
装配变速器冠轮抓取失效的问题分析
2021-08-28 12:28李怀习麦承贤黄祖思梁甲
汽车工艺师 2021年8期
李怀习,麦承贤,黄祖思,梁甲
1.柳州孔辉汽车科技有限公司 广西柳州 545005 2.柳州上汽汽车变速器有限公司柳东分公司 广西柳州 545005
在前驱汽车变速器中,冠轮是连接在差速器上与中间齿轮之间的重要传动部件,主要起降速增扭的作用[1]。冠轮与差速器的装配直接影响到变速器内部的清洁度,以及冠轮与中间轴齿轮的啮合情况;同时,对齿轮的NVH性能也会有影响,影响驾驶员的驾驶体验与乘客的乘坐感受。
现有某变速器差速器装配线的装配工艺存在以下问题。
1)在冠轮压装过程中,卡爪夹持冠轮工件随压柱下移,冠轮掉落。
2)冠轮压到位后,压头上抬时,卡爪将冠轮带出,或将差速器与冠轮一起带出。
系统结构及工艺流程
现有某产品的差速器,差速器壳体与冠轮的设计配合为偏过盈的过渡配合,即差速器壳体与冠轮的配合会存在间隙配合的情况。同时,卡爪与冠轮不是硬性连接,为避免零件被带出或者零件掉落的问题,卡爪力需要满足一定的要求。
1.系统结构
如图1所示,冠轮压装的系统主要由基座、弹簧、卡爪、卡爪安装座、弹簧调节螺杆锁紧螺母、弹簧调节螺杆、限位螺钉、卡爪轴、压头、冠轮及差速器壳体组成。
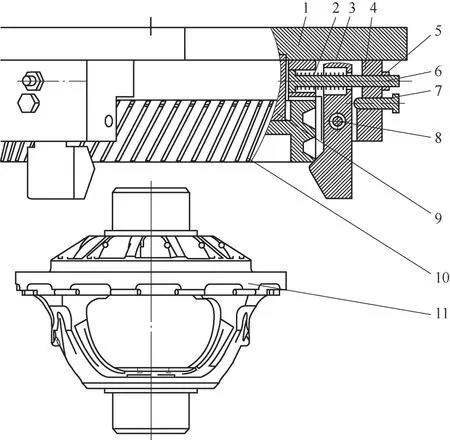
图1 工位结构示意
以基座作为依托,卡爪安装座通过螺栓连接安装在基座下方,卡爪通过卡爪轴安装在卡爪安装座内,形成一个铰链结构。弹簧调节螺杆、限位螺钉也安装在卡爪安装座内,并在螺杆上装上弹簧,为卡爪提供了一个反向的抓取力,限位螺钉对卡爪的张开起到了一个限位的作用,这些部件形成了一组卡爪机构。在基座下方一共分布着3组卡爪机构,将冠轮放置上去时,将冠轮抓住。差速器壳体放置在托盘上,位于冠轮的正下方。
2.工作原理
冠轮放置在基座下方,向上推压,卡爪张开放置限位面后,因弹簧力的作用将冠轮卡在工装上,同时控制设备下压,将冠轮压到差速器壳体上,保压时间过后,压头与基座向上撤回,这时冠轮与差速器已经结合,将冠轮松开。
3.装配工艺过程
冠轮安装的装配工艺流程如图2所示,按照该工艺流程,现场反馈:在第2步出现过冠轮掉落的情况,且多次放置后,仍然掉落;在第4步出现过差速器及冠轮被带出的问题。两者均需返工调整,严重影响产线的节拍[2]。

图2 冠轮产线工艺流程
卡爪力分析过程
1.卡爪弹簧夹持力要求计算
卡爪受力状态如图3所示。
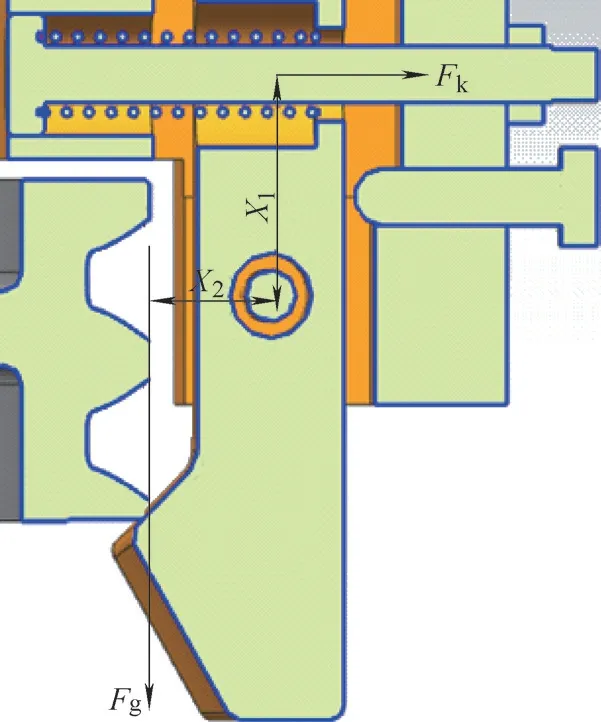
图3 卡爪受力示意
为防止冠轮掉落,应有弹簧力矩大于冠轮质量的重力矩,即

