氧化铁红颜料对白水泥基3D打印材料流变及可打印性能的影响
2021-07-13 00:39徐嘉宾赵智慧陈明旭芦令超
硅酸盐通报 2021年6期
徐嘉宾,金 源,赵智慧,陈明旭,芦令超,程 新
(济南大学,山东省建筑材料制备与测试技术重点实验室,济南 250022)
0 引 言
随着社会经济的快速发展以及人们生活水平的日益提高,人们对物质生活条件的要求越来越高,这对现代建筑、装饰或者景观构件的美学设计及其艺术化提出了更高的要求。景观装饰构件作为装饰领域的重要组成部分,其主要价值就是附带人文价值和美学价值,这依赖于艺术化的结构造型和丰富的色彩体系来表达。与传统减材成型技术相比,3D打印技术更加智能化、个性化、高效化,已经在航天航空、生物医疗、汽车制造等诸多领域得到广泛的应用[1-3]。目前3D打印技术在建筑领域的研究主要集中在房屋建筑等大型建筑结构上,而在建筑装饰领域的研究还很少。相比于传统模具成型的水泥混凝土景观构件,3D打印技术具备对资源的利用率高、工期短、机械化程度高等优势。更重要的是3D打印可以摆脱模具的束缚,使个性化生产成为可能[4-5]。
3D打印建筑材料技术可以实现异性构件的打印,但是目前关于水泥基3D打印材料彩色打印相关研究报道较少。颜料是一种细颗粒状物质,其粒径一般只有水泥的几十分之一,可以对景观装饰材料进行着色。国内外学者的研究大多集中在3D打印装饰材料的流变性能[6-7]、可打印性能[8-9]以及力学性能[10-11],而对水泥基3D打印材料的着色研究还很少。例如,郅真真[12]选择了绿色环保、价格低廉的石膏基材料作为3D打印建筑装饰材料,通过对石膏基材料的水化及流变性能的调控实现石膏基材料在3D打印建筑装饰领域的初步应用,并且针对石膏基材料特性改进了3D打印工艺。Xiao等[13]选择了普通硅酸盐水泥作为基体,引入25%的再生砂取代天然砂同时在挤出头位置加入速凝剂,并且结合3D打印砂浆的特性改进打印系统、工艺设计实现对装饰构件的高效率打印。
目前对3D打印装饰材料的研究大多聚焦于深色系的胶凝材料,色泽暗淡且不美观,或者停留在白色或者浅色的石膏基、磷酸盐水泥、地聚合物等胶凝材料上。但是这些胶凝材料都存在各自的问题,例如石膏基胶凝材料虽然色泽洁白、价格低廉、水化速度快,但是强度低、耐水性差、稳定性不高。地聚合物水化速度快、早期强度高、污染低,但是大多泛碱严重,影响材料的装饰效果。其他的一些胶凝材料大多色泽暗淡且与颜料体系匹配性不高,无法体现装饰构件的美观效果。本文选择硅酸盐水泥中较为特殊的白色硅酸盐水泥作为主要胶凝材料,其色泽洁白、易被染色,具有较好的稳定性,同时研究了亚微米级粒度氧化铁红颜料对白水泥基3D打印材料流变性能、可打印性能及力学性能的影响。
