转化炉进出口管系及合成气余热锅炉局部材料失效机理及预防措施浅谈
2021-09-16 09:32张华
石油化工设备技术 2021年5期
张 华
(华陆工程科技有限责任公司,陕西 西安 710065)
蒸汽甲烷转化是利用蒸汽、甲烷在高温下催化反应生成H2、CO的工艺过程。转化炉是制H2、CO装置的重要设备。转化炉进口工艺气-预转化气(设置预转化反应器时)温度通常为560~630 ℃,组分主要为CH4、H2O、H2。转化炉出口合成气温度为830~930 ℃,组分主要为H2、CO、H2O、CH4。随着装置大型化,转化炉作为核心设备,其压力部件能够安全可靠地运行是装置稳定运行的关键。影响转化炉安全运行的因素很多,其中转化炉上集气管的残余应力释放裂纹、下集气管的高温氢腐蚀和工艺合成气余热锅炉入口管板套管及出口管箱的金属粉尘化为多发问题。
1 应力释放裂纹
1.1 破坏机理及现象
奥氏体不锈钢和镍基合金在一定的操作温度下(典型温度为500~750 ℃)工作数小时或2年后,因为应力的释放会产生裂纹。裂纹出现的场合不同,说法也不同。在制造过程中(例如焊后热处理时)出现的裂纹一般称作再加热裂纹,设备运行中出现的裂纹则称作应力释放裂纹。
材料焊接时产生的热应力或塑性变形,会使其内部不均质。当在500~750 ℃进行焊后热处理或材料在此温度下工作时,其中会有细微碳化物(例如碳化镍和碳化铬)析出【1】。这些析出的碳化物会极大地改变金属晶粒度分布,其中铬元素的析出会进一步减弱破坏金属晶界。残余应力在蠕变过程当中会不断释放,最终会释放在金属晶粒中,且集中在脆弱的金属晶界处。继而蠕变产生的空洞和细微裂纹在脆弱的晶界处出现聚集,材料因此会过早出现微裂纹断裂失效。
1.2 典型外在表现
应力释放裂纹一个典型特征性的表现就是金属沉积。在金属的晶格边界处会发现额外的Cr元素沉积,焊缝处的硬度测试结果常常会超过200 HV。
1.3 受影响的材料
很多金属材料都容易因为应力的释放而产生裂纹,例如镍基合金Alloy 617,300系列不锈钢304H、321、347H都极其敏感【2】。
1.4 关键影响因素
从材料本身来讲,主要影响因素是其化学组成和晶粒度。从制造角度来讲,任何可能使得材料内部迁移导致严重不均质的加工制造手段都是其关键制约因素。冷热成形、塑性变形、焊接时的残余应力等都会引起金属内部晶粒的迁移。从焊接角度来讲,如果先决条件(材料、敏感温度)同时具备,以下因素会加剧应力释放裂纹的出现:
1)焊缝厚度>10 mm,且焊缝越厚,越容易出现裂纹;焊缝厚度<10 mm时也并不完全排除出现的可能性。
2)焊接时,为了提高效率和节约成本而采用高焊接线能量输入。
3)局部应力增加,如根部焊道缺陷、焊缝表面不平整等焊缝缺陷都会引起应力集中。
4)焊缝返修是极为不利的因素,特别是当其他主要部件已经焊完的情况下,返修时部件的局部热膨胀不能被很好地吸收,热应力不能及时释放,会导致残余应力增加。
1.5 工程应用
目前并没有任何标准规范(例如国标GB、ASME、PED等)规定选材时需要考虑应力释放。在热处理方面也没有明确的条文规定,只有某些材料有相关稳定化处理的补充规定。
1.6 预防和减轻措施
2005年,国外某工程公司联合当地实验室模拟了该残余应力失效现象机理。实验发现奥氏体不锈钢的敏感温度为500~800 ℃,在对这些金属进行焊前和焊后3 h、~900 ℃的稳定化热处理后能有效预防应力释放裂纹的出现。高温稳定化处理使得金属中较细的晶粒凝结成较粗的颗粒,这样可以减弱作用在晶粒上的应力;如果焊后做高温固溶退火处理反而会使得所有的碳化物重新分解、细颗粒的碳化物再次沉积,从而对金属性能不利。
典型蒸汽甲烷转化炉的入口操作温度为560~630 ℃,典型选材为SS321H、SS304H 或SS347H。随着装置大型化,转化炉处理量增大,集合管的尺寸增加,管道的壁厚也相应增加,厚度增加不利于焊接应力释放,残余应力会使得管道产生微裂纹。当壁厚超过8 mm时,推荐按图1 曲线进行焊后稳定化热处理。
