
芬顿高级氧化技术深度处理青霉素制药废水的工程案例探讨
2021-07-07 08:28卢毅明徐祖武
四川环境 2021年3期
卢毅明,李 坤,徐祖武
(上海中耀环保实业有限公司,上海 200092)
前 言
青霉素生物制药行业是指利用微生物将原料进行发酵,并经过过滤、提炼等工艺制成药品的行业。其废水具有水量变化大、高COD、高氨氮、色度高、成分复杂等特点[1-2],尤其是青霉素是一类内肽胺类抗生素,对生物具有毒性,对微生物代谢的具有很强的抑制作用,处理好该类废水并合格排放,对行业、地区的环境保护、实现经济可持续性发展具有重要的意义。
1 工程概况
某生物制药公司主要从事青霉素、阿莫西林等的抗生素类医药中间体的研制与生产,废水主要来自菌丝发酵车间和提取车间的生产废水、地面冲洗废水、生活废水等。菌丝发酵车间主要污染物为发酵工艺中产生的残余物、菌丝体、油脂、蛋白质以及一些有机酸、硫酸根等,成分较为复杂。
原废水处理站设计规模为2 040m3/d,主体采用卡鲁塞尔氧化沟工艺,设计出水水质须达到《污水综合排放标准》(GB8978-1996)三级标准。废水处理站运行过程中发现,硫酸根(6 000mg/L以上)与青霉素等物质对微生物代谢有较强的抑制作用,且难生物氧化的成分居多,卡鲁塞尔氧化沟的HRT尽管达到15天,除了出水氨氮、SS、色度等指标能够达到排放标准,COD持续超过排放标准(500mg/L)。故需要对该废水处理站进行升级改造。
本文介绍了改造工程的设计和运行效果,以期为同类废水的达标处理提供借鉴。
2 改造工程方案
2.1 进出水水质
根据要求,废水处理站设计出水水质须达到《污水综合排放标准》(GB8978-1996)三级标准与下游废水站要求,具体如表1所示。
2.2 改造前工艺存在的问题
该废水处理站升级改造前工艺流程图为:生产废水→高浓度调节池→混凝沉淀池→低浓度水调节池→配水井→卡鲁塞尔氧化沟→沉淀池→混凝气浮→出水。
现有设施的进水氨氮平均值为1 411 mg/L,进水SS平均值为1 389 mg/L,经处理后的出水氨氮平均值为98.2 mg/L,出水SS平均为204 mg/L,能够达到三级排放标准。
根据图1所示,改造前废水处理站进水COD波动较大,最低为6 714mg/L,最高为27 821mg/L,平均达到12 909mg/L,如此大的波动易对氧化沟工艺段造成巨大冲击。从图2也可明显看出,出水COD值均超过排放指标,出水平均COD值为937.5mg/L,需要升级工艺以去除剩余有机物。
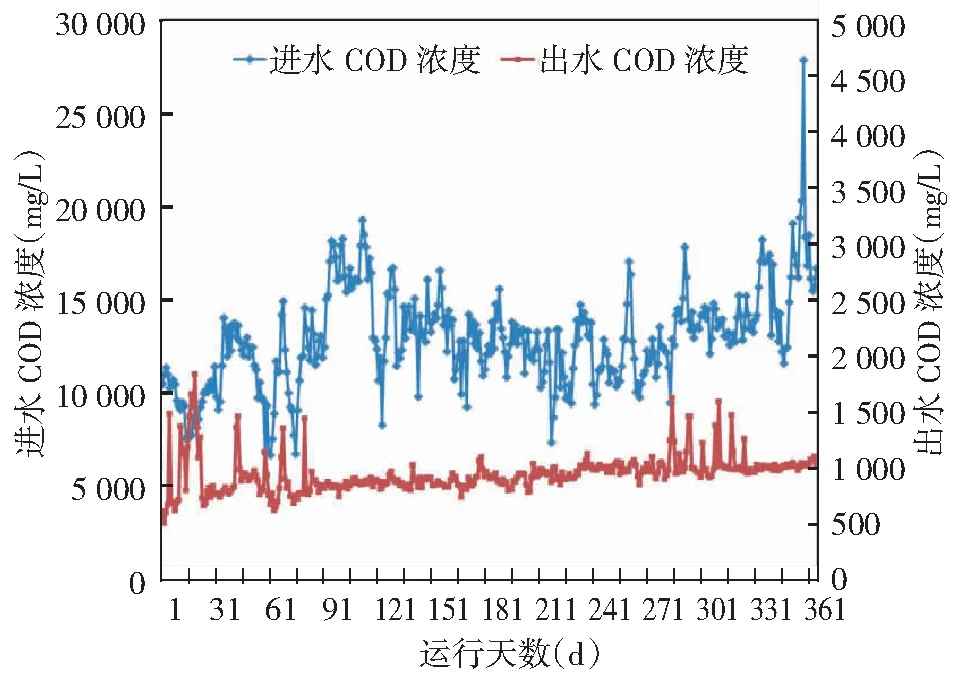
图1 现有废水站的运行效果Fig.1 Operation effect of existing wastewater treatment plant

图2 中试试验结果Fig.2 The results of pilot Test
2.3 工艺路线选择
