
6061铝水导激光加工工艺参数优化研究
2021-06-21 09:28曹治赫乔红超赵吉宾
激光与红外 2021年5期
曹治赫,乔红超,赵吉宾
(1.中国科学院沈阳自动化研究所,辽宁 沈阳 110179;2.中国科学院机器人与智能制造创新研究院,辽宁 沈阳110179)
1 引 言
激光加工技术以其高效率、高精度、高加工自由度、高环境友好度等优势在医疗、能源、航空、航天等领域都有非常广泛的应用。但随着相关领域的高速发展,加工零件对低表面粗糙度、低热影响区及大深宽比结构加工提出了更严格的要求[1]。传统激光的材料加工大部分基于激光的热效应,加工过程工件材料会吸收加工热量,不可避免地产生一定厚度的热影响区[2]。以心血管支架为例,传统激光加工的能量会在材料表面形成几微米厚的热影响区,对心血管支架的使用性能有一定影响[3]。
水导激光加工技术是一种以稳定水射流为能量载体的复合激光加工技术,相较于传统激光加工的优势[4]主要有:无加工热影响区、加工表面质量高、可用加工距离长、可加工大深宽比结构。由于水射流是激光的载体,加工过程中水射流一直在对加工区域进行冷却与冲刷,避免产生热影响区的同时,也及时带走加工碎屑,防止加工碎屑二次附着,进而提高加工区域的表面质量。激光被限制在水射流内部并保持极高的能量密度,整段稳定的水射流都可以用于材料的去除,适用于大深宽比结构的加工。
自1993年Richerzhagen开展水射流-激光加工技术研究并于瑞士成立从事水导激光技术(Laser Microjet)研发与产业化的SYNOVA公司以来,该技术在加工性能方面的优越性就吸引了国内外学者开展大量的理论与实验研究。Spiegel[5]对激光在水射流中传播过程中的拉曼散射现象开展了研究,发现水射流对低功率激光有较高的透过率,而且当激光功率较高时,水射流中的激光能量密度随水射流长度方向有较大变化。Li[6]等使用不同的运动速度对硅片进行了水导激光划槽加工,并对高速与低速下沟槽的截面形状及崩边情况进行了对比。Adelmann[7]等对多种材料开展了水导激光刻槽加工,研究了激光功率及加工次数对加工沟槽深度的影响趋势,并实现了深宽比1:66的深沟槽的加工。Porter[8]等研究了不同运动速度、加工角度及加工头悬空距离情况下薄片材料的加工区形貌,但是由于薄片材料在加工过程中的震动,部分实验结果可参考性不高。现有的研究仅对水导激光加工的部分工艺参数开展了工艺试验,且对加工区域的质量评价仍停留在表面质量,目前确少水导激光加工关键工艺参数对加工区域质量影响的系统性研究。
本文使用自研的水导激光微结构加工设备对6061铝进行了包括激光功率、激光重复频率、进给速度、加工次数在内多个参数的多因素影响实验,使用金相显微镜对加工沟槽的截面形状及金相组织状态进行了系统性分析与研究。通过对加工区的观测与分析,发现较高的激光功率、较低的激光重复频率、较低的进给速度以及多次加工有利于形成大深宽比的沟槽结构,并提出了加工大深宽比低锥度结构的工艺参数优化方法。在本文所有工艺参数下,加工区域均无热影响区,表明了水导激光加工技术在低热影响区大深径比结构加工方面的巨大潜力。
2 基本原理
水导激光加工技术是一种先进的激光加工技术,利用激光在水与空气的界面上发生全反射的现象,将激光约束在直径几十微米的微细水射流中,水射流内保持极高的激光能量密度,可以轻易实现材料的去除,其基本原理如图1所示。压力水经由高压泵产生后进入耦合腔内部,并从直径几十微米的喷嘴微孔中喷出,调整水压与喷嘴微孔直径匹配时,水射流会出现缩流现象[8],形成外形十分稳定的水射流。由激光器发出的脉冲激光经过扩束、聚焦系统后照射进耦合腔内,调整聚焦激光的束腰位置与喷嘴小孔重合,激光就可以照射进水射流内部。当选择合适的聚焦镜焦距时,耦合进水射流的激光在水射流-空气界面上的入射角会超过全反射角,这样激光会在水射流-空气界面上不断发生全反射,并随水射流向前传播。由于激光一直被约束在直径几十微米的水射流中,水射流中的激光能量密度与激光束腰位置处相近,因此整段稳定的水射流都可以用于材料的去除。激光束腰与喷嘴孔的耦合位置关系对水射流中的能量分布有一定影响,当激光束腰与喷嘴孔从完全对中调整至稍有偏离时,水射流中的能量分布从中心部分能量较高的状态逐步转变为近似均匀的分布[9]。此外,由于水射流的冲刷与冷却作用,水射流可以将激光加工产生的热量与加工碎屑及时带走,避免了激光热作用产生热影响区,同时还可以防止熔融碎屑二次凝固降低加工表面质量。

