三工位气动机械手设计
2021-09-03 18:27钱正华
今日自动化 2021年6期
钱正华
[摘 要 ]针对凸轮片淬火机床上料机械手抓取效率低、定位精度差等问题,文章设计了一种三工位气动机械手,抓取时夹紧凸轮片内径,利用一套柔性定位装置,实现凸轮片的精确定位,通过将三套夹具集装在一个悬臂上,实现凸轮片的高效抓取。
[关键词]凸轮片;机械手;三工位;气动;柔性
[中图分类号]TS203 [文献标志码]A [文章编号]2095–6487(2021)06–00–02
[Abstract]Aiming at the problems of low grasping efficiency and poor positioning accuracy of the feeding manipulator of the cam piece quenching machine tool, this paper designs a three-station pneumatic manipulator, which clamps the inner diameter of the cam piece during grasping, and uses a set of flexible positioning device to realize the cam The precise positioning of the cams can be achieved by integrating three sets of fixtures on a cantilever to achieve efficient grasping of the cams.
[Keywords]cam piece; manipulator; three-station; pneumatic; flexibility
随着科学技术的发展以及人们对于产品品质的更高追求,制造自动化已经成为企业提高产品质量、参与国际市场竞争的必要条件,是制造业发展的必然趋势[1]。机械手广泛应用于工业自动化生产线中物料的抓取和投放,使用合适的机械手不仅可以提高加工精度,提高生产效率,而且还可以减轻劳动强度。
目前,凸轮片淬火机床普遍使用单工位机械手,该机械手对工件定位要求高,用在自动化生产线中需要人工干预的概率高。随着用工成本的增加和竞争的加剧,各企业对生产成本和加工效率要求也随之提高,因此设计一套高效、高精度的机械手就迫在眉睫。本文设计的三工位气动机械手不仅可以保证抓取上料精度,减少人工干预概率,而且抓取效率亦比用单工位机械手提高了3倍。
1 三工位气动机械手的设计方案
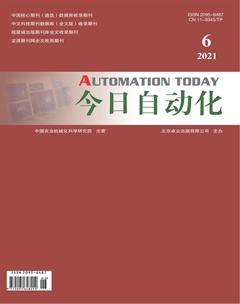
凸轮片厚度12~16 mm外形如图1所示,可以看出,不同种类的凸轮片外形轮廓差异较大,但内孔形状和尺寸基本相同。气动机械手形式多样,而气动手指是目前气动机械手在抓取技术中应用最普遍的方式之一[2],因此可通过内撑式气动手指抓取凸轮片内径。
本机械手的主要任务是将自动输送过来的三件“等间距”、非精确定位工件抓走,由于输送过来的工件只通过挡板简单定向,凸轮处并不区分前后,对于工件2和4,三件工件内圆的中心的间距并不完全等距,需要机械手有一定的行程,既能保证三工位机械手同时伸入凸轮内径,又能夹紧凸轮片,保证同时抓取三件工件。
凸轮片淬火前,工件为锻造件,内孔有一定锥度,且尺寸上下制造公差较大,达到±0.4 mm,但淬火机床要求机械手抓取的工件必须等距且不得有倾斜,考虑到机械手适用的凸轮片厚度不同,因此机械手需设置柔性定位装置。
2 机械手结构及主要参数的确定
2.1 机械手的结构
为满足设计要求,特采用一种三工位气动式定位抓取机械手,其结构如图2所示,机械手由手部、手指和夹紧气缸、柔性定位装置、连接件、底板等组成。
