
MBR一体化装置在城市应急污水处理工程中的应用与改进
2021-07-07 08:28叶子临李荣春刘厚涛
四川环境 2021年3期
叶子临,李荣春,向 玲,刘厚涛,廖 婧
(1.东北农业大学,哈尔滨 150000;2.四川锦美环保股份有限公司,成都 610041)
引 言
随着城市社会化进程加快,城镇人口快速增加,生活污水排放量加剧,污水处理需求扩大,亟需开发高效、低耗的新型污水处理工艺。MBR一体化工艺采用了生物处理技术和膜分离技术相结合的方式[1],与传统污水处理工艺相比,具备泥水分离效率高、出水水质稳定、占地面积少、剩余污泥少、操作管理方便等优点[2],在多种场地和领域得到广泛应用。
某市生活污水排放量较大,进水水质复杂,在可施工面积小、没有充足时间做污水水质调查的情况下,综合考虑可行性与抗负荷性两方面因素,采用了活性污泥+MBR一体化应急污水处理设施来实现临时达标排放。该设施由38套一体化污水处理装置组成,设计处理总规模为19 000t/d,整套设备从建成到投产时间不超过两个月。本文通过对该38套一体化装置的处理效果监测、不达标原因分析,在因地制宜的情况下采用增加气浮、投加药剂、好氧池改造等措施加以改进,以其前后的出水水质对比,分析改进方法的合理性,为污水厂MBR系统应急处理达标提供解决思路和运维参考。
1 材料与方法
1.1 材料
该污水处理厂污水处理设施由38套MBR一体化污水处理装置组成,单套MBR一体化污水处理装置的处理量为500t/d,污水处理设施总处理规模为19 000t/d。
MBR一体化污水处理装置由厌氧池、好氧池、膜池组成,膜池内设有连续的膜组件,膜组件底部设穿孔曝气管,同时在厌氧池,好氧池,膜池底部设置排泥管,顶部设溢流管。膜池污泥混合液经回流泵回流至厌氧池( R = 200%)[3]。主要设计参数为:厌氧区尺寸:2.00 m×3.00 m×2.90m(长×宽×高),好氧区尺寸:11.00 m×3.00 m×2.90m(长×宽×高),MBR膜池设计尺寸为:3.50 m×3.00 m×2.90m(长×宽×高),总停留时间7.76h,有效水深2.60m,好氧段+MBR段的停留时间合计为6.05h,厌氧区停留时间0.82 h,好氧区停留时间4.61h,膜池停留时间1.44h,污泥浓度6~8g/L。