为防止冠轮掉落,应有弹簧力矩小于冠轮与差壳质量和的重力矩,即

式中Fk——弹簧力(N);
Fg1——冠轮传递的重力(N);
Fg2——冠轮加差速器传递的重力(N);
X1——弹簧力的力臂长度(mm);
X2——零件重力的力臂长度(mm)。
根据产品要求及实际测量尺寸:Fg1冠轮传递的重力约为21.6N,Fg2冠轮和差速器传递的重力约为62.5N,弹簧力的力臂长度X1为23.5mm,零件重力的力臂长度X2为13.4mm。代入式(2)、式(3)计算可得弹簧力:4.115N<Fk<11.879N。
2.卡爪弹簧夹持力实际测量计算
卡爪位移关系如图4所示。无工件状态下,在卡爪上施力F,产生位移S,计算相应弹簧力Fk,S0为卡爪调定原始位置,计算当卡爪恰好能让工件通过时位置Sa的弹簧力Fka。
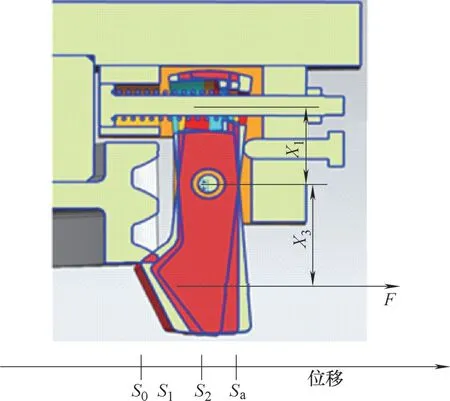
图4 卡爪位移关系示意
1)卡爪对应的弹簧力、弹簧压缩位移、弹簧刚度计算。卡爪张开S时,卡爪夹持力与对应弹簧力的关系为

卡爪张开S时,根据几何关系,有卡爪位移与对应弹簧压缩量关系,即

卡爪对应弹簧的弹簧刚度k的计算:

式中X3——测量点的力臂长度(mm);
Sk——弹簧压缩量(mm);
ΔFk——弹簧力之差(N);
ΔSk——弹簧压缩量之差(mm)。
由于设备空间条件有限,3组卡爪只测量了2组卡爪的推力以及位移,每组测6个数值,取平均值,得卡爪推力、卡爪位移测量值见表1。
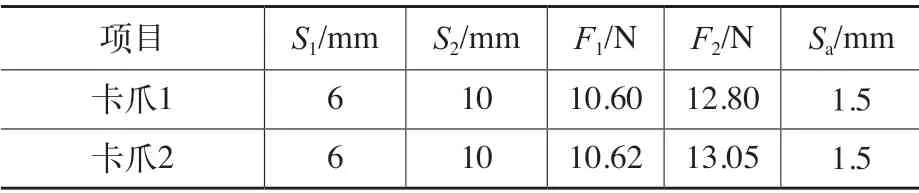
表1 卡爪推力、卡爪位移测量值
将表1中的测量数值带人式(3)、式(4)、式(5)中,可得表2 中的弹簧力、弹簧压缩位移、弹簧刚度计算值。
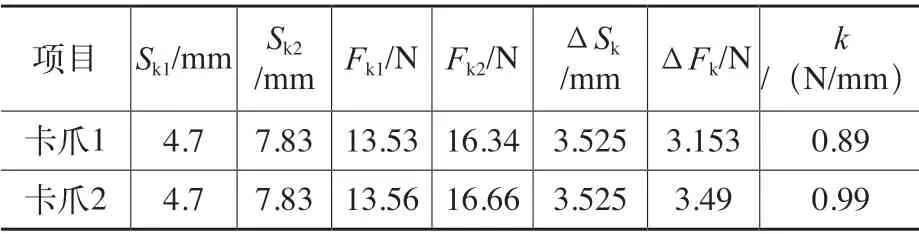
表2 弹簧力、弹簧压缩位移、弹簧刚度计算值
2)工件刚通过卡爪时的弹簧力。根据图样,测量可得卡爪恰好能让工件通过时的弹簧压缩量Ska=1.175mm,将Ska、Fk2、Sk2、k带入式(5)有:Fka1=10.38N、Fka2=10.07N。
通过以上验证计算可知正常工作状态下,现有调节好的卡爪弹簧力Fk满足在4.11~11.87 N的理论要求。
3.卡爪弹簧夹持力实际测量计算
冠轮与差速器壳压装后结合力Fj要求:结合力Fj大于差壳的重力,即

结合力Fj对卡爪产生的推力力矩大于弹簧力矩,即

根据前面测量计算及差速器的重量4.17kg,带入式(6)、式(7)有:Fgc=40.85 N;Fk2X1=214.46 N.mm;综合得:Fj>48.8502 N。理论上,当结合力大于48.85N时,冠轮不会被带起来。
优化策略
保持现有工装不作改动,定期对夹具检修、更换,规范卡爪力值的更合理调整范围。当弹簧力衰减到产线零件夹持不住时,需要调节卡爪力;当出现间隙过大被带出时,手动放置冠轮,手打螺栓。制作卡爪备件,当卡爪磨损到一定程度时,更换卡爪,按规范调节卡爪力。
结语
通过数据分析与现场测算相结合,分析冠轮在各个压装状态下,卡爪抓取力使用的边界条件,为生产工艺的优化及产线效率提高提供了理论依据。同时,这种方法为装配变速器冠轮时,抓取失效问题分析提供了一个思路,提高了解决此类问题的工作效率。
猜你喜欢
农业装备与车辆工程(2022年4期)2022-10-31
智能制造(2021年4期)2021-11-04
防爆电机(2021年2期)2021-06-09
意林(2021年10期)2021-05-28
汽车维修与保养(2019年7期)2020-01-06
模具制造(2019年7期)2019-09-25
船舶标准化工程师(2019年4期)2019-07-24
北京汽车(2018年4期)2018-09-08
汽车维护与修理(2017年17期)2017-02-07