机械手的手部采用硬质合金材料制成的手指安装在三爪夹紧气缸的3个滑台上,在夹紧气缸夹持力作用下夹紧凸轮片的内径,手指与内孔的接触处需滚花处理,增加摩擦力。由于内孔有概率会有一定斜度,普通机械手抓取时,凸轮片会出现“歪斜”现象。因此,采用定位环压紧凸轮片,为适应不同厚度工件并保证压紧力,在定位环安装轴上用弹簧预紧,组成柔性定位装置。三套机械手通过底板等间距的集装在一起组成三工位,可同时抓取三件工件。连接件用于将整套装置与其他运动机构连接,完成上下料动作。
2.2 主要参数的确定
(1)预紧力的确定。弹簧预紧设计长度x=2 mm,弹簧系数K=1.6 N/mm,则:
F0=Kx=1.6×2=3.2 N (1)
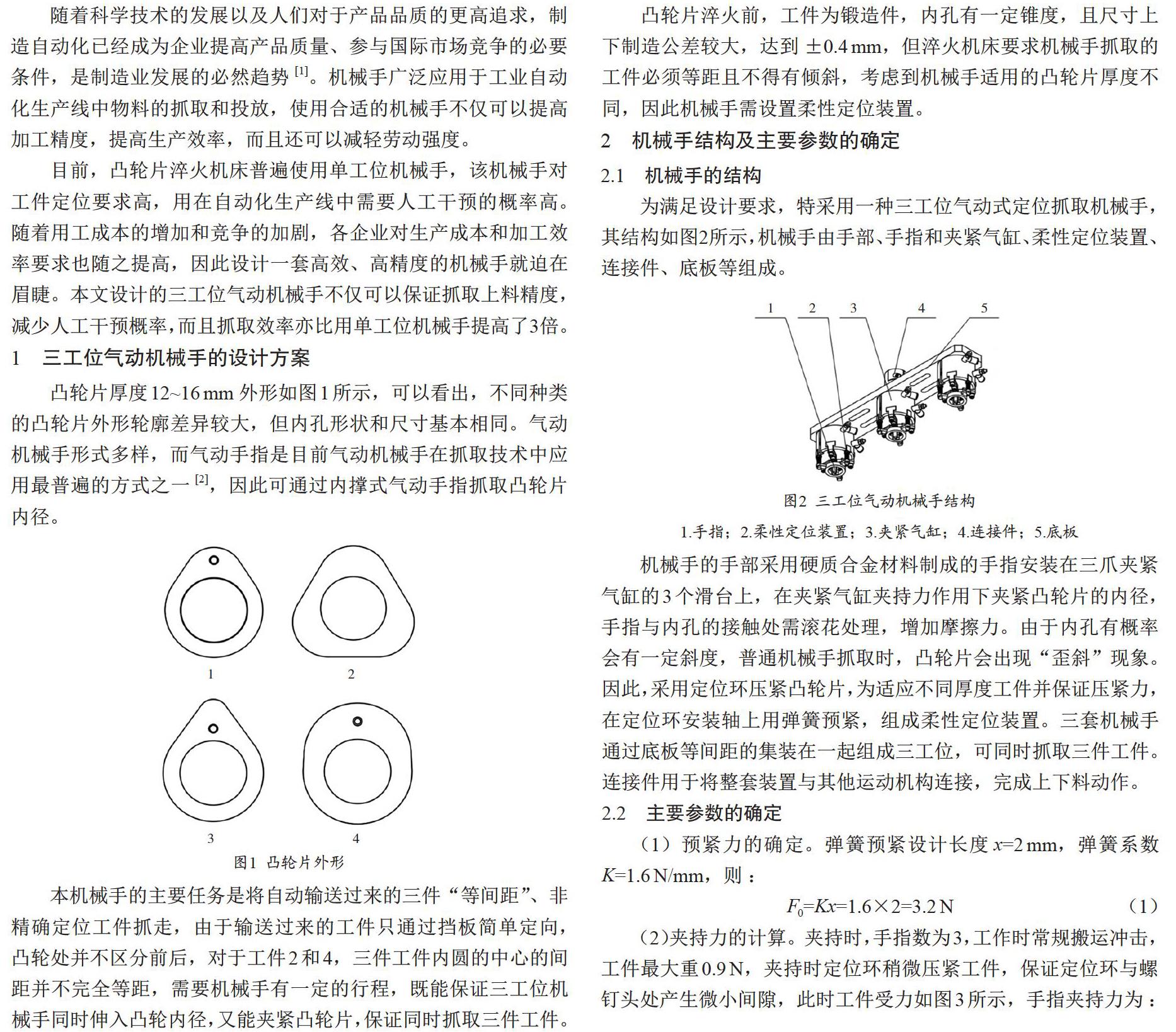
(2)夹持力的计算。夹持时,手指数为3,工作时常规搬运冲击,工件最大重0.9 N,夹持时定位环稍微压紧工件,保证定位环与螺钉头处产生微小间隙,此时工件受力如图3所示,手指夹持力为:
式(2)中,F为夹持力(N);α为余裕率,a=4;G为工件重量(N);μ为摩擦系数,取0.4;F0为弹簧预紧力。
将上述各值代入(2)可得夹持力F=35 N。
(3)扭矩验算。当凸轮片内孔有一定斜度时,3个手指与凸轮片内径接触位置不同,产生扭矩,从而迫使凸轮片发生倾斜。发生倾斜趋势时,由于扭矩作用,一侧弹簧当量伸长Δx,碰到预紧定位端,此时该侧弹簧对工件的作用力为零;另一侧弹簧当量缩短Δx,在预紧力作用下,该侧弹簧对工件的作用力抵抗工件倾斜,为使Δx足够小需满足:
F0L≥Fh (3)
式(3)中,L为预紧力的力臂,L=40 mm;h为夹持力的力臂,h=3 mm。
代入验算可得128 N·mm≥105 N·mm,满足要求。
(4)参数的确定。根据以上计算,确定气动三工位机械手的主要参数。①夹紧气缸:缸径50 mm×行程8 mm。②气缸手指数:3。③气源压力:0.4 MPa。④弹簧线径:0.8 mm。⑤弹簧长度:18 mm。⑥弹簧螺距:1.8 mm。⑦定位方式:柔性定位。