由于该废水站的卡鲁塞尔氧化沟的水力停留时间(HRT)长达15d,其出水BOD已经较低,且过高的硫酸根与青霉素对微生物的代谢具有抑制作用,再采用生化法效果有限[1-2]。此外,由于废水中硫酸根含量达到6 000mg/L左右,硫酸盐还原菌会与其他厌氧细菌形成基质竞争作用,且硫酸盐的还原产物硫化氢对其它厌氧细菌会直接产生毒害作用,故本项目不建议在现有氧化沟前增加水解酸化或厌氧处理单元,而是在二沉池出水环节增加高级氧化单元作为升级改造的工艺路线。目前主流的高级氧化主要为芬顿高级氧化[3]、臭氧催化氧化[4]、光催化氧化[5]、电催化氧化等技术,考虑到该项目中需要去除COD超过500mg/L,通过对各种高级氧化技术的分析与比较,由于臭氧催化氧化技术正常去除的COD值为50mg/L左右,电催化氧化技术在高含盐量的废水中易在电极板上结晶,进而影响处理效果,而光催化氧化工程应用性尚待验证,故针对本项目,芬顿高级氧化技术具有一定优越性。
2.4 芬顿氧化小试与中试试验
根据上述高级氧化技术的选择,采用芬顿高级氧化对现有氧化沟出水进行小试[6],验证芬顿技术的可行性。小试试验在试验室进行,有初步定性效果后在现场进行中试试验,以摸索实际工艺运行参数。
考虑到目前卡鲁塞尔氧化沟出水平均值为937.47mg/L,选取出水水质较差的情况作为小试试验的初始条件。小试试验条件为:进水COD为1158.6mg/L,反应的初始pH控制3.0,反应时间4h,共进行了3次批次试验,出水COD浓度均稳定低于500mg/L。具体见表2。
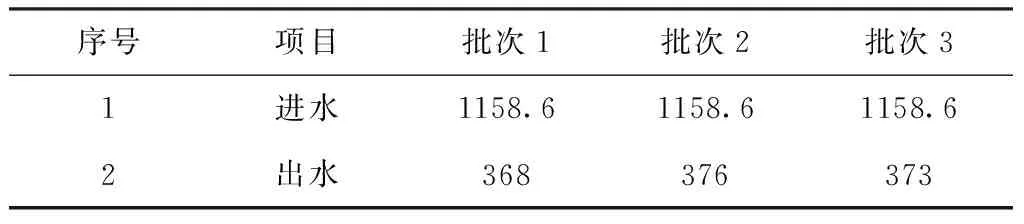
表2 芬顿深度处理批次试验结果Tab.2 The results of bench test of Fenton treatment (mg/L)
根据小试结果,在废水站现场进行了芬顿高级氧化的中试试验,处理卡鲁塞尔氧化沟出水,中试连续流装置水量为0.5m3/h,工艺路线为“pH调节-芬顿反应-pH回调-沉淀”。中试芬顿深度处理装置连续运行了30余天,反应pH值控制为3.0,双氧水投加浓度为2 500mg/L、硫酸亚铁投加浓度为2 400mg/L左右,出水pH回调至7.0,沉淀后测定上清液的COD。根据连续流试验结果,装置的进水COD浓度平均为1 255mg/L,出水COD浓度平均为260mg/L,平均去除率达到了79.3%,完全满足三级排放标准。
2.5 生产装置改造的技术路线
整个工艺段缺少事故水接纳体系,所有的水质波动均进入了调节池,易将来水的波动与冲击直接引入下游工艺段,故需要增设事故池。
根据小试与中试的试验结果,本项目升级改造工程即选用芬顿高级氧化技术进一步去除废水中的剩余COD,改造后的工艺流程图如图3中阴影部分所示。
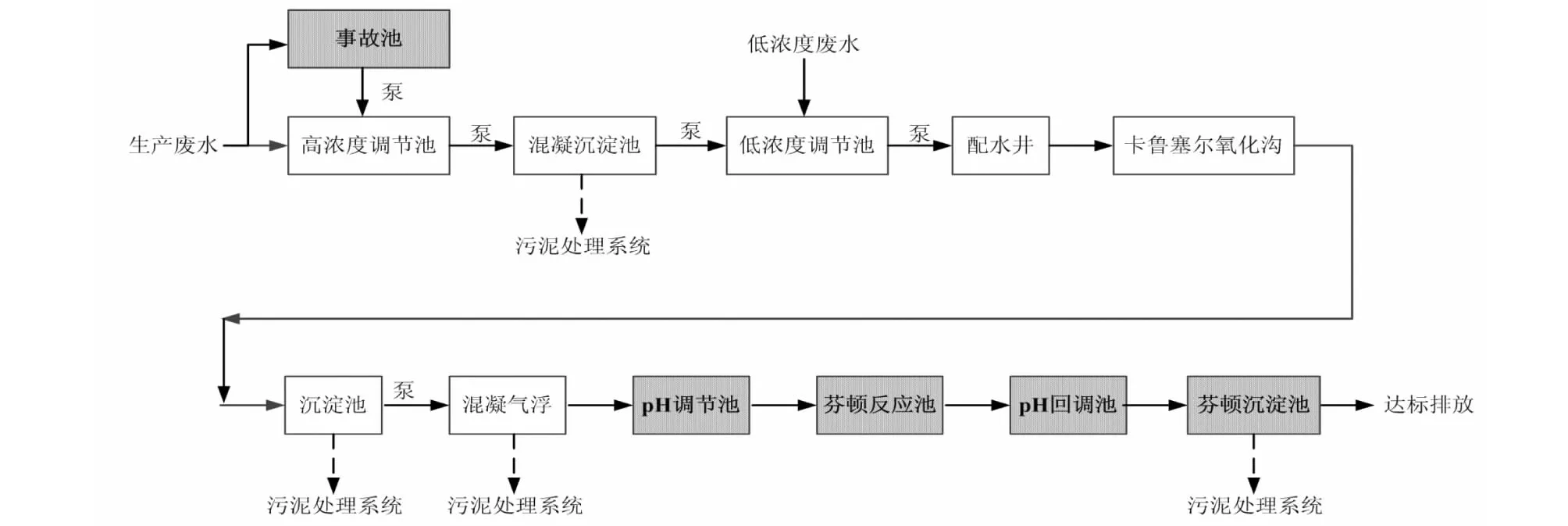
图3 技改工艺流程图Fig.3 Process flow chart of technological upgrading
从图3可以看出,改造工程新建的构(建)筑物包括事故池、pH调节池、芬顿反应池、pH回调池、芬顿沉淀池和综合加药间(利旧改造)。
