
基于机器视觉的机器人智能制造实践应用研究
2021-09-17 04:07王朴
中国设备工程 2021年17期
王朴
(北京奔驰汽车有限公司,北京 100176)
智能制造技术的实现离开不了以下基础技术的成熟发展:1.高度的可靠性、精度、灵敏度和环境适应性等特征的传感器技术,用于稳定的获取和处理信号;2.专项的精密制造工艺技术,比如激光焊、自动涂胶、IMPACT 射钉铆、螺柱焊等先进性的车身制造技术,用于将冲压件拼接成完整的白车身;3.故障诊断和设备健康维护技术,比如设备信号的自动处理与手动控制、标准的报错信息列表显示、预防性和修正性维护计划控制技术等,用于维持自动化生产线的稳定运行;4.高速高可靠性的实时通信技术,比如Profinet、ethernet、erthercat 等网络技术标准,用于实现各种设备仪器的高效通讯;5.高精度、高灵敏度的在线检测技术,比如ISRA、Perceptron、BESTFIT、SME、SMA、Calipri 等,用于检测工艺质量或增强工艺质量;6.统一的技术标准平台,比如integra,integra 目前已经发展到了Integra 6,Integra 来自各个技术提供商,OEM,最终用户和系统集成商等的支持,这是各项技术设备可以实现对话的基础,也是实现自动控制和人为干预的前提;7.嵌入式技术是各种专项制造技术的核心,实现了特定工作内容的自动控制,并且在功耗、可靠性、稳定性、实时性方面优点显著;8.功能验证与仿真技术,比如Delmia、Catia、UG、Altium Designer、Multisim、Proteus 等,可以实现软硬件功能验证与安全测试,以及制造工艺的运行仿真;9.生产运营监控技术,比如奔驰的iprotal、scalis 平台,不仅可以实时显示生产运营各项指标,还能够定制可以自动生成的运营报告。智能制造技术在一定程度上反映了国家科技综合水平和企业的制造水平,由于涉及技术种类繁多,在设计和应用上可以通过技术优化手段将各项指标进一步改进,比如设备停机风险、工艺质量风险、生产节拍等。本文以四门两盖车身装配线为例,详细分析了机器视觉智能制造技术实现路径,并通过技术分析,重点阐述了如何突破安装精度设计和节拍提升设计这两大关键点,保证质量与产量并行发展。
1 四门两盖车身装配工艺和技术介绍
在MRA1 装焊车间206 项目Z3 线,用于将左右前门、左右后门、机盖、翼子板、后备厢装配到白车身主体上,除少量工位需要人工补充工件物料外,基本上实现98%的自动化率。其主要工艺流程是:识别白车身车型→安装后备箱→安装左右后门→安装左右前门→安装翼子板→安装机盖。其中安装工件流程为:白车身进入工位1→BESTFIT 检测尺寸数据(间隙、平顺度、距离和轮廓)→BESTFIT 计算出偏移值传输给KUKA 机器人→机器人抓取工件到车身→机器人携带BOSCH 拧紧工具到达拧紧位置→拧紧工艺→BSETFIT检测安装工件后的尺寸数据→机器人回到HOME 位→白车身进入下一工位。其技术实现路径图如图1。
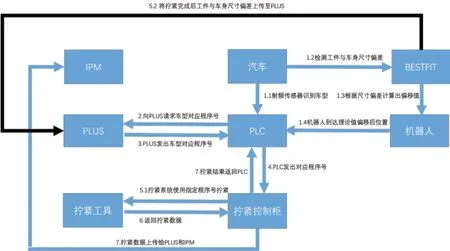
图1 装配工艺技术实现路径
一般工艺中,四门两盖装配需要装调工根据车身来件的实际状态对X、Y、Z 方向进行装调,所有调整到位后按照工艺顺序进行螺栓固定。这种传统的装调方法可以根据零件间的实时状态进行调整,由于调整需要时间,这种工艺并不适合高线速的生产情况。另外,手工调整人为干扰因素较多,工艺稳定性及工艺可控能力较差。正是在这一背景下,也是在传感器数据采集及数据分析能力大幅提升的前提下,当代汽车行业广泛使用BESTFIT 技术:通过机器人携带多种传感器对白车身测量,拟合计算出基于每辆车的最佳安装位置度和姿态,匹配完成四门两盖的安装。
2 机器视觉核心技术——BESTFIT 在线检测技术
2.1 BESTFIT 系统工作原理
BESTFIT 在线检测是整个装配工艺的核心,是实现机器视觉的重要技术方式,影响到车身覆盖件装配到车身主体是否完全匹配。 BESTFIT 在线检测有三种传感器:线扫描激光传感器、点传感器和照相机,其测量原理为:
(1)线扫描激光传感器:其光源为线光源,用于测量整条线上的一些特征信息。通常平面上沿着线激光的方向叫作X轴,垂直于线