1 实 验
1.1 原材料
水泥由阿尔博波特兰安庆有限公司生产的42.5白色硅酸盐水泥(WPC),白度89,其化学组成如表1所示,粒径分布如图1所示。采用纤维素醚(HPMC,100 000 mPa·s)、聚羧酸减水剂(SP,减水率30%)、可再分散性胶粉(EVA,宝辰6022E)和纳米二氧化硅(NS,平均粒径20 nm)来调控白水泥基3D 打印材料流变和粘结性能;采用甲酸钙(CF)来缩短白水泥基3D打印材料的凝结时间和提高早期强度。采用磷酸三丁酯(TP)作为消泡剂减少因搅拌引入的气泡。采用氧化铁红颜(RP)料对白水泥3D打印材料进行着色,其粒径分布如图1所示,技术参数如表2所示。
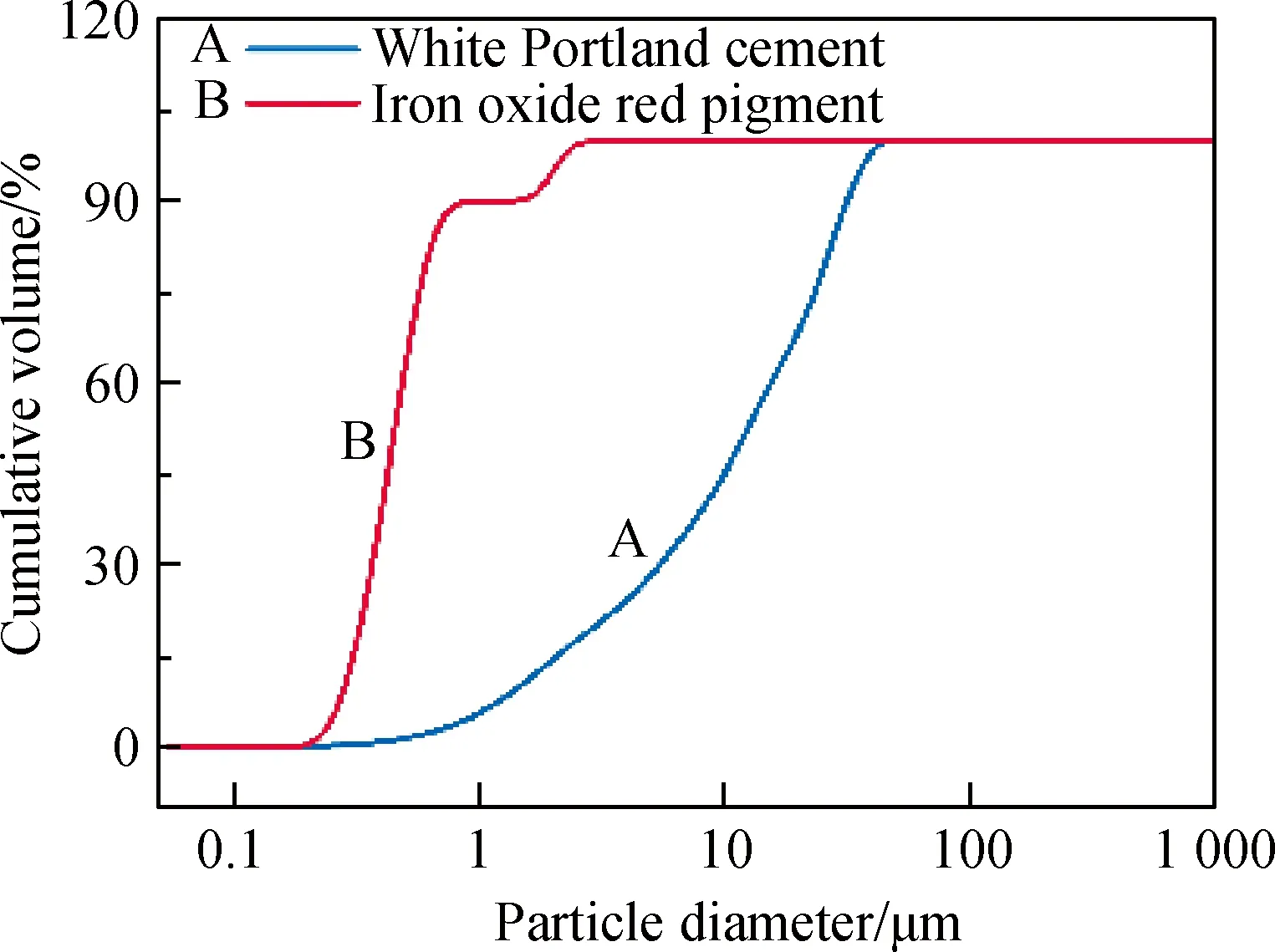
图1 白水泥与颜料的粒径分布Fig.1 Particle size distribution of white Portland cementand iron oxide red pigment

表1 白色硅酸盐水泥的主要化学组成Table 1 Main chemical composition of white Portland cement

表2 颜料的技术参数Table 2 Technical parameters of iron oxide red pigment
1.2 样品制备
白水泥基3D打印材料的基本配方如表3所示,其具体的制备流程如下:

表3 白水泥基3D打印材料的基本配方Table 3 Composition of 3D printed white Portland cement-based materials
(1)将颜料、甲酸钙、可再分散性胶粉、羟丙基甲基纤维素醚先在搅拌机中干混10 min得固体粉末混合物A;
(2)将固体混合物A、减水剂、水、消泡剂在搅拌机中先慢速搅拌2 min,然后快速搅拌2 min;
(3)将搅拌后的浆体加入料筒中震荡2 min后组装在3D打印机上,按照设定的程序开始打印;
(4)将打印后的样品放入标准养护箱养护3 d。
1.3 测试方法
1.3.1 着色性能
采用CIE Lab色空间来表征颜料的着色效果,L值代表明度,a值代表红/绿值,b值代表黄/蓝值,ΔE值代表总色差,如图2所示。用色差仪测定样品的L、a和b值,将没有添加任何颜料的白水泥基3D打印材料作为空白组(标样),分别测量并记录1%、2%、3%、4%(质量分数,下同)颜料掺量下白水泥基3D打印材料相对于空白组的ΔL、Δa、Δb以及ΔE值变化。