图1 水导激光加工技术基本原理
3 实验设备与实验参数
实验设备使用了自研的水导激光加工设备,该设备主要由激光器、激光-水射流耦合模块、三轴运动系统及压力水装置组成。激光源为平均输出功率30 W的倍频Nd∶YAG激光器,激光重复频率最高为150 kHz。根据应用场景,激光-水射流耦合模块可以产生直径80~40 μm的激光水射流用于微结构的加工。三轴运动控制系统行程为120 mm×120 mm×100 mm,重复定位精度±5 μm,激光-水射流耦合模块固定在Z轴上,工件被固定在二维运动平台上。三维运动平台数字控制系统可以使三维工作台进行二维或三维的直线及圆弧插补运动,通过编制一系列运动控制方案,可以实现较为复杂的加工轨迹。压力水装置主要由净水装置、水泵、稳压器、调压阀与溢流阀组成,可以将净化后的水加压到合适压力并保持压力的高精度稳定性,最终形成高稳定性的水射流。
实验当中使用的样件为厚度1.5 mm的6061铝板,水导激光加工设备使用的水射流喷嘴小孔直径为70 μm,产生的激光水射流直径约57 μm。为了研究不同工艺参数对切槽质量的影响,开展多工艺参数多因素影响实验,实验参数如表1所示,切槽多因素影响实验布置如图2所示,同组内沟槽间距为2 mm。完成不同工艺参数下的切槽实验后,对应的样件小块使用水导激光加工设备整块切下,如虚线所示。为了观察切槽的截面质量与热影响区情况,将样件小块通过镶样机进行镶样,依次使用800#、1000#、2000#、5000#砂纸对样件进行打磨后,使用抛光垫配合W1.5及W1的金刚石研磨膏进行抛光。完成抛光后使用氢氟酸:硫酸:清水按照1∶2∶17配置腐蚀液并对样件进行金相腐蚀,腐蚀完成后使用OLYMPUS GX51光学显微镜进行切槽截面形状与加工热影响区观测。
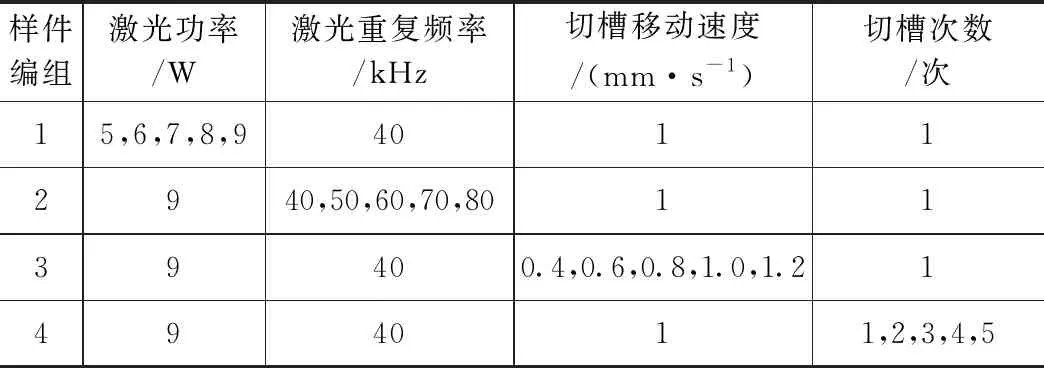
表1 实验参数