1.2 工艺流程
该污水处理厂污水处理设施主体工艺为活性污泥+MBR膜法,工艺流程如图1所示。污水流入集水井后,经泵提升至预处理段截留体积较大的悬浮物、颗粒物等。预处理后的污水流入调节池调节水质和水量,再由泵将调节池内的污水提升至MBR一体化设备。污水以溢流方式依次流经厌氧池、好氧池、MBR膜池。PAC药剂在MBR膜池前段投加,可在生化处理单元同时实现有机污染物降解、氨氮硝化及总磷去除,且处理出水达标排放至河道。膜池内产生的污泥进入污泥池,污泥池中的污泥在板框压滤机中脱水。脱水后的污泥打包外运,而污泥滤液进入泵站[4]。
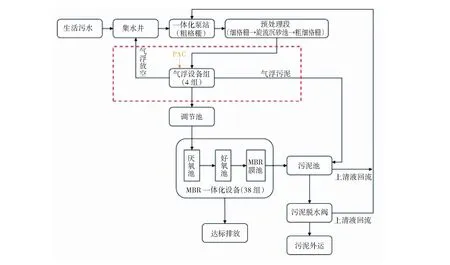
注:虚线框内工艺部分为优化后添加。图1 MBR一体化污水处理工艺Fig.1 MBR integrated equipment wastewater treatment system process
2 结果与分析
2.1 运行效果分析
采用改进后的MBR一体化污水处理工艺作为某厂污水应急处理工艺,根据该厂2020年1月至2020年8月,COD、氨氮、总磷(TP)、总氮(TN)4个水质指标监测结果,分析该工艺改进后的运行效果。图中红线为工艺改进前后运行时间分界线。
2.1.1 COD指标分析
由图2和图3分析,改进前,在进水水质复杂、COD浓度波动较大的情况下,出水的COD平均浓度为9.91mg/L,去除率为95.69%;改进后,出水的COD平均浓度为12.55mg/L,平均去除率为95.95%,均达到出水排放标准。同时工艺改进后,MBR膜的在线清洗次数减少,MBR设备抗冲击能力增强,整体工艺及出水水质稳定,COD去除效果好。
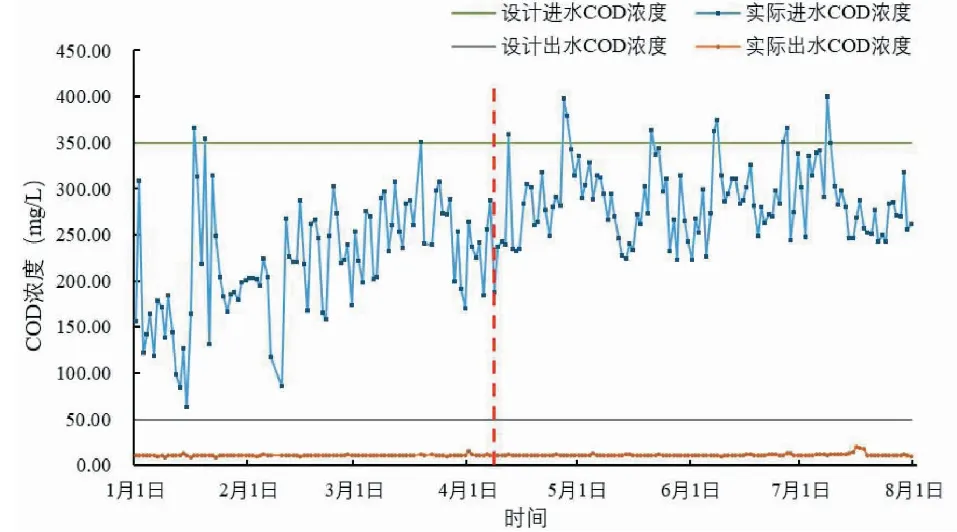
图2 COD浓度变化Fig.2 Change of COD concentration
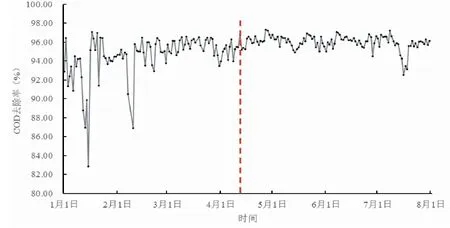
图3 COD去除率变化Fig.3 Change of COD removal rate
2.1.2 氨氮指标分析
