
水上乐园中不锈钢产品的防腐工艺研究
2021-06-24 08:18陈颖
机电工程技术 2021年5期
陈 颖
(广州潮流水上乐园设备有限公司,广州 511400)
0 引言
水上乐园中有过滤罐、毛发收集器、格栅、防护栏、隔离网、指示牌、儿童滑梯、小品立柱等不锈钢产品,因水上乐园的水中添加了氯气丸(氯化消毒片,三氯异氰尿酸片剂),游离性余氯含量0.3~0.5 mg/L;还有灭藻剂、沉淀剂等水处理剂。当水处理剂刚投放到水中时,其浓度特别大。这些水处理剂对不锈钢产品的腐蚀性很强,严重影响产品的使用寿命及水上乐园的安全运行,因此研究不锈钢产品的防腐工艺、解决防腐问题显得非常重要。本文通过分析及试验,总结出一种工艺,能够大幅提高水上乐园中不锈钢产品的防腐蚀性能(本文所述不锈钢没有特别说明时一般指304不锈钢,标准牌号:06Cr19Ni10)。
1 腐蚀情况
图1所示为多个水上乐园不锈钢产品腐蚀情况,从图片及现场了解到,整个罐体都有一部分腐蚀痕迹,但焊缝处最为严重,渗漏也主要在焊缝处。
2 主要的腐蚀形式及原因
2.1 氯离子引起的腐蚀

图1 水上乐园中不锈钢产品腐蚀情况
304不锈钢在存在氯离子Cl-的环境中被腐蚀得比较快,甚至超过普通的碳钢。Cl-含量较高的条件下,不锈钢的抗点蚀、缝隙腐蚀、应力腐蚀及腐蚀疲劳性能降低,容易发生晶间腐蚀和点蚀,进而发生应力腐蚀开裂[1]。Cl-对钝化膜有腐蚀作用,Cl-浓度越大,钝化膜腐蚀溶解速率就越大,钝化膜的稳定性能就越差;钝化膜变得更疏松、均匀性更差,导致钝化膜被破坏,因此不锈钢被腐蚀[2]。
2.2 晶间腐蚀
304这种不含(或很少)钛和铌的不锈钢材料都有晶间腐蚀的倾向。焊接时碳化物的析出导致不锈钢产生晶间腐蚀(焊接侵蚀)。这是不锈钢在腐蚀介质作用下,在晶粒之间产生的一种腐蚀现象。
晶间腐蚀主要包含了焊缝区、HAZ敏化区、熔合区晶间腐蚀等。出现的原因为:(1)晶界贫铬(Cr≤12%),这类钢加热到400~850℃温度区间会发生敏化,过饱和固溶的碳与晶界附近的Cr结合形成化合物,使得晶粒边界层中Cr含量不超过12%[3];(2)焊接过程中,如果温度过大,当冷却速率较慢时,碳化物在晶界处形成,Cr%降低。P、Si等杂质沿晶间偏析[4]。
产生晶间腐蚀的不锈钢,当受到应力作用时,即会沿晶界断裂、强度几乎完全消失,这是不锈钢的一种最危险的破坏形式[4]。
2.3 电化学腐蚀
不锈钢表面含有异类金属的粉尘或其他附着物,在潮湿空气中,附着物与不锈钢间的冷凝水,二者连成一个微电池,引发电化学反应,保护膜受到破坏[5]。
焊接飞溅物、外来杂质、碳钢粉尘、起弧点和咬边,在水环境中具有不同于不锈钢表面的电位,因此可能发生电化学反应。
3 腐蚀的预防及处理方法
3.1 从热处理角度的处理方法:固溶处理
其目的主要是预防晶间腐蚀发生。为了减少晶界沉淀相,将工件加热到约1 100℃然后急冷,尽量减少在400~850℃敏化区范围内的停留时间,以此减少Cr%降低[3]。固溶处理可以明显改善焊后不锈钢抗晶间腐蚀以及耐点蚀的性能,并增加钝化膜的稳定性。