3 气动系统
机械手的三工位三爪气缸由各自的電磁阀独立控制,同时完成夹紧或松开动作,亦可单独完成相应动作。气动系统设有压力反馈,系统原理如图4所示。
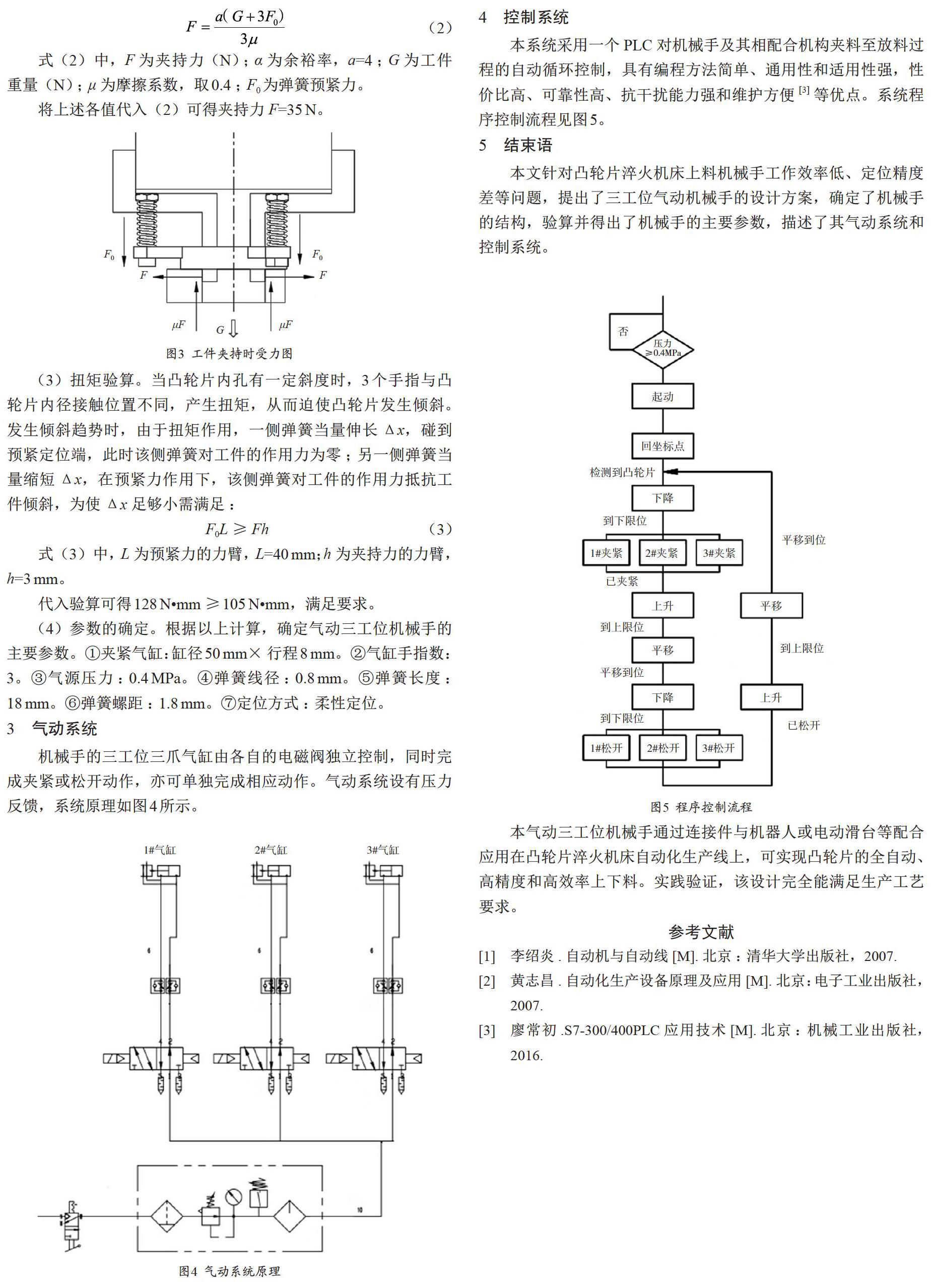
4 控制系统
本系统采用一个PLC对机械手及其相配合机构夹料至放料过程的自动循环控制,具有编程方法简单、通用性和适用性强,性价比高、可靠性高、抗干扰能力强和维护方便[3]等优点。系统程序控制流程见图5。
5 结束语
本文针对凸轮片淬火机床上料机械手工作效率低、定位精度差等问题,提出了三工位气动机械手的设计方案,确定了机械手的结构,验算并得出了机械手的主要参数,描述了其气动系统和控制系统。
本气动三工位机械手通过连接件与机器人或电动滑台等配合应用在凸轮片淬火机床自动化生产线上,可实现凸轮片的全自动、高精度和高效率上下料。实践验证,该设计完全能满足生产工艺要求。
参考文献
[1] 李绍炎.自动机与自动线[M].北京:清华大学出版社,2007.
[2] 黄志昌.自动化生产设备原理及应用[M].北京:电子工业出版社,2007.
[3] 廖常初.S7-300/400PLC应用技术[M].北京:机械工业出版社,2016.
猜你喜欢
现代企业(2021年11期)2021-12-08
机电工程技术(2021年3期)2021-09-10
锦绣·下旬刊(2020年9期)2020-01-28
中国计算机报(2019年29期)2019-09-18
环球时报(2019-07-18)2019-07-18
现代职业教育·中职中专(2018年7期)2018-05-14
中学生数理化·八年级物理人教版(2014年1期)2015-01-09
中小企业管理与科技·下旬刊(2009年8期)2009-12-31
棋艺(2001年7期)2001-06-14