
高温合金机匣锻件改进研究
2021-09-07 03:41韩鹏江张国成
锻压装备与制造技术 2021年4期
韩鹏江,张国成
(空军装备部驻辽阳地区军事代表室,辽宁 沈阳 110034)
机匣类零件是航空发动机的重要部件,它支承转子,固定静子叶片及附件,构成气流通道和传递发动机推力。机匣类零件具有形状结构复杂、加工余量大、刚性低、精度要求高、加工工艺性差的特点,对于尺寸精度有着较高的要求,其使用稳定性直接关系到发动机的服役安全性与可靠性。由于受机匣结构、材料性能、加工应力等多方面影响,机匣在加工和使用过程中会产生变形。使用中变形会引起转子与静子之间的刮碰、摩擦。在大修时发现部分机匣因使用过程中变形严重而需更换机匣。一般认为,锻件的组织均匀性对机匣变形影响较大,锻件组织得到均匀控制,就降低了零件的变形。
1 零件结构
某发动机机匣结构为环形结构,如图1a 所示,机匣锻件一般采用GH738 环形锻件,锻件图如图1b所示。GH738 合金变形温度范围窄、变形抗力大,且该合金对变形温度、变形速率以及热处理温度等敏感,同时棒材组织均匀性对锻件的遗传性较大,主要成分对其强化的影响也很大,如果这些因素控制不当,锻件容易出现混晶和力学性能不达标的情况。因此锻件的组织均匀性和性能控制显得尤为重要。
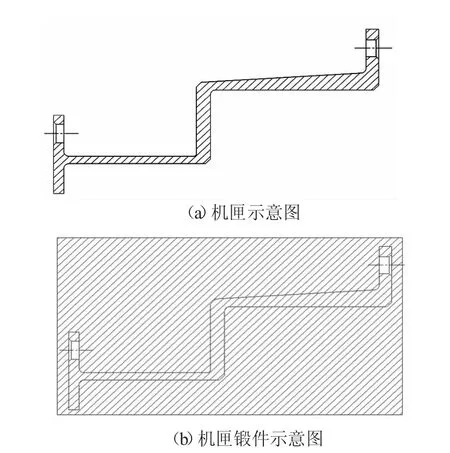
图1 机匣及锻件示意图
为保障GH738 合金机匣锻件的组织均匀,力学性能达标,以及加工的零件满足设计的要求,拟采用如下实施方案:通过GH738 合金机匣锻件热加工工艺窗口的确定,辅以计算机有限元数值模拟的技术,开展锻件结构优化设计、锻前棒材加热温度选择研究、锻件冷却方式选择研究和锻件变形试验研究、制定GH738 合金机匣锻件的轧制、热处理等工艺并进行试制锻件的验证和评估。
2 问题分析
由于GH738合金化程度高、变形温度范围窄、变形抗力大、热轧过程中组织易长大、锻件的组织和性能较难控制,加之某机匣为大直径薄壁件且刚性差,锻件存在如下问题。
(1)锻件组织不均匀问题。存在着成形困难、组织不均匀等问题,如果轧制工艺和热处理工艺控制不当也会出现超声波探伤底损超标和混晶(图2)等问题。
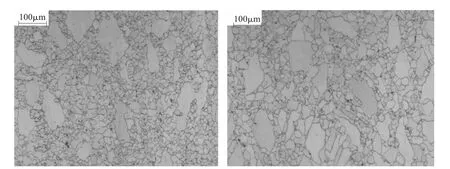
