而无产品输出的无效能耗过程,该过程越短,无效能耗越少,经济效益越高[3]。
2 倒灌液氧可行性分析
在液氧储槽下进液口和主冷凝蒸发器之间运用伯努利方程对管路压降等进行计算[4],计算中假设阀门全开。液氧储槽下进液口至主冷凝蒸发器液氧出口之间的高度差为10.11 m,液氧密度为1 141 kg/m3,管道直径为40 mm,液氧黏度为0.196 mPa·s,DN40管线长约20 m,共有6个弯头和2道角式低温截止阀,液氧流速取0.35 m/s。经计算,雷诺数为81 642.86,摩擦因数为0.018 72,弯头和阀门的当量长度为21.8 m。空分上塔压力按30 kPa计,计算结果为液氧储槽压力只要大于等于0.132 MPa即可实现液氧储槽内液氧倒灌至主冷凝蒸发器内,液氧储槽设计压力为0.2 MPa,满足倒灌液氧的要求。工艺流程简图见图1。
3 倒灌液氧操作

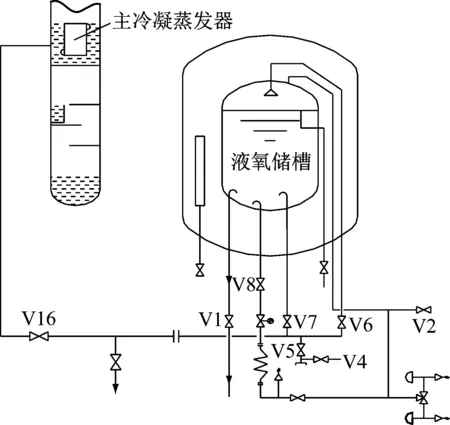
V1—液氧储槽出液阀;V2—液氧储槽放空阀;V5—液氧储槽进液阀;V6—液氧储槽上进液阀;V7—液氧储槽下进液阀;V8—液氧储槽蒸发器进液阀;V16—主冷凝蒸发器排液阀。
3.1 准备工作
(1) 控制液氧储槽液位在6 000~8 000 mm。
(2) 空分装置全面冷却设备阶段结束,主冷凝蒸发器出现液体。
(3) 负责倒液操作人员到位,且中控、现场保持通信畅通。
(4) 关闭液氧储槽上进液阀,打开液氧储槽蒸发器出口阀,关闭液氧储槽放空阀,微开液氧储槽蒸发器进液阀缓慢给液氧储槽充压,待液氧储槽压力涨至0.15~0.17 MPa,关闭液氧储槽蒸发器进液阀,保持液氧储槽压力稳定,若压力上涨时,开液氧储槽放空阀稳定压力。
3.2 操作步骤
(1) 中控和现场操作人员确认倒灌液氧开始操作,打开液氧储槽下进液阀,缓慢打开主冷凝蒸发器排液阀,中控、现场操作人员密切注意主冷凝蒸发器和液氧储槽液位及压力的变化情况。
(2) 待主冷凝蒸发器液位达到2 800 mm,液氧蒸发器液位达到1 800 mm,倒灌液氧结束。
(3) 关闭主冷凝蒸发器排液阀,关闭液氧储槽下进液阀,关闭液氧储槽蒸发器进液阀,打开液氧储槽放空阀,待压力卸至20 kPa后关闭液氧储槽放空阀。
3.3 注意事项
(1) 液氧储槽压力严禁超过0.2 MPa。
(2) 在倒灌液氧前期,液氧产品送出阀V16开关一定要缓慢。
(3) 倒灌液氧的过程中,控制上塔顶部压力为30~60 kPa。
4 结语
空分装置原始开车时,未采用倒灌液氧操作,产出合格气体产品耗时78 h;采用倒灌液氧操作,产出合格气体产品耗时57 h。由于空分装置的启动过程是一个只有能量输入而无产品输出的无效能耗过程,所以该过程越短,无效能耗越少,经济效益越高。采用倒灌液氧操作后,缩短提供合格气体产品的时间21 h,3s空气压缩机电动机功率为2 300 kW、冷却水泵电动机功率为15 kW、冷冻水泵电动机功率为22 kW、循环水泵电动机功率为37 kW、螺杆式冷水机组电动机功率为56 kW,纯化系统电加热器功率为432 kW,直接节省此期间空分装置各运转设备和再生加热器耗电53 760 kW·h、合成循环水泵(560 kW)及风机(75 kW)耗电13 335 kW·h,间接多产氧气75 600 m3,按电价为0.5元/(kW·h)计,节约电费3.35万元;氧气价格按0.6 元/m3计算,间接产生效益4.54万元;同时,为合成氨和尿素装置提前开车提供了时间保障。
猜你喜欢
组合机床与自动化加工技术(2022年5期)2022-06-08
导弹与航天运载技术(2022年2期)2022-05-09
导弹与航天运载技术(2022年2期)2022-05-09
中国科技纵横(2021年22期)2022-01-08
军民两用技术与产品(2021年10期)2021-03-16
冶金动力(2020年9期)2020-10-22
数码设计(2020年2期)2020-08-23
工业加热(2020年4期)2020-06-13
中国设备工程(2020年6期)2020-05-12
氯碱工业(2020年11期)2020-03-02
