基于RFID 的智能制造技术在烟草生产中的应用
2021-06-25 06:44王国良毕思强任勉磊
科学技术创新 2021年15期
郭 亮 王国良 毕思强 刘 恒 任勉磊
(山东中烟工业有限责任公司青州卷烟厂,山东 青州262500)
RFID 智能制造全称为射频识别技术,隶属于自动化识别领域,可通过无线射频传输的方式,构建相关元件设备之间的非接触双向数据通信关系[1-2]。烟草薄片也叫匀质烟叶或再造烟叶,是将所有废弃烟梗、烟灰及低档次烟再加工成新型烟草产品的处理方法,通常情况下,新加工生成烟草产品的性状与原有天然烟叶极为类似,可直接用作卷烟填充料。因此,本文研究基于RFID 的智能制造技术在烟草生产中的应用。
1 烟梗不同磨浆方式的比较
磨浆环节是影响烟草薄片物化性能的关键工艺步骤,在烟草生产领域流行一句俗语“三分制烟、七分打浆”。当烟草薄片原材料经过多次萃取与分离处理后,所有不溶性物质都将被制备成浆体原料,所谓打浆就是利用机械化方法,对烟草薄片中的纤维物质进行处理,并最终使其呈现适度切断、疏解或分丝帚化的存在状态。更重要的是,在整个打磨过程中,烟梗纤维能够充分吸收烟草浆体中的水分,并呈现相对饱满的润胀状态。
1.1 实验原料与设备
由于烟梗只能溶解于高浓磨浆环境中,因此大多数磨浆设备中烟草浆料的浓度水平都必须达到15%以上,而对于干度性相对较高的烟梗原料来说,则应采取干湿分离的挤浆机设备,以使其生成工艺流程逐渐趋于复杂化[3]。
烟草磨浆制备实验以轻质碳酸钙、阔叶木漂白硫酸盐浆、针叶木漂白硫酸盐浆、烟末、烟梗等物质作为原料,且随着生产任务的不断加重,需要在制造烟草的同时,在磨浆中加入膨润土、壳聚糖等物质。使用参与仪器应以厚度仪、抗张强度测定仪、弯曲挺度仪等元件为主,且对于不同的磨浆元件应采取不同的约束度参量值。(表1)
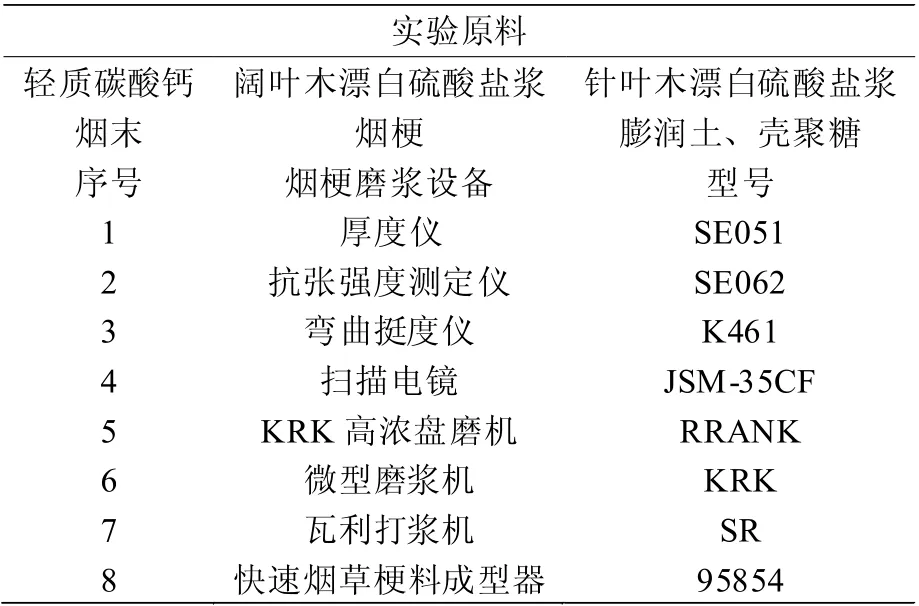
表1 烟梗磨浆实验的原料与设备
1.2 实验方法
1.2.1 烟梗浆的制备
步骤一:首先将烟梗原料在恒温水浴锅内进行加热处理,在处理过程中,确保水浴温度始终保持为55℃;
步骤二:取完全干燥后的烟梗原料4kg,将其按照液相比率1:4 配制成磨浆溶液,再次升温至65℃,保持抽提时间为45min;
步骤三:对处理后的烟梗溶液进行固液分离处理,然后对其中的固体成分分别进行高浓度与低浓度的磨浆处理;
步骤四:取抽提后的烟梗溶液进行三段式磨浆处理,分别将浓度水平控制为20%、20%、18%。
1.2.2 烟末制浆
步骤一:将烟末与碎烟同时装入Wiley 粉碎机;
步骤二:开启粉碎机,对混合烟草材料进行粉碎处理;
步骤三:利用筛分标准处于60-120 目之间的圆形筛网,收集混合材料中的烟末原料;
步骤四:利用水萃取法对烟末材料进行预处理,在处理过程中控制温度为45℃、液比率为1:3.5;
步骤五:在一定抽提时间后,对混合烟草溶液进行固液分离处理;