当废水水质出现波动时,进入事故池,再小流量缓慢进入高浓度调节池,废水依次经过原工艺的混凝沉淀、低浓度调节池、卡鲁塞尔氧化沟、沉淀池与混凝气浮池。混凝气浮池出水进入新增深度处理的pH调节池,通过投加硫酸将废水pH值控制在3.0左右,进入芬顿反应池。在芬顿反应池中加入双氧水与硫酸亚铁,形成羟基自由基氧化去除废水中的COD,出水经过pH回调与固液分离,最终达标排放。
3 深度处理的主要构筑物及参数
3.1 事故池
新增废水事故池1座,钢混结构,池容为2 000m3,尺寸为26.2×12.7×6m,停留时间为24h。内设2台固液均质混合器和2台事故池提升泵。提升泵1用1备,单台水泵流量为45m3/h,扬程为15 m,功率为3.7 kW。
3.2 pH调节池
在pH调节池内投加硫酸将pH控制在3.0左右。pH调节池1座,钢制,池容为67.5m3,停留时间为0.8h。池内设1台双曲面搅拌机,转速为48 r/min,功率为0.75kw。
3.3 芬顿反应池
芬顿反应池1座,钢制,池容为675m3,尺寸为15.0×10.0×4.5m,停留时间为8h。在芬顿反应池前端投加双氧水与硫酸亚铁,设计投加浓度分别为2 500 mg/L与2 400mg/L。内设6台双曲面搅拌机和1台内回流泵。双曲面搅拌机的叶轮直径为1 000mm,转速为48 r/min,功率为1.5kw;内回流泵的流量为100m3/h,功率为7.5 kW。
3.4 pH回调池
pH回调池,1座,钢制,池容为67.5m3,停留时间为0.8h。内设1台双曲面搅拌机,叶轮直径为1 000mm,功率为5.0kw。在pH回调池内,通过pH计与氢氧化钠投加泵联锁控制,当pH低于7.0时,氢氧化钠计量泵自动投加,pH高于7.5时,氢氧化钠计量泵停止加药,废水pH值控制在7.5左右。
3.5 芬顿沉淀池
在芬顿沉淀池内,通过投加PAC和PAM,将芬顿反应生成的氢氧化铁与氢氧化亚铁进行沉淀分离。设计芬顿沉淀池1座,钢制,表面负荷为0.5m3/m2·h,直径为15m,池深4.5m。配套污泥回流泵2台,中心浓缩机(含中心导流筒)1台,快速反应搅拌机1台,慢速反应搅拌机1台。
3.6 综合加药间
利旧原有综合加药间,平面尺寸为10m×5m,高6.5m。内设硫酸加药系统1套、双氧水加药系统1套、硫酸亚铁加药系统1套、PAM加药系统1套、PAC加药系统1套,集水池排水泵1台。
4 工程改造后的运行效果
芬顿深度处理设施建成投产后稳定运行一年,芬顿深度处理的H2O2和硫酸亚铁的投加浓度范围分别是2 000~2 500 mg/L、 1 900~2 400mg/L,PAM和PAC投加浓度范围分别为30~50 mg/L、1~5mg/L,废水处理站的总进水、二沉池混凝气浮出水和总出水的运行数据详见表3。

表3 实际进出水平均水质Tab.3 Actual water quality of influent and effluent (mg/L)