但对水上乐园的不锈钢产品来说,产品普遍较大(有些直径达φ3 200 mm),因处理设备不够大或要求高、处理成本高、处理时间长等原因,水上乐园的不锈钢产品基本上不采用固溶处理方法。
3.2 从减少电化学反应角度的处理方法:电化学处理
通过从外部向水中的不锈钢通电的方法防止金属的腐蚀,安装比所应用的不锈钢电位更低的合金阳极并通过电源提供防腐蚀电流,从而防止或减轻金属的腐蚀。电化学防腐蚀法能在一定程度上减缓腐蚀速率[2]。
对水上乐园的不锈钢产品来说,因产品类型较多、安装场所分散、使用环境不同,电化学处理不容易实现。且水上乐园是人们游玩的场所,为保证安全,水中一般不通电,从目前的实践来看,这种方法极少使用。
3.3 将腐蚀介质隔离于基体的处理方法:隔离处理
用隔离物将产品与腐蚀介质隔离。对水上乐园的不锈钢产品来说,从应用及性价比方面考虑,此方法最可行。但因隔离介质可选范围多,方法各式各样,如何通过科学的方法找到一种施工方便、性价比高的方案,就是研究的重点。为此,本文专门做了一系列的分析与试验。
3.3.1 隔离材料的选择
通过对玻璃钢、无机防腐涂料、环氧富锌油漆、氟碳漆、金属防护漆、耐强氧化防腐涂料等分析及平时的试验情况,选择了耐强氧化防腐涂料作为隔离材料。这种材料既可防止氯离子腐蚀,又可减少晶间腐蚀及电化学腐蚀。它在海水或含氯离子水中防腐性能较好,具有高强度、高韧性、耐冲磨、耐老化、耐强酸碱腐蚀、附着力强等特点,且性价比高,操作方便[6]。该防腐涂料的防腐时间可达10~15年。
防腐蚀涂料在被涂物底材表面干燥固化后形成涂层,它的保护作用主要有屏蔽作用、钝化缓蚀作用和阴极保护作用这3种[6]。
3.3.2 单边焊接与双边焊接的对比试验及防腐涂料的试验
在2019年1月9—31日分别进行了多项试验。制作试样3件,分别编号01#试样、02#试样、03#试样。01#试样是将两件不锈钢板双面对接焊接,焊缝酸洗钝化,焊缝周围单面涂涮2层防腐涂料;02#试样是将两件不锈钢板单面对接焊接,焊缝酸洗钝化,焊缝周围涂涮2层防腐涂料;03#试样是将两件不锈钢板单面对接焊接,焊缝不进行酸洗钝化,焊缝周围涂涮2层防腐涂料。
试验过程如下。
(1)常温试验:参考水上乐园水质标准,用约50倍标准浓度的高浓度处理剂为试验水质,经过2周的常温试验可知,常温时处理剂的浓度对304不锈钢影响不大,但材料上附着的杂质会引起腐蚀。
(2)加温试验:用恒温水浴箱将温度保持在65℃来试验。图2所示为试验1天后的图片。由图可知,温度升高,腐蚀明显严重且速度快。02#试样已开始腐蚀;03#试样腐蚀已很严重,锈水已从焊缝中出来;而01#试样焊缝除材料杂质引起的锈蚀外,变化不大。
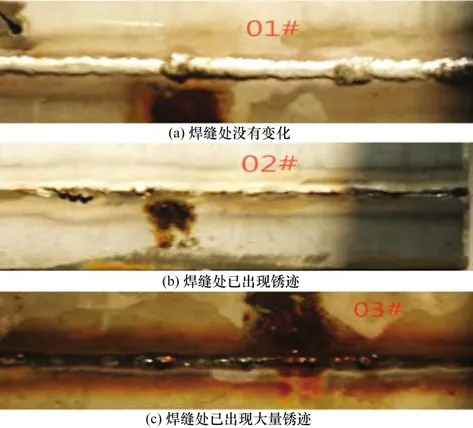
图2 加温试验1天后试样情况
(3)保持65℃,继续试验6天,03#试样已出现2个穿孔。
(4)继续再试验2天后(2019-01-31),情况如图3所示。由图可知,03#试样的焊缝已严重锈蚀,穿孔比较严重;02#试样的焊缝处也出现大量锈迹,但还未穿孔;01#试样的焊缝几乎没有变化,只是表面杂质发生了部分腐蚀。
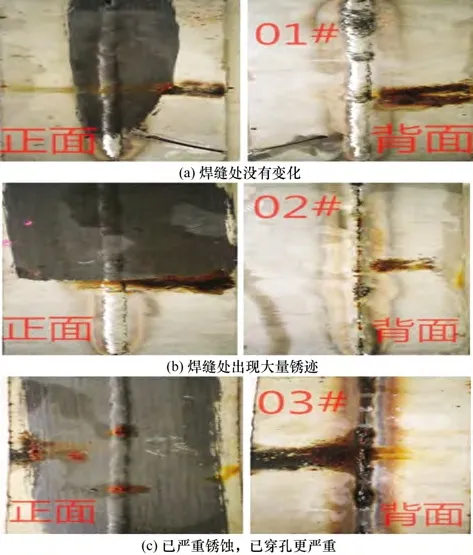