步骤六:平衡烟末浆的固相水成分,将其直接应用于烟草基片的制造。
1.2.3 烟草基片抄造
步骤一:按照32.5:32.5:20:15 的比例配制烟梗浆、烟末浆、木浆与PCC 填料的混合浆体溶液,其中木浆原料在混合前必须经过漂白硫酸盐浆的处理;
步骤二:在液氮低温条件下对干燥后的烟草基片进行切样处理,利用碳导电双面胶带固定处理后的烟草基片,并将其放置于离子溅射仪之上进行观察与取样。
1.3 结果与讨论
作为烟草薄片的主要组成成分,烟梗及烟末的显微镜分析结果如图1 所示。分析图1 可知,烟梗浆的纤维相对短且粗,整体呈现非纤维状排列形式,在细小组分及烟草表皮细胞中,烟梗浆纤维的含量相对较高。烟末是烟草制造过程中的下脚料,其主体成分包含大量的水溶性糖与还原糖,在制备浆体中主要由细小组分、表皮细胞、碎烟末三类物质组成,与木浆原料相比,烟末浆料中几乎不存在完整的纤维状物质。在烟草薄片的抄造过程中,烟末原料的存在会阻碍烟草形成时纤维物质之间的结合,并对其强度水平造成一定强度的负面影响。当烟末与烟碎经过长时间的磨浆处理后,烟草原料中的致香性物质大量流失,并不能较好保持烟草原料的天然香味,因此这种磨浆处理工艺对烟草吸味并不十分有效。
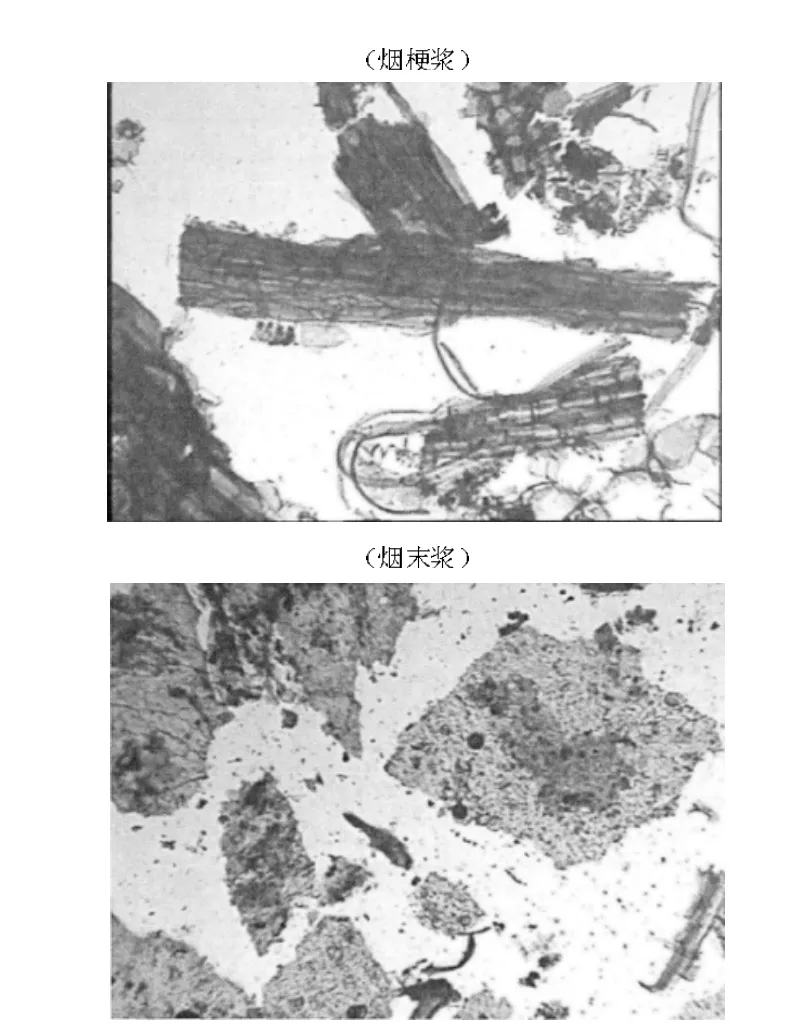
图1 烟草制造材料的显微镜图片(×40 倍)
表2 为不同烟梗制浆方式对烟草基片物理性能的影响。

表2 烟梗制浆方式对烟草基片物理性能的影响
分析表2 可知,与高浓度烟梗磨浆相比,烟梗原料在低浓度磨浆条件下的松厚度问题得到有效改善,弯曲挺度数值与初始情况相比下降了21.9%,柔软性水平也得到了显著提升。与此同时,烟梗原料的抗张强度出现了一定程度的降低,但此条件依旧能够较好满足智能制造对于烟草基片强度的生产需求,因此依然能够维持正常的生产与加工。
2 基于RFID 的烟草木浆添加量研究
在烟草生产过程中,添加适量的助剂类物质,通常情况下以各类植物纤维为主,基于此引入RFID 制造技术,在智能化理论的支持下,针对烟草木浆的实际添加量展开研究。
2.1 实验原料与设备
在RFID 智能制造技术支持下,烟草生产实验需要电子标签、阅读器、中间件、应用系统等多个结构的共同配合。其中,电子标签包含一个大小约为2 平方毫米的微小芯片和一个天线结构体,可在半导体芯片的作用下,识别附着于烟草表面浆体材料的电子编码,一般情况下,由无源、有源两种标签形式共同组成,前者采用单向信号发出方式,后者则采取双向信号发出方式,从使用期限的角度来看,有源标签的使用时长明显少于无源标签。阅读器的作用是读取与识别烟草产品标签中的浆体信息,并借助RFID 通道将这些信息传输至中间件结构体之中。中间件负责对RFID 阅读器中传输而来的烟草浆体信息进行收集、监督、备份与管理,同时也提供烟梗与烟末数据信息的过滤、转换与分组机制。总的来说,就是由于RFID 中间件的存在,烟草智能制造技术的实施才能得到有效保障。应用系统具有特定的烟草薄片处理能力,主要负责对烟梗与烟末浆体信息进行处理与计算,从而使得RFID 智能制造需求得到较好满足。设P0代表烟草薄片制备浆体的原始浓度值,P1代表烟草薄片制备浆体的实际浓度值,联立上述物理量,可将基于RFID 的烟草智能制造技术实施理念定义为:

其中,ω 代表RFID 电子标签中的烟草浆体信息处理系数,y^代表RFID 电子标签定义项,X 代表基于RFID 烟草薄片制备条件,I 代表单位时间内的烟草浆体制备量均值。
2.2 实验方法
2.2.1 细小烟草纤维的制备
步骤一:通常情况下,烟梗木浆纤维中能够直接通过直径为56μm 圆孔的纤维被称为细小烟草纤维,利用光学显微镜及扫描电镜,对细小烟草纤维的物理形态进行观察与分析;
步骤二:利用瓦利打浆机对分离出的烟草细小纤维进行强烈磨解处理,通过控制打浆时间的方式,得到多种不同长度值级别的烟草纤维样品,根据过往实践可知,平均长度为0.350mm、0.357mm、0.450mm、0.531mm、0.622mm、0.812mm 的烟草纤维样品具有最好的制造效果。
2.2.2 滤水型烟草浆料制备
步骤一:利用20℃的自来水,将浓度为0.5%的烟草薄片配制成悬浮液;
步骤二:向其中加入一定比例的细小烟草纤维;
步骤三:取100ml 混合溶液,并将其滴入DDA 滤水罐中,以800r/min 的速度搅拌110s;
步骤四:搅拌停止后,在260mPa 的真空环境下,对混合溶液进行多次抽吸与滤水处理。
2.3 结果与讨论
表3 为细小烟草纤维的性能表现情况。
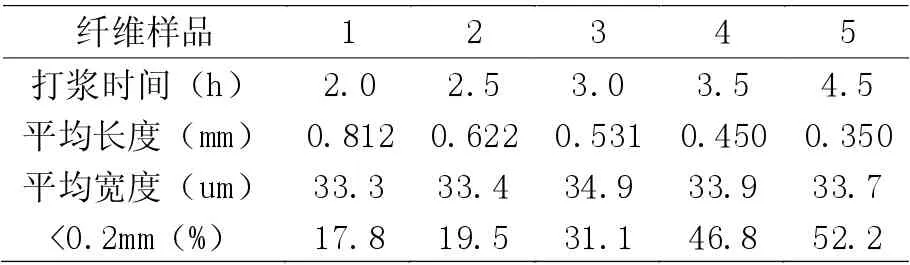
表3 细小烟草纤维性能分析表
分析表3 可知,随着烟草浆体打浆时间的延长,细小烟草纤维的平均长度水平也在逐渐减小,但其中长度值低于0.2mm 的烟草纤维含量却在逐渐升高。当烟草纤维的平均长度值达到一定数值水平后,其长度值将无限接近打浆机元件的实际磨浆间隙,在此情况下,继续延长烟草浆体的打浆时间,细小纤维的平均宽度数值也将不再出现明显变化。
3 结论
在RFID 智能制造技术的支持下,烟草生产过程中浆料均匀性差、致香物质流失的问题得到有效解决,且随着烟梗纤维的不断细化,烟草基片的打磨水平也得到较好控制,能够减少烟草有害成分的同时,对卷烟产品的物理性能进行适当调整。
猜你喜欢
科技与创新(2022年17期)2022-08-30
城市建设理论研究(电子版)(2022年5期)2022-06-08
疯狂英语·初中版(2022年3期)2022-03-31
科普童话·学霸日记(2021年4期)2021-09-05
昆钢科技(2020年5期)2021-01-04
飞天(2020年8期)2020-08-14
学生天地·小学低年级版(2017年10期)2017-12-11
中国诗歌(2017年12期)2017-11-15
阅读与作文(小学低年级版)(2017年10期)2017-10-27
中国诗歌(2015年6期)2015-11-15