由图4可见,尽管废水站的进水浓度波动很大,进入深度处理设施的COD范围是1 008~1 414mg/L,平均进水COD浓度为1 255mg/L。废水站的总出水COD始终低于500mg/L,最大值466mg/L,最小值为178mg/L,平均为336 mg/L,平均去除率为73.23%。其它出水指标,如氨氮、SS均符合排放指标,出水水质稳定达到《污水综合排放标准》(GB8978-1996)三级标准,实现安全合格排放,为企业的高质量发展提供了保障。

图4 废水处理站改造后的运行效果Fig.4 Operation effect after upgrading of wastewater treatment plant
5 工程的技术经济性分析
该废水处理站的改造投资约1 400万元,新增芬顿工艺段和新增的药耗:H2O2和硫酸亚铁的投加浓度范围分别是2 000~2 500 mg/L、 1 900~2 400mg/L,PAM和PAC投加浓度范围分别为30~50 mg/L、1~5mg/L
项目的新增运行成本为11.4元/吨水。新建装置的建设投资费用折合为每去除单位质量COD为:18.69元/kg·COD。
从工程改造与运行的除污染效率看以及成本分析,针对高抗生素和高硫酸盐浓度的废水深度处理有以下特点:
(1)抗生素制药行业的废水处理站二沉池出水仍残余大量难生物降解成分的条件下采用芬顿高级氧化法削减COD,实现了高效率去除废水中的有机物,出水的COD符合达标要求。
(2) 充分利用了原有建筑物,最大限度节省了投资,缩短了建设周期;且不影响企业生产过程和废水处理站的正常运行。
(3) 芬顿高级氧化用于含有毒难降解工业废水的深度处理可无差别地氧化分解各类有机物,尤其是残余的各类抗生素,降低外排水的抗生物基因环境风险;还能够有效去除色度,运行成本适中,满足多目标深度处理与排放改造。
6 结 论
6.1 某些抗生素类生物制药企业的废水硫酸根较高、生物毒性强,仅采用生化法很难将废水处理至达标排放,进一步采用芬顿高级氧化技术作为深度处理技术,能够有效且大量去除废水中剩余有机物,氧化去除抗生素类成分,降低环境风险。
6.2 采用芬顿深度处理工艺处理二沉池混凝气浮出水,平均去除COD量达到610mg/L,平均去除率达到了65%,年削减COD总量达到了454.21吨。废水处理站改造后新增运行费用为11.4元/吨水。
6.3 新增废水事故池可有效地将冲击废水切入事故池,避免对后续生化系统造成冲击,确保了生化处理系统的平稳运行。
6.4 将芬顿高级氧化的各处理构筑物合建,降低了占地面积,而且运行简单,适合作为提标改造项目的深度处理单元,以满足日益严格排放要求。
猜你喜欢
世界有色金属(2022年16期)2022-10-20
城市道桥与防洪(2022年5期)2022-06-25
包装学报(2022年2期)2022-05-13
供水技术(2022年1期)2022-04-19
供水技术(2022年1期)2022-04-19
生物化工(2021年3期)2021-07-10
环境与发展(2019年11期)2019-02-12
中国资源综合利用(2017年4期)2018-01-22
中国资源综合利用(2017年2期)2018-01-22
中国资源综合利用(2017年2期)2018-01-22