图2 GH738 合金锻件的混晶组织
(2)锻件强度不合格或富裕量小的问题。锻件易存在强度不合格或富裕量小的问题,其原因主要与热处理制度有很大关系。因此需匹配合理的热处理制度,保障锻件的强度合格。
(3)零件加工易变形,精密尺寸公差难以保证的问题。某机匣为大直径薄壁件,刚性差,部分尺寸的平面度和圆度要求较严。零件的变形与锻件自身所带的残余应力较大有关,因此尽可能均匀锻件的残余应力,实现零件的变形控制。
3 锻件优化改进研究
3.1 锻件结构优化设计
通过对机匣锻件热加工工艺窗口以及胀形工艺的确定,辅以计算机有限元数值模拟的技术,完成锻件轧制成形过程数值模拟及工艺优化,确定最佳坯料尺寸,芯辊进给量及进给速度、多火次变形量分配等关键工艺参数,优化后的锻件形状如图3 所示,锻件尺寸减小,材料利用率更高,更利于组织均匀化。
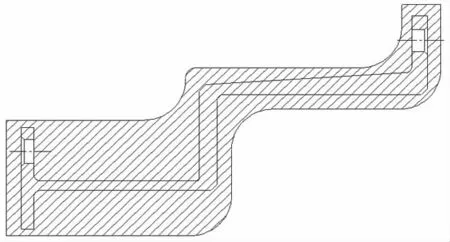
图3 改进锻件示意图
3.2 锻前棒材加热温度选择研究
在棒材上切取试样,进行空烧试验,涉及5 个温度(1000℃~1040℃),通过不同温度保温后研究发现,随着温度的升高,γ′相发生溶解导致其含量减少。
3.3 锻件冷却方式选择研究
为研究不同冷却方式对冷却过程晶粒长大的影响,研究了在1020℃保温相同0.5h 后进行空冷、油冷和水冷下的组织如图4 所示。从不同冷却方式冷却后的组织可以看出,空冷、油冷和水冷后的组织基本上没有较大的却别,从而可以推出,冷却方式对某合金机匣锻件加热过程中的组织基本上没有影响。
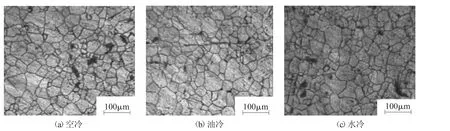
图4 不同冷却方式下的组织
3.4 锻件变形试验研究
采用直径100mm 高100mm 的锥形试样在300t液压机上进行多火次近等温压缩试验,结合实际生产的经验,制定了变形试验方案(见表1),进行观察组织演化规律。

表1 试样的变形试验方案
通过变形试验结合试验,进行4 种变形温度组合、3 种变形量组合,共12 种组合,每种组合各做5个试样,得出了不同温度变形条件下锥形样中不同应变范围处所对应的锻态组织,从均匀性的角度,变形温度组合1050+1050℃、变形量组合20%+40%更易于获得均匀的组织。