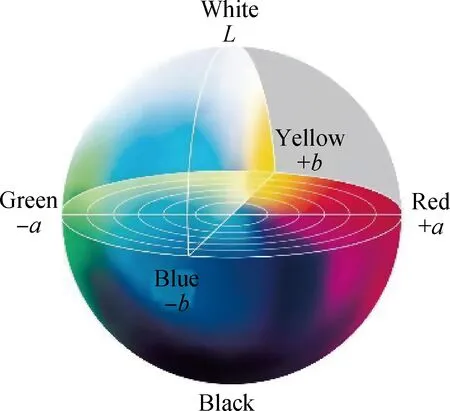
图2 CIE Lab颜色空间模型Fig.2 CIE Lab color space model
1.3.2 流变性能
使用ThermoFisher公司生产的旋转流变仪HAAKE MARS 40测试材料的流变性能,所有流变的测试程序温度都控制在20 ℃。动态屈服性能的测试程序如下:首先在50 s-1剪切速率下预剪切1 min,使水泥浆体分散均匀;然后撤去外力静置2 min,使水泥内部絮凝结构恢复;随后剪切速率在2 min内从0 s-1线性增长到100 s-1;最后剪切速率在2 min内从100 s-1线性降低至0 s-1。对最后一段程序进行Bingham模型线拟合,直线的截距就是动态屈服应力,斜率是塑性粘度。静态屈服性能的测试程序如下:首先在50 s-1剪切速率下预剪切1 min,使水泥浆体分散均匀;然后撤去外力静置10 min;接着控制剪切速率0.1 s-1剪切60 s。剪切应力随时间变化的曲线上出现的峰值点就是静态屈服应力。
1.3.3 可打印性能
可打印性能测试包括可挤出性能和可堆积性能测试。在本文中,可挤出性能用打印机自带的气泵输送系统来表征。首先固定打印机螺杆转速,通过控制气泵挤出压力控制挤出浆体的直径正好与挤出头外径相等,此时的挤出压力便是最佳挤出压力。
可堆积性能用堆积试块与数字模型的变形率来表征,模型的尺寸为25 mm×25 mm×75 mm。变形率的计算公式如下:
(1)
式中:D为打印结构的变形率;l0、w0和h0分别为数字模型的原始尺寸;l1、w1和h1分别为堆积结构的尺寸。
1.3.4 力学性能
采用美国MTS万能试验机测量抗力学性能。打印样品先在温度20 ℃、相对湿度95%的条件下养护3 d,然后使用精密切割机加工成测试尺寸,抗压强度样品尺寸为20 mm×20 mm×20 mm,抗折强度样品尺寸20 mm×20 mm×60 mm。
2 结果与讨论
2.1 着色性能
图3是添加红色颜料的白水泥基3D打印材料颜色宏观变化,可以看出随着颜料掺量的增加,白水泥基3D打印材料的颜色都会加深。当红色颜料掺量超过3%,颜色变化不明显。为了对色差变化进行定性分析,利用色差仪记录添加红色颜料的白水泥基3D打印材料ΔL、Δa、Δb以及ΔE值变化,如表4所示。可以看出ΔL值随着红色颜料的增加而降低,Δa和Δb值随着红色颜料的增加而增加,并且Δa值的增长幅度比Δb值大。当红色颜料掺量超过3%以后,ΔL、Δa、Δb和ΔE的变化幅度很小,颜色趋于饱和,说明在着色性能方面红色颜料的最佳掺量为3%。