图2 工艺参数多因素影响实验样件布置
对沟槽截面形状进行评估的参数主要有沟槽宽度、沟槽深度、沟槽深宽比及沟槽侧壁锥度,其中沟槽深宽比为沟槽深度与沟槽宽度的比值。由于部分沟槽上半部分较为竖直而底部有较明显的锥角,使用深宽比不能充分地反映沟槽侧壁的锥角状态,所以添加了沟槽侧壁锥度这一评价参数,沟槽侧壁锥度定义为沟槽上半较为平直部分的两侧壁面与竖直方向夹角的平均值。
4 实验结果与讨论
4.1 激光功率影响
激光平均功率对切槽截面形貌的影响如图3所示。从左到右,激光平均功率分别为5 W、6 W、7 W、8 W、9 W,激光重复频率40 kHz,切槽移动速度1 mm/s,加工次数1,在其余工艺参数保持不变时,随着激光平均功率的增加,沟槽的深度与深宽比也随之增加,同时沟槽宽度几乎保持不变。同时也可以注意到,当激光功率较小时,沟槽截面为明晰的倒三角状,当激光功率增大后,倒三角部分下移,沟槽上方逐渐开始出现接近竖直的部分。这是因为激光功率提高后,单个激光脉冲的能量提高,激光投影在沟槽侧壁的能量密度也进一步提高,造成沟槽侧壁的进一步材料去除,最终使得沟槽侧壁出现接近竖直的部分。

图3 激光功率的影响
激光功率对沟槽深宽比及侧壁锥度的影响趋势如图4所示,提高激光功率有利于得到深宽比更大、侧壁更竖直的沟槽。特别对于厚度小于0.3 mm的薄板材料,采用较大的激光功率只需一次加工即可获得侧壁更为竖直的断面。图5所示为使用不同激光功率进行切槽加工后的金属组织金相图,在500倍放大视场下仍未发现金属组织热影响区的存在。

图4 激光功率对沟槽截面状态的影响

图5 500倍视场下的水导激光加工沟槽附近金相图
4.2 激光重复频率影响
激光重复频率变化对切槽截面形状的影响如图6所示。从左至右,激光重复频率分别为40、50、60、70、80 kHz,激光功率9 W,切槽移动速度1 mm/s,加工次数1次,可以发现,在其余工艺参数保持不变时,随着激光重复频率的升高,沟槽宽度稍微减小,沟槽深度与深宽比迅速减小,沟槽侧壁也由较为竖直的侧壁面逐渐变为明显的倒三角形。这是由于在激光平均功率不变的前提下,激光重复频率的升高会造成激光单脉冲能量的降低。而激光单脉冲能量的降低会导致投影在样件表面的激光能量密度降低,进而造成沟槽的深度变小。另一方面,单脉冲能量变小也会使投影在沟槽侧壁面的激光能量密度下降,最终造成沟槽侧壁面呈现较为明显的三角形。

图6 激光重复频率的影响
图7所示为激光重复频率变化对沟槽深宽比及侧壁锥度变化的影响趋势,可以发现采用较低的激光重复频率可以得到较大深宽比、侧壁更为竖直的沟槽结构。图8所示分别为激光重复频率40 kHz及80 kHz时沟槽结构附近的金相组织观察结果,在500×放大视场下未观察到热影响区的存在。

