压水堆核电站主泵的装配技术和管理
2021-06-25 06:44张雷
科学技术创新 2021年15期
张雷
(哈尔滨电气动力装备有限公司,黑龙江 哈尔滨150000)
反应堆冷却剂泵指的就是压水堆核电站设备中的主泵,其功能主要是对设备中的冷却剂予以驱动作用,使其能够在密闭回路系统中循环流动。为了保证核电站的运行安全,主泵必须具备断电后仍能持续运行一段时间的能力,只不过断电后的运行属于惰运转,其目的是为了散掉反应堆芯的热量,避免由于热量不能及时排出而造成严重的工况事故。研究主泵的装配技术,对于保证主泵的安全运行能力具有十分重要的意义。
1 主泵的关键装配结构介绍
主泵的机组驱动装置为三相鼠笼感应式电动机,用立式单级轴封泵,支撑结构为四轴承,密封采用三级流体动压机械,泵体和电机分别配置两个径向轴承以及一套推力轴承,其中推力轴承为双向受力结构。具体结构装配情况如下:
其一是承压边界,主要包括泵壳、密封体、密封盖和泵盖四个部分,其中泵壳和泵部分由主螺母和主螺栓连接起来。其二是水力部件,主要由三大部分组成,分贝是叶轮、叶轮罩以及导叶,其作用原理是,当反应堆冷却剂通过旋转运行下的叶轮被送入泵壳入口的时候,被竖向垂直吸入,然后经过导叶进行导流,最后再从泵壳的出口位置被水平排出。在叶轮罩的外侧位置有内嵌的活塞环装置,和泵壳内壁密切连接,共同形成一个密封环境,可以实现对液流的回流控制。其三是机械密封部分,压水堆核电站主泵装配的机械密封采用的是三级密封结构,主泵为轴封型。该类主泵的机械密封部分转动部件需要安装到1-3 级密封轴套上,随着轴的转动而转动,并且密封轴套还可以在下泵轴自由滑动,各级静密封通过O 型圈控制实现。三级密封的结构设计应用模块化方法。具体密封方法如下:先将1 号和2 号外环连接到一起,组成一个完整的装配结构,实现一二级密封,然后再将第三级密封单独装到三号外环中,这样在检修的时候,就可以分别针对不同装配体进行单独拆卸检查,这样不仅可以提高检修效率,而且还能减少更换密封组件的成本。其四是主泵轴系,主要包括三部分,分别是上泵轴、下泵轴以及中间轴,相邻轴段之间使用销钉进行定位。轴承的推力盘由对称双键连接固定到上泵轴,油叶轮安装在推力盘下端,随着崩坏走的旋转,为装配体供油。另外,上泵轴的顶端还安装有鼓形齿,由联轴器和电机轴产生挠性连接,可以用以传递扭矩力。其五是轴承组件,主要包括三大构件:分别是上导轴承、下导轴承以及双向推力轴承,主要负责传递主泵运行受力负荷。其六是辅助系统,比如冷却水系统、水供应系统、润滑油系统以及密封泄露系统等。
2 主泵的装配技术要点分析
主线装配逻辑顺序如图1 所示。
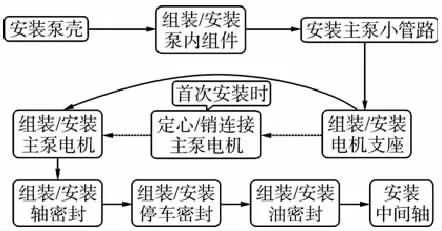
图1 主泵装配流程图
在装配过程中主要需注意以下几方面事项:第一,主泵在装配过程中要进行必要的安装记录检查,严格控制装配间隙值;第二,与冷却剂介质接触的螺栓均应设计为内六角螺栓,并装入特制的Ω 型锁紧垫片锁紧,必要时需在螺纹表面涂抹乐泰胶,按力矩把紧,防止松动;第三,主泵安装说明书中规定了螺栓均有装配力矩要求,应按给定的力矩进行装配;第四,主泵零部件件多采用圆柱销和平键定位,销和键经过实配与配装部件一一对应进行标记,不能随意串用,以保证主泵的装拆重复性;第五,装配环境要求封闭隔离,装配期间只允许穿着干净套鞋的工作人员进入装配区,部件在装配前要用无纺布沾工业酒精或丙酮擦拭干净。
3 主泵的装配管理
3.1 主泵装配质量问题案例分析