表4 添加氧化铁红颜料的白水泥基3D打印材料L、a、b值变化Table 4 Color difference changes of 3D printed white Portland cement-based materials with iron oxide red pigment

图3 添加氧化铁红颜料的白水泥基3D打印材料宏观颜色变化Fig.3 Macro color changes of 3D printed white Portland cement-based materials with iron oxide red pigment
2.2 流变性能
在水泥基材料中存在两种与流动相关的重要的临界剪切应力,就是动态屈服应力与静态屈服应力。当水泥基材料的内部絮凝结构在外力作用下被破坏时,此时浆体产生流动所需要的最小临界剪切应力就是动态屈服应力。而当浆体开始流动后,可以通过塑性粘度来表征其浆体在外力作用下运动的程度。3D打印要求水泥基材料的浆体在泵送和挤出过程拥有良好的流动性,这意味着动态屈服应力和塑性粘度不能过高。图4是掺加红色颜料的水泥基3D打印材料在控制速率旋转扫描模式下的流变曲线,可以看出随着红色颜料掺量的增加,塑性粘度先降低然后增大,当红色颜料掺量为3%时,塑性粘度达到最低值4.3 Pa·s,对比空白组降低21%。动态屈服应力随着氧化铁红颜料掺量的增加而增大,当颜料掺量达到4%时,动态屈服应力从290.89 Pa增加到460.11 Pa,相比于空白组增大58%。总的来说,氧化铁红颜料在低掺量的时候可以降低塑性粘度,这是因为白水泥基3D打印材料中存在大量的由纤维素醚和胶粉引入的聚合物网络结构,颜料的引入会包裹聚合物,同时阻断网络结构的形成,降低纤维素醚和胶粉的“增粘”效果。当氧化铁红颜料掺量较高时,其亲水的特性会吸附大量自由水,导致塑性粘度上升[14]。
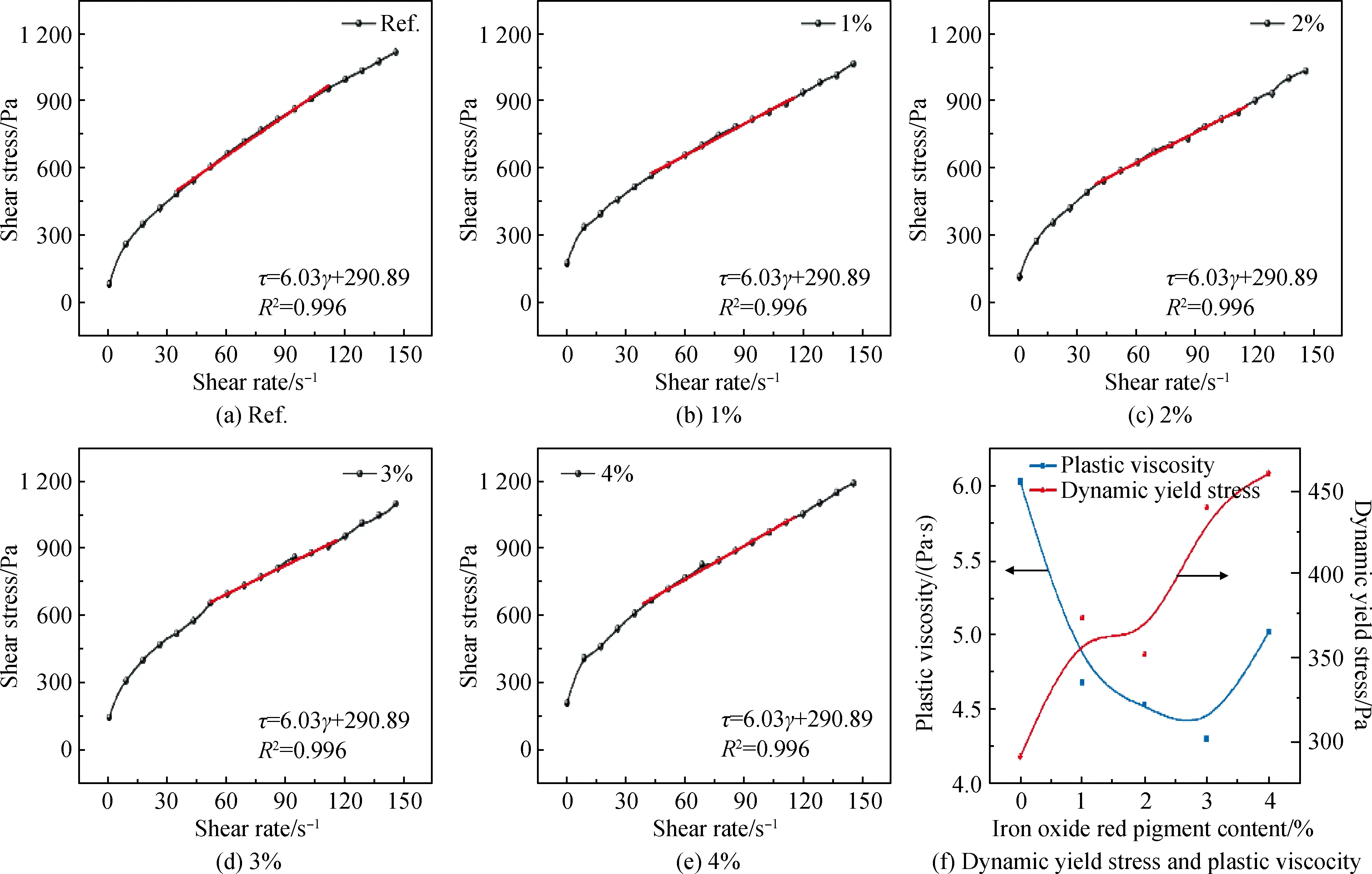
图4 氧化铁红颜料掺量对白水泥基3D打印材料动态屈服性能的影响Fig.4 Effect of iron oxide red pigment content on dynamic yield property of 3D printed white Portland cement-based materials