图7 激光重复频率对沟槽截面状态的影响

图8 500倍视场下的水导激光加工沟槽附近金相图
4.3 进给速度影响
水导激光加工头进给速度对切槽截面形貌的影响如图9所示。从左至右,加工头进给速度分别为0.4、0.6、0.8、1.0、1.2 mm/s,激光功率9 W,激光重复频率40 kHz,加工次数1次,从图中可以发现,在其余工艺参数保持不变时,随着进给速度的增大,沟槽宽度几乎不变,沟槽侧壁面锥度没有明显变化,同时沟槽的深度与深宽比逐渐减小。这是由于进给速度增大后,单位面积材料受到激光照射时间变短,因而单位面积材料被脉冲激光照射到的次数变少,由于沟槽深度与被激光照射次数有较大关系,这就导致沟槽的深度与深宽比变小。另一方面,进给速度对激光单脉冲能量没有影响,因此单个激光脉冲下沟槽侧壁所承受的投影方向激光能量密度几乎没有变化,因此沟槽侧壁面的锥度也没有明显的变化。

图9 进给速度的影响
进给速度对沟槽深宽比及侧壁锥度的影响趋势如图10所示,在沟槽加工中提高进给速度会造成沟槽的深宽比下降,但是进给速度的变化对形成侧壁更加竖直的沟槽结构没有明显作用。对于较薄的板材,可以使用较低的进给速度实现一次切断加工,而对于较厚的材料的加工则需要结合材料去除效率选择合适的进给速度并通过多次加工实现大深宽比结构加工。在500×放大视场下使用金相显微镜对加工沟槽附近的金相组织进行观察,如图11所示,同样未发现加工区域附近有金相组织结构的变化。

图10 样件进给速度对沟槽截面状态的影响

图11 500倍视场下的水导激光加工沟槽附近金相图
4.4 加工次数的影响
水导激光加工沟槽的次数对截面形貌的影响如图12所示,从左至右沟槽的加工次数分别为1、2、3、4、5次,激光功率9 W,激光重复频率40 kHz,切槽移动速度1 mm/s。可以发现,在其余工艺参数保持不变时,随着加工次数的增多,沟槽宽度缓慢增大,同时沟槽深度先是快速增大,随后增大的趋势减缓,可以预见随着加工次数的增多,沟槽深度最终将趋近一个稳定值。此外,在加工次数较少时,沟槽截面在深度方向上呈现明显的段状结构,如图中红线所示。在前3次加工中,水导激光束依次形成了较为明显的3段加工区域,从第4次加工开始,加工段被逐渐下移,同时加工段之间的界限变得模糊,最终在第5次加工时得到了侧壁呈现近乎平面的沟槽结构。可以预见,当沟槽侧壁完全变成平面后,沟槽的深度也不再增加。

图12 加工次数的影响
如图13所示,随着加工次数的增多,沟槽的深宽比增大,沟槽侧壁也变得更加竖直,因此可以使用多次加工的方法来实现大深宽比结构的加工。也可以观察到,由于多次加工造成沟槽宽度缓慢增大,沟槽的深宽比在深度趋近稳定值后随加工次数增多反而开始下降。此外,在多次加工的沟槽附近也同样未观察到热影响区的存在,500×放大视场下的沟槽附近金相结构如图14所示。

图13 样件加工次数对沟槽截面状态的影响

图14 500倍视场下的水导激光加工沟槽附近金相图
4.5 工艺参数优化方法讨论
图15所示为工艺试验中相同工艺参数下的沟槽截面形貌对比,可以发现沟槽的宽度、深度及截面形状都十分相似。图16所示为这些沟槽在宽度、深度、深宽比、侧壁锥度等沟槽截面评估参数方面的误差分析数据。图中的误差数据可以体现通过工艺试验得出的工艺规律的准确性,也体现了所使用的水导激光加工设备的稳定性水平。