主泵装配问题案例分析,以及针对两组主泵装配进度的总结统计,汇总出单台主泵装配在制造厂内和现场安装的对比情况,分别如表1 和表2 所示。
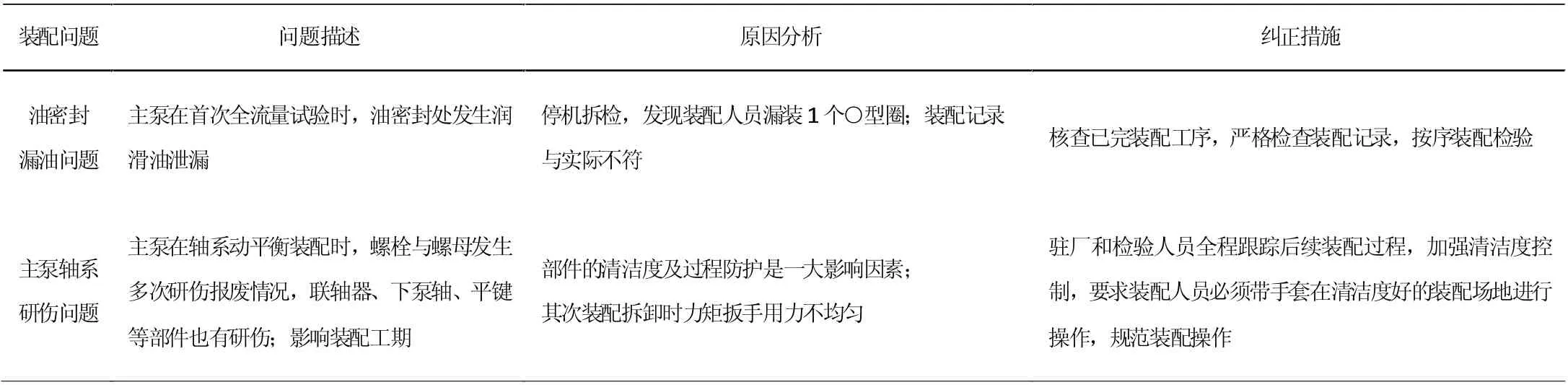
表1 主泵装配问题案例分析

表2 主泵装配时间统计
从两表可以分别看出影响装配质量、进度的原因以及装配时间特征。其中就装配时间来看,厂内装配比现场装配用时长:主要是由于厂内组装工作量较多,需要进行配钻铰、管路配焊、首次对中调整等工作。其中3 号机组A 主泵在厂内装配所用时间最长,是因为3 号A 主泵是国产化主泵首次装配,装配工艺需要摸索,缺乏装配及质量控制经验,产生了大量不符合项(NRC)返工情况。从3 号机组到4 号机组的单台主泵装配工期用时整体呈缩短趋势,但有两个特例:4 号A 主泵在现场装配用时较长是因为出现了电机轴研伤和推力头损伤2 项NCR 返工,耽误了装配进度工期;4 号B 主泵在厂内装配时用时较长主要原因是装配中出现了因密封体和泵盖同钻铰孔错误NCR 引起的返工。现场装配用时较短,4 号B 主泵在现场的装配用时最短,比3 号A 主泵的装配工期缩短了近3/4 时间。
3.2 主泵现场装配管理方式改进
根据案例分析,针对主泵现场装配管理方式方面,仍然可以采取以下几方面措施进一步加以改进提升:第一,要加强装配计划管理,比如建立现场装配施工时工作群,对每日工作进度进行监督,并滚动计划节点编排;第二,要合理安排组织分工,一方面要细化分组安排,保证所有人员同步有序作业,同时明确责任主体,另一方面要是安排专门的监理人员进行全周期作业跟踪管理,对各环节装配结果进行现场确认,确保各项工作执行落实的可靠性;第三,现场还应配备专业的技术人员与设计人员,一旦装配过程中出现任何异常情况,可以在第一时间寻求支持与帮助,避免耽误装配进度;第四,项目还应做好后勤保障工作,尤其是要协调好各单位人力资源以及物质资源,以便进行有效的资源调用;第五,还要安排专人对装配过程中所需要的以及产生的文件资料以及工具设备等,进行专项管理,以增强装配管理的可追溯性;第六,要做好装配前准泵工作,比如场地选择、操作程序培训以及装配施工前各类工具的清洁、测试存放等;第七,最后还要建立相应的应急处理渠道,尤其是针对存在异地装配作业需求的工程,要通过建立应急处理渠道实现高效率的备用物资应急传送,还有异地工作单位之间的信息沟通交流,以提高现场装配服务的处理速度。
4 结论
经过以上分析阐述不难发现,压水堆核电站主泵的装配是一件对技术要求非常严格的事项,而且装配工艺细节要求比较高,从装配方案设计、装配施工到验收各个环节,都需要专业的技术人员进行全生命周期综合把控,做好质量管理,这样才能为主泵装配建立起一道坚实可靠的技术管理保障。相关行业工作人员应当对此形成全面而正确的认识,充分了解装配技术工艺的要点以及影响装配结果的因素,从而有针对性的采取措施加以优化改进装配模式。
猜你喜欢
水泵技术(2022年4期)2022-10-24
防爆电机(2022年3期)2022-06-17
大电机技术(2022年2期)2022-06-05
中国新技术新产品(2022年2期)2022-04-08
能源工程(2021年6期)2022-01-06
建材发展导向(2021年20期)2021-11-20
防爆电机(2021年2期)2021-06-09
水泥工程(2020年4期)2020-12-18
商品与质量(2020年52期)2020-12-18
动漫界·幼教365(大班)(2019年10期)2019-10-28