静态屈服应力是水泥内部絮凝结构被破坏前的另一个临界剪切应力,此时浆体还未产生流动或者即将开始流动。可建造性或者可堆积性要求打印堆积后的结构稳定不发生变形。这意味着水泥基材料需要有较高的静态屈服应力,来抵抗浆体自身及其上层结构的重力。图5是控制应力旋转扫描模式下红色颜料对静态屈服性能的影响,可以看出在恒定剪切速率的条件下,剪切应力随着时间的延长先呈现线性增加至最大值,然后急剧降低,最后稳定保持在相对较低的水平下。并且在稳定后,剪切应力随着红色颜料的增加先降低然后增大,这与动态屈服性能基本保持一致。图5(b)可以看出静态屈服应力值随着红色颜料的增加呈现线性增大的趋势,当红色颜料掺量达到4%时,静态屈服应力从914 Pa增长至1 327 Pa,增长幅度45.2%。这是因为无机颜料在一定程度上缩短凝结时间,促进水泥絮凝结构形成。另一方面无机颜料亲水的特性,不利于浆体产生流动[15]。

图5 氧化铁红颜料掺量对白水泥基3D打印材料静态屈服性能的影响Fig.5 Effect of iron oxide red pigment content on static yield property of 3D printed white Portland cement-based materials
2.3 可打印性能
可打印性能研究包括白水泥基3D打印材料的可堆积性能与可挤出性能。图6(a)是颜料对白水泥基3D打印材料结构变形的影响,可以看出结构变形率随着颜料掺量的增加呈现下降的趋势,其趋势正好与静态屈服应力变化趋势相反。随着颜料掺量的增加,结构变形率从11.38%分别降低至8.55%、6.77%、5.04%、4.03%。图6(b)是颜料对白水泥3D打印材料可挤出性能的影响。颜料掺量为0%~2%时,最佳挤出压力随着颜料掺量的增加而降低。当颜料掺量为2%时,最佳挤出压力从0.15 MPa降低至最低值0.13 MPa。当颜料掺量超过这个范围时,最佳挤出压力值开始快速增大。可以看出当动态屈服应力较低时,可挤出性能受到塑性粘度影响较大,当动态屈服应力较高时,可挤出性能受到动态屈服应力影响较大。
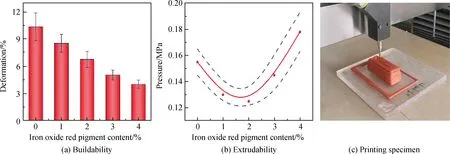
图6 氧化铁红颜料掺量对白水泥基3D打印材料可打印性能的影响Fig.6 Effect of iron oxide red pigment content on printability of 3D printed white Portland cement-based materials
2.4 力学性能