由图4和图5分析,改进前后,该厂进水水质的氨氮浓度均超过设计值。受复杂水质影响,设备一直处于超负荷运行状态。改进前,出水的氨氮平均浓度为1.90mg/L,平均去除率为94.94%;改进后,出水的氨氮平均浓度为1.44mg/L,平均去除率为96.24%,均达到出水排放标准。通过对比,改进措施不会对MBR一体化设备和氨氮的去除效果造成影响,且去除效率略有提升。
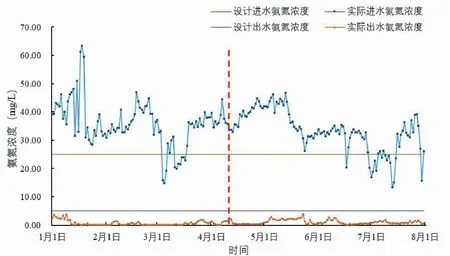
图4 氨氮浓度变化Fig.4 Change of ammonia nitrogen concentration
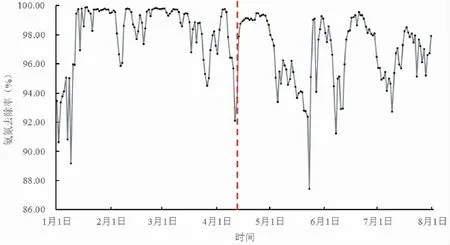
图5 氨氮去除率变化Fig.5 Change of ammonia nitrogen removal rate
2.1.3 TP指标分析
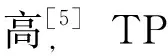
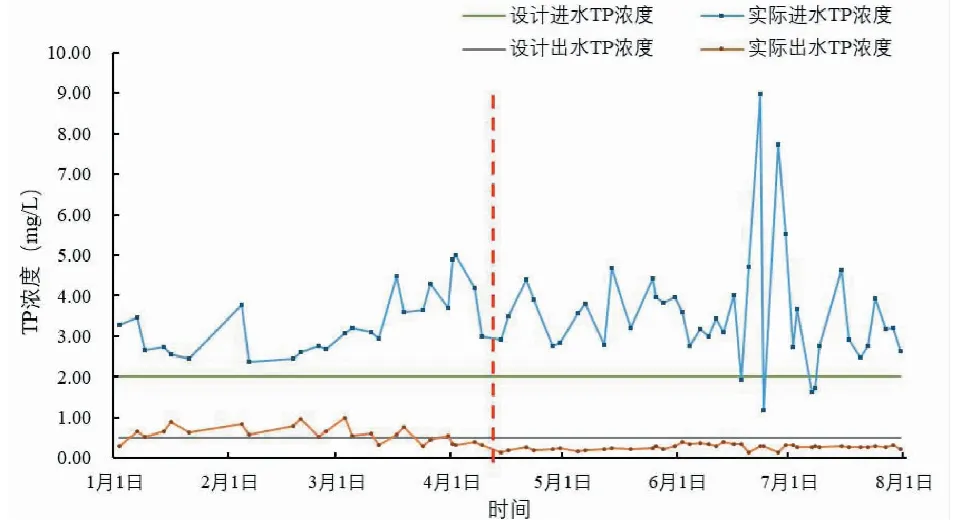
图6 总磷浓度变化Fig.6 Change of total phosphorus concentration
图7 总磷去除率变化Fig.7 Change of total phosphorus removal rate
2.1.4 TN指标分析
由图8和图9分析,该厂进水水质的TN浓度多次超出设计值,且波动较大。改进前,出水的TN平均浓度为17.28mg/L,平均去除率仅有58.29%,TN浓度多次超标。改进后,出水的TN平均浓度11.24mg/L,平均去除率为74.07%,TN浓度均达到出水排放标准。结果表明,改进措施能显著提升TN的去除效果。
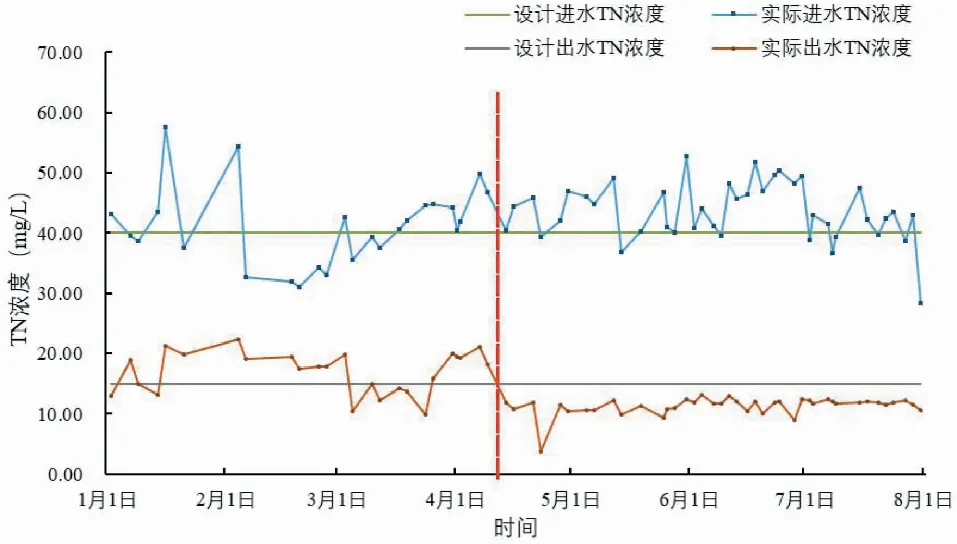
图8 总氮浓度变化Fig.8 Change of total nitrogen concentration
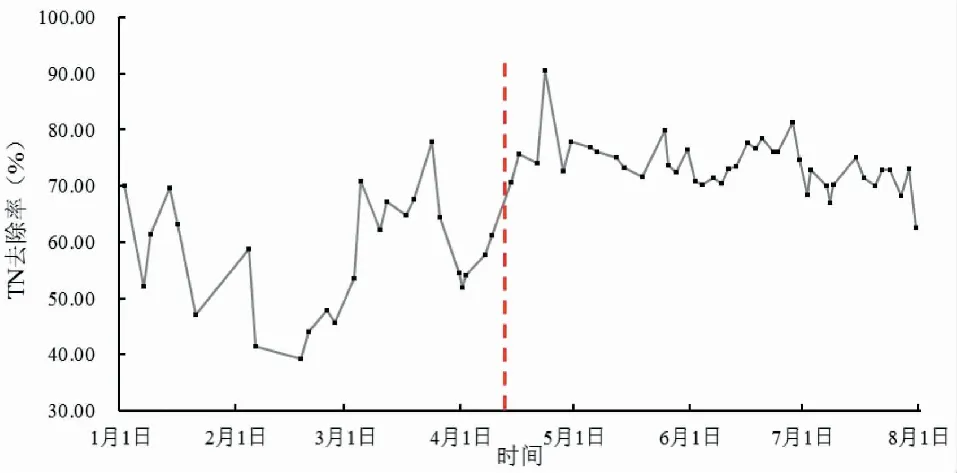
图9 总氮去除率变化Fig.9 Change of total nitrogen removal rate
2.2 运行成本分析
该厂实际处理水量波动较大,为4 300t/d~15 800t/d,日平均处理水量为12 400t。污水处理装置的耗电单元为风机、提升泵、产水泵、加药泵、回流泵,每吨水的平均能耗值为1kWh,稳定运行后,乙酸钠的平均投加量为1 500kg/d,PAC的平均投加量为1 000kg/d ,每吨水的日运行成本计算如下:
运行成本=每吨水平均能耗×用电成本+
∑剂投加量×药剂单价/日平均处理水量
式中:用电成本按0.69元/kWh计算,药剂乙酸钠单价按4 100元/t计算,药剂PAC单价按2 750元/t计算。
计算结果表明,每吨水处理成本中,能耗成本为0.69元,药剂成本为0.72元,该厂每吨水每日的运行成本为1.41元。
3 结 论
3.1 改进后的MBR一体装置对城市应急污水处理工程中COD、氨氮、TP、TN的去除效果较好,其出水平均值分别达到12.55mg/L、1.44mg/L、0.25mg/L、11.24mg/L(均优于《城镇污水处理厂污染物排放标准》(GB18918-2002)一级A标),平均去除率分别为95.95%、96.24%、92.67%、74.07%,出水水质达标率为100%。
3.2 该装置日处理水量约12 400t,改进前,乙酸钠投加量为500kg/d,PAC投加量为1 200kg/d,每吨水日运行成本为1.12元;改进后,由于出水水质浓度及处理指标的增加,乙酸钠投加量为1 500kg/d,PAC投加量1 000kg/d,每吨水日运行成本为1.41元,增加0.29元。但改进后的工艺,对悬浮物的去除率达80%以上,并减少了MBR膜的负荷及在线清洗次数,降低了清洗成本,同时还提升了整个工艺及出水水质的稳定性,表现出较好的经济性。
3.3 该项目改进建议可为生活污水的应急处理及MBR工艺的运行维护提供可行性参考,具有借鉴和指导意义。
猜你喜欢
化工管理(2022年14期)2022-12-02
工业安全与环保(2022年10期)2022-10-28
中国资源综合利用(2022年9期)2022-10-13
现代矿业(2022年3期)2022-04-09
煤化工(2021年5期)2021-11-24
哈尔滨工业大学学报(2020年6期)2020-06-11
浙江大学学报(理学版)(2020年1期)2020-03-12
天津科技(2019年9期)2019-09-28
制造技术与机床(2019年9期)2019-09-10
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