图15 相同工艺参数下截面形貌对比

图16 相同工艺参数下沟槽截面评估参数误差分析
根据工艺参数试验结果,较高的激光功率与较低的激光重复频率可以得到侧壁更竖直的大深宽比沟槽,而较低的进给速度可以产生更大深宽比的沟槽,但是对于提高沟槽侧壁竖直程度贡献有限。因此,对于较薄的板材,使用重复频率较低的大功率的激光只需一次加工就可以完成侧壁竖直的切断加工,在激光功率有限的情况下,也可以使用较低的进给速度获得较深的加工深度。但是对于厚度较大的结构加工,就需要进一步优化工艺参数并对加工路径进行合理的规划。对图12进行分析可以发现,在大深宽比结构的加工过程中,当加工次数较少时,第二加工段的沟槽宽度比第一加工段要小,第三加工段沟槽宽度也小于第二加工段。这是因为沟槽底部与侧壁对应的锥度不同,导致激光照射在沟槽底部产生的能量密度高于侧壁,从而在沟槽底部产生宽度较小的第二加工段,如图17(a)、(b)所示。为此,想要增大后续加工段的宽度就需要产生侧壁尽可能竖直的截面形貌,即提高激光能量,适当降低激光重复频率。此外,在进行沟槽的第一道加工时,沟槽的截面形貌也会受到激光水射流中激光能量密度分布的影响,调整激光与水射流的耦合状态可以改变激光在水射流中的能量分布[9],进而产生能量分布较为均匀的激光水射流[10],有利于形成底部平坦侧壁竖直的沟槽结构。

图17 沟槽侧壁所受激光功率密度与沟槽形状演化
另一方面,当沟槽的加工次数足够多时,沟槽侧壁会逐渐变得平坦,沟槽截面呈现尖三角状,如图12及图17(c)所示。通过对图12及图17中沟槽形成过程的分析,提出水导激光加工沟槽最终能够达到的深宽比预测模型如下。对于采用纳秒激光的水导激光加工来说,材料去除状态与垂直于材料方向接受的激光能量密度相关,如式(1)所示,Pw为激光投影在垂直于材料表面方向上的能量,沟槽侧壁锥角α为激光方向与材料法向的夹角,Pl为水射流内的激光能量。在沟槽的多次加工过程中,当侧壁锥角α小于一定值时,激光投影在沟槽侧壁的能量密度Pw大于材料去除能量阈值为P0的部分会产生材料的去除。由于材料的进一步去除,侧壁锥角α随之增大,当锥角α超过临界值后,激光投影在沟槽侧壁的能量密度Pw等于材料去除能量阈值P0,此后不再有材料去除,沟槽结构不会再改变,如图17(c)所示。根据式(1),锥角α的临界值与激光能量Pl及材料的激光去除能量密度P0有关,因此对于同一种材料,增大激光能量可以最终形成侧壁更垂直的沟槽结构。
Pw=Plcosα
(1)
此外,当要加工的沟槽足够深时,沟槽截面形状也受到沟槽中水射流流动状态的影响,因此适当进行加工轨迹的规划,增宽沟槽的宽度,也有利于提高沟槽中水射流的流动状态,得到截面形状更优的大深宽比结构。
5 结 论
本文利用自研的水导激光微结构加工设备对6061铝开展了包括激光功率、激光重复频率、进给速度、加工次数在内的多个关键工艺参数的多因素影响实验,并使用金相显微镜对加工沟槽截面形状与热影响区分布情况进行了系统性的分析。得到结论如下:
(1)水导激光加工沟槽宽度主要受到激光重复频率的影响;较高的激光功率、较低的激光重复频率有利于形成侧壁垂直的沟槽;较高的激光功率、较低的激光重复频率、较低的进给速度以及多次加工有利于形成大深宽比的沟槽结构。
(2)使用金相显微镜对加工沟槽的截面进行了观察,在所有的工艺参数状态下均未发现热影响区,表明了水导激光加工技术无热影响区的优势。
(3)提出了进行大深宽比结构水导激光加工的工艺参数优化方法:提高激光能量,适当降低激光重复频率,选择较低进给速度,并进行多次重复加工。
猜你喜欢
工程建设与设计(2021年11期)2021-07-28
湖南电力(2020年3期)2020-07-08
四川冶金(2019年4期)2019-11-18
水电站机电技术(2019年6期)2019-07-05
模具制造(2019年3期)2019-06-06
制造技术与机床(2019年4期)2019-04-04
建筑科技(2018年6期)2018-08-30
水电站机电技术(2017年8期)2017-09-07
舰船科学技术(2016年1期)2016-02-27
焊接(2015年5期)2015-07-18