3D打印样品的力学性能与模具成型的有所不同,材料的流变性能与打印状态对最终制品的力学性能有着重要的影响。图7是颜料对白水泥基3D打印材料力学性能的影响,可以看出抗折强度和抗压强度都随着颜料的增加呈现先增大再降低的趋势。当氧化铁红颜料掺量为0%~ 3%时,抗压强度从42.16 MPa提高到了48.56 MPa,抗折强度从4.09 MPa提高到5.07 MPa。这是可能是因为颜料掺量较低时,对流变性能的改善使得堆积结构内部缺陷减少,同时颜料平均粒径只有0.59 μm,可以填充水化产物的空隙。当氧化铁红颜料掺量为3%~4%时,抗压强度从48.56 MPa快速下降到了45.48 MPa,抗折强度从5.07 MPa下降到4.64 MPa。总的来说,氧化铁红颜料的引入可以提高白水泥基3D打印材料的力学性能,这是因为颜料的细度只有水泥的二十分之一,可以很好地填充白水泥基3D打印材料的孔隙,改善密实度[16]。

图7 氧化铁红颜料掺量对白水泥基3D打印材料力学性能的影响Fig.7 Effect of iron oxide red pigment content onmechanical properties of 3D printed whitePortland cement-based material
3 结 论
(1)亚微米级粒度氧化铁红颜料在白水泥基3D打印材料中的最佳掺量为3%,当颜料掺量超过3%以后,颜色的变化不明显。
(2)白水泥基3D打印材料的塑性粘度随着颜料的掺入先减少再增大,动态屈服应力随着颜料的掺入一直增大,说明颜料掺量较低的时候可以改善白水泥基3D打印材料的挤出性能。
(3)颜料的掺入可以提高白水泥基3D打印材料静态屈服应力,静态屈服应力从914 Pa线性增长至1 327 Pa,这说明颜料的掺量可以改善白水泥基3D打印材料的堆积性能。
(4)白水泥基3D打印材料的抗压强度与抗折强度随着颜料的掺入都呈现先增大再降低的趋势,当颜料掺量从0%提高到3%时,抗压和抗折强度从42.16 MPa和4.09 MPa分别提高到48.56 MPa和5.07 MPa。
猜你喜欢
小学生学习指导(中年级)(2022年4期)2022-04-26
轻工机械(2021年1期)2021-03-05
少年漫画(艺术创想)(2020年8期)2021-01-04
昆钢科技(2020年5期)2021-01-04
中国制笔(2020年2期)2020-07-03
科技创新与应用(2017年10期)2017-04-26
硅酸盐通报(2016年9期)2016-11-10
小学生·多元智能大王(2016年6期)2016-05-14
中小企业管理与科技·中旬刊(2016年3期)2016-04-22
工业设计(2016年6期)2016-04-17