图3 再试验2天后试样情况
经过23天不同条件的试验,得出如下结论:不锈钢表面附着物及杂质首先腐蚀;焊接质量及焊缝处理(酸洗钝化)对腐蚀影响较大;温度对腐蚀影响比较明显,夏天的高温会加速水上乐园不锈钢产品的腐蚀;双边焊接比单边焊接的防腐性能好;水上乐园的水质及温度是不锈钢产品腐蚀的主要因素,防腐涂料可以预防不锈钢产品的腐蚀[7]。
4 防腐新工艺
通过各种分析与试验,结合不锈钢防腐理论,为同时预防氯离子腐蚀、晶间腐蚀及电化学腐蚀的发生,总结出水上乐园中不锈钢产品的防腐蚀工艺如下。
(1)严格选用标准的304不锈钢原材料及焊接材料,采用合适的焊接方法(手工焊、氩弧焊、混合气体保护焊等)。
(2)焊接前无需预热,小电流快速施焊,对要求高的焊缝,结合采用水冷的方式加速冷却[5]。
(3)所有焊缝须双面焊接,双面同时进行,不得出现气孔、夹渣、裂纹、未焊透、咬边、焊瘤等缺陷。用无损检测MT、UT方法来检测焊缝。
(4)将内表面焊缝及周围打磨圆滑(无须磨平),将飞溅物清理干净。
(5)将外表面焊缝打磨平整,精磨后拉丝(或抛光)处理。
(6)对打磨后的内表面及隐秘部位焊缝使用不锈钢酸洗钝化膏进行处理并清洗干净。
(7)对酸洗钝化处理并干燥后的内表面喷涂二层耐强氧化防腐涂料,总厚度150~230μm(如果内表面处理得较好,也可只在焊缝处喷涂一条约100 mm宽的防腐涂料带,以降低防腐涂料的成本,这方面因不同产品而异)。
(8)外表面清洗、干燥后,整体喷涂一层清漆作为保护膜,厚度约为70~100μm。
(9)待内外表面的涂料干燥后,进行整体试压。按不同产品的标准进行压力试验(非容器类产品无须试压)。
(10)检查合格,整体清洁、干燥后包装入库。
从2019年2月起,严格执行此工艺,经过大量产品的生产实践,证明此工艺可行且性价比高,效果很好。产品均未再出现严重腐蚀现象,防腐时间延长3倍以上。包括以海水为介质的连云港某水上乐园(此前的产品半年左右就会出现严重腐蚀)。因此,减少了大量的维修、维护费用,降低了维护成本,获得了更好的经济效益和客户的好评。
5 结束语
本文主要介绍了水上乐园中不锈钢产品的腐蚀现状,分析了腐蚀产生的原因,对不锈钢产品在水上乐园中的腐蚀与防护做了较深入的分析及试验,提出了具体并可实际执行的防腐新工艺;此法通过实践检验,在实际应用中取得了很好的效果。通过对不锈钢产品在水上乐园中防腐工艺的研究,能够更好地指导不锈钢产品的生产,避免质量问题及事故的发生。能大幅减少不锈钢产品在水上乐园中的维护费用,取得更好的经济效益。
猜你喜欢
建材发展导向(2021年14期)2021-08-23
铝加工(2020年2期)2020-05-12
商品与质量(2019年12期)2019-07-24
石油沥青(2019年3期)2019-07-16
装备环境工程(2015年4期)2015-02-28
装备环境工程(2015年4期)2015-02-28
新媒体研究(2014年11期)2014-09-01
祝您健康(1997年12期)1997-12-28
祝您健康(1997年10期)1997-12-28
祝您健康(1997年9期)1997-12-28