4 锻件优化改进评估
通过锻件结构优化和锻造工艺试验研究、改进,改进后的锻件工艺如图5 所示,制造出机匣锻件,锻件力学性能合格,对锻件的高倍组织和残余应力进行评估。
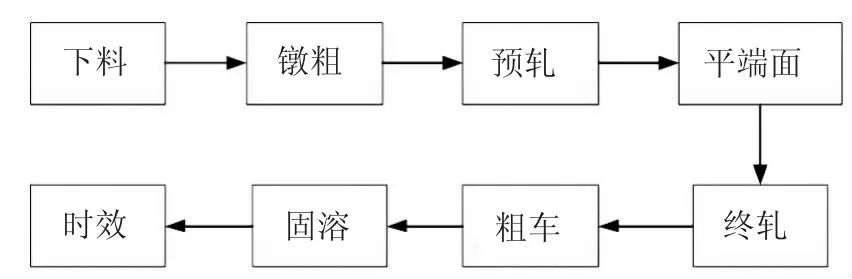
图5 工艺路线图
4.1 锻件的高倍组织
从锻件4 个部位取样,取样位置见图6,高倍组织见图7,最右端A 部位的平均晶粒度约为7.7 级(平均晶粒直径约24μm),最大的个别孤立晶约为4.0 级,组织均匀;右上部B 部位的平均晶粒度约为7.1 级,组织均匀;左下部C 位置的平均晶粒度约为7.6 级,组织均匀;最左端D 位置的平均晶粒度约为7.7 级,最大的个别孤立晶约为4.0 级,组织均匀。

图6 取样位置示意图

图7 锻件不同部位的高倍组织
4.2 锻件残余应力测量
锻件进行残余应力测试,测试方案选择四个端面(包括左端面、右端面、内环面、外环面)进行测试,如图8 所示,每个位置周向均布测量8 点,测试结果见图9,可以看出残余应力周向分布均匀性较好。
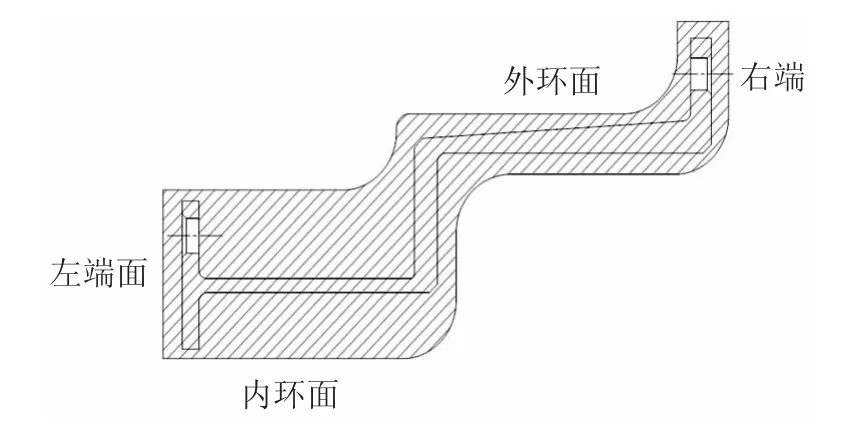
图8 锻件残余应力测试位置图
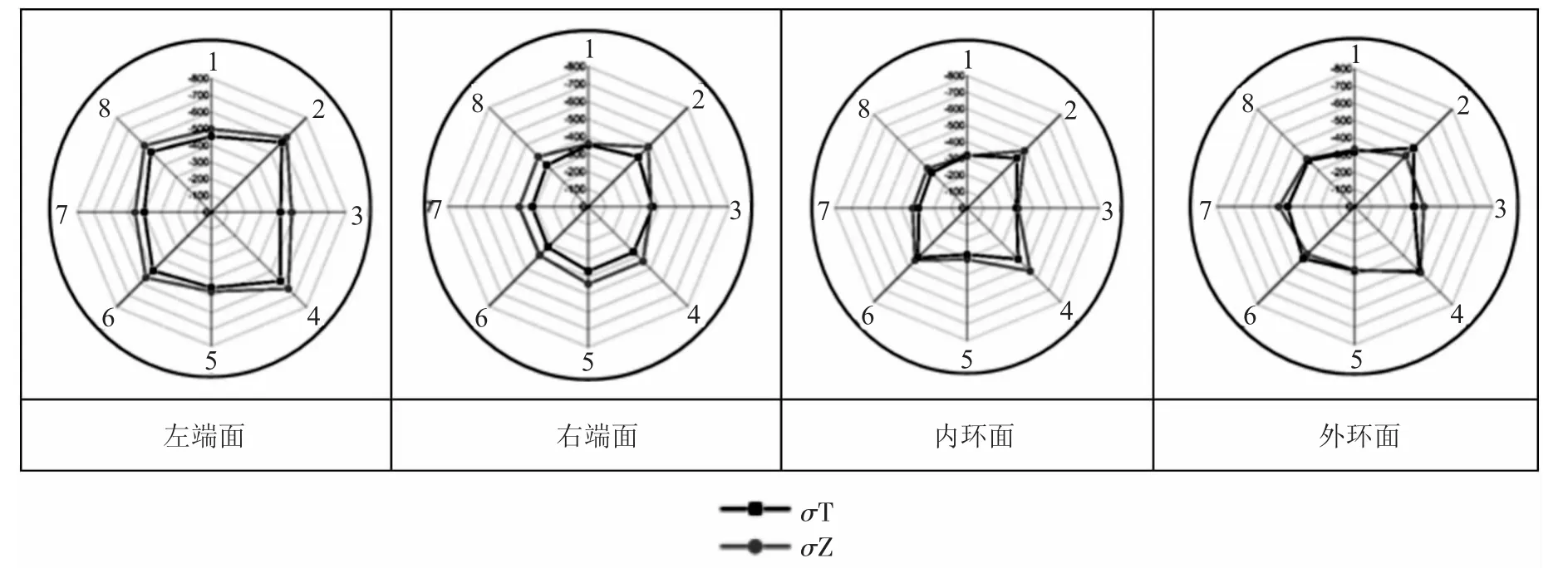
图9 锻件残余应力测试结果
5 结语
本文以某GH738 机匣锻件为例,一般采用环形锻件,分析了锻件存在的问题,针对锻件结构通过数值仿真优化锻件结构,针对锻件工艺开展试样级的改进试验研究,优化锻件工艺后制造出机匣锻件,锻件力学性能合格,对锻件的高倍组织和残余应力进行评估,锻件组织均匀性较好,具有一定的参考价值。
猜你喜欢
机械工程材料(2022年10期)2022-11-21
金属热处理(2022年7期)2022-11-16
钢铁钒钛(2022年4期)2022-09-20
铸造设备与工艺(2022年1期)2022-04-26
模具制造(2022年3期)2022-04-20
金属热处理(2022年2期)2022-03-16
轻兵器(2021年1期)2021-01-28
航空发动机(2020年3期)2020-07-24
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