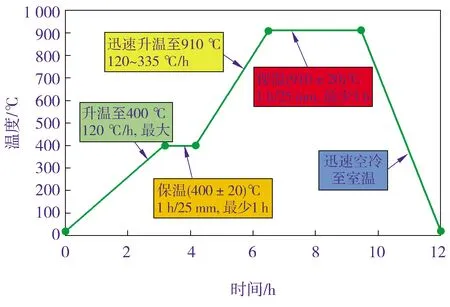
图1 稳定化热处理曲线
当现场焊缝稳定化处理难以或无法实施时,以下措施从一定程度上可以减弱焊后残余应力。
1)焊接时,采用较低的焊接能量输入,如使用小直径焊条,同时将层间温度控制在120 ℃左右。
2)采用与母材近似的焊接材料。
3)良好的焊接质量,特别是根部焊道要平整、光滑、无气泡。4层及以上焊道的需要对根部焊道进行渗透(PT)和射线(RT)检验。
4)避免焊缝返修,特别是最后完成的较厚的焊缝。如返修,应清除已有焊缝全部,而不是仅去除焊缝的部分金属后进行补焊,这将有利于避免产生较高的残余应力。
2 高温氢侵蚀
2.1 高温氢侵蚀的破坏机理及现象
当设备在高温临氢环境中运行一定时间后,其金属材料存在2类破坏机理:脱碳和微裂。工艺气中高渗透性的H2与金属中的C元素反应生成CH4会降低金属的强度,此现象为脱碳;当CH4不断生成,大量的CH4分子聚集在沿晶界处甚至晶体内,产生的聚集性内应力会使金属内部鼓泡产生微裂纹,并最终导致金属断裂、设备失效。Cr-0.5Mo高温氢腐蚀后材料硝酸浸蚀液蚀刻见图2。

图2 Cr-0.5Mo高温氢腐蚀后材料硝酸浸蚀液蚀刻【3】
2.2 高温临氢环境会影响金属材料
高温临氢环境会影响铁基材料,使铁基材料金属晶格中不断聚集H分子。几乎所有铁基材料都可能发生脱碳现象,材料的化学组成、敏感性以及是否采用了合理的热处理工艺都对其有影响。
一般来说,比起碳钢,铬钼钢因其内部稳定的碳化物结构而不易受高温氢腐蚀影响,而300系列不锈钢则对高温氢腐蚀不敏感。
2.3 高温临氢工况的关键影响因素
设计中需要考虑的高温临氢工况典型条件为:工艺气温度超过200 ℃且H分压超过0.345 MPa(绝)。
2.4 高温临氢工况的工程应用
高温临氢工况下,材料选择依据为Nelson曲线【3】(见图3)。Nelson曲线是基于自1940年以来,各装置的实际运行反馈及经验和相关的实验室数据拟合而成的,且仍在不断修正中。

图3 Nelson曲线【4】
材料的选择应考虑最恶劣的操作工况,保证材料的运行在任何可能出现的恶劣工况下都处于Nelson曲线的安全区。图4为Nelson曲线加上28 ℃温度裕量的曲线,用以判断设备是否处于高温临氢工况。

图4 Nelson曲线加上28 ℃温度裕量的曲线
2.5 出口冷壁集气管和工艺合成气余热锅炉应用相关
典型转化炉的出口冷壁集气管及工艺气余热锅炉的前管箱内工艺组成H分压为0.2~0.3 MPa(表)。依据Nelson曲线,当外壁设计温度处于215 ℃以上时,则判定其处于高温氢腐蚀工况下,材料一般会选择1Cr-0.5Mo、1.25Cr-0.5Mo 和2.25Cr-1Mo 低合金钢,并对材料的化学成分(S、P含量,J 系数)、交货状态(正火+回火)、机械性能、焊接规程和焊后热处理、无损检验等有额外的要求。
3 金属粉尘化
3.1 金属粉尘化腐蚀的破坏机理及现象
金属在450~850 ℃、富含CO气氛下出现粉尘化腐蚀,常见于转化炉出口处。这些以纯金属、金属碳化物、金属氧化物形式析出的粉状物会使材料减薄。金属粉尘化一般分为3个步骤:首先,当CO活性较高时,会与材料内还原性金属发生反应,生成C和金属氧化物;然后析出的C原子吸附到金属表层与Fe反应生成Fe3C(C+3Fe=>Fe3C),在金属表面形成薄薄一层不稳定碳化物膜【4】;最后,高温下Fe3C分解,促使石墨沉积,游离的C原子进一步渗透到金属表面,直至前表层达到饱和。另外还有其他的粉尘化机理尚未清楚。CO的含量并不是判别是否会出现金属粉尘化的唯一因素。原子动力学定义了粉尘化温度下限的指标,而碳活性(即边界温度)则是其温度上限的指标。
金属中的Cr、Al元素在金属表面形成的一层保护性氧化物可以在一定程度上抵御金属粉尘化腐蚀。但据目前所知,高镍合金并不完全对金属粉尘化腐蚀免疫,因为任何保护层的缺陷都会导致富CO气体分子侵入到金属内部还原Fe、Ni的碳化物,从而造成碳沉积。
CO和H2边界温度是表征金属粉尘化现象减弱或可以认定停止的一个温度参数。在这个温度下,化学反应2 CO<=>C+CO2达到平衡,边界温度取决于工艺气的组成及操作压力。不同材料金属粉尘化腐蚀最严重的温度区域不同,一般在500 ℃至边界温度之间。根据相关文献和实践经验,620 ℃是典型的粉尘化腐蚀最严重的温度点。金属粉尘化出现的早期特征是受影响的区域出现碳化层,另一个特征是金属表层下面会有大量的碳化物沉积【5】,这点可以通过受侵蚀金属切割面的微观金相分析发现。图5为金属粉尘化的典型现象。

图5 金属粉尘化典型现象
3.2 金属粉尘腐蚀对材料的影响
在特定的温度和CO分压下,炼化企业常用金属从碳钢到低合金铬钼钢、不锈钢,甚至一些镍基高合金金属,几乎都不能避免发生金属粉尘化腐蚀。
3.3 金属粉尘腐蚀的关键影响因素
富含CO和H2的合成气相关金属粉尘化腐蚀的关键影响因素有:工艺气温度区间、组成(高H2分压和高CO分压)和金属材料本身的化学成分。
3.4 抑制金属粉尘腐蚀措施
最有效的预防金属粉尘化腐蚀出现的方式是使金属的工作温度避开典型粉尘化温度区间,否则就需要选用高耐粉尘化的高合金金属。含有微量Al、Si、Y等合金元素的高铬镍合金相对来说具有较好的抗粉尘化性能。例如Alloy 690、Alloy 602CA(6025HT)、Alloy 693。选材时还要考虑材料本身的机械性能,如焊接、弯卷及高温性能等。
其他可以很好地抑制金属粉尘化的手段之一就是在金属表面加镀层。现有应用比较成熟的工业手段为表面镀铝,即高温环境下在金属表面形成一层均匀的铝膜。另外也有一种新型低温液态镀铝的手段,但现在仍不成熟,没有得到广泛应用。
针对金属粉尘化现象选取合适的材料需要综合考虑诸多因素,不可一概而论。
3.5 转化炉相关应用预防
蒸汽甲烷转化合成气富含H2、CO和部分残余CH4,具有高碳活性。典型粉尘化温度区域为415~850 ℃。金属表面和内部发生的碳沉积、金属化合物析出材料表面可能导致局部出现凹陷或材料厚度均匀减薄,直至不能满足强度要求。转化炉出口冷壁集气管热电偶套管、合成气余热锅炉的出口管箱等处因为存在温度的渐变或介质的混合,金属粉尘化温度区间难以避免。合成气余热锅炉入口处管板套管,设计时如不能有效隔绝工艺合成气,则该部位也常常是粉尘化腐蚀严重区域。
常见的手段则是在材料选择时采用具有抗粉尘化腐蚀的合金,例如Alloy 690、Alloy 602CA(6025HT),必要时材料加镀铝层。另外在冷、热介质混合的区域可以进行CFD模拟,使其尽量迅速混合,从而使临近金属内表面处的介质温度避开粉尘化温度区间。
4 结语
作为蒸汽甲烷转化制H2和CO的核心设备,转化炉和工艺合成气余热锅炉受压件的合理选材和加工制造尤为重要,是整个装置可靠运行的关键。转化炉进出口管系及工艺合成气余热锅炉的合理选材、焊接、热处理、无损检测是其不可忽视的关键影响因素。入口集气管材料一般为SS304H、SS347H,合理的焊后热处理可以极大地减轻其残余应力裂纹的出现;出口冷壁集气管在依据API 941选材的基础上,采用合理的加工、焊接、焊后热处理、无损检测手段,可以保证其在正常工况下安全可靠运行;工艺合成气余热锅炉在金属粉尘化可能出现的区域常规采用Alloy 6025HT、在粉尘化严重的部位采取镀Al膜的方式也可以有效减轻其腐蚀。以上方法在运行装置的工程实践中被证明是安全、可靠、经济的。
猜你喜欢
分子催化(2022年1期)2022-11-02
劳动保护(2022年1期)2022-03-09
防爆电机(2021年6期)2022-01-17
军民两用技术与产品(2021年8期)2021-11-24
环境卫生工程(2021年2期)2021-06-09
昆钢科技(2020年5期)2021-01-04
模具制造(2019年10期)2020-01-06
石油炼制与化工(2020年12期)2020-01-04
煤化工(2019年5期)2019-11-29
模具制造(2019年7期)2019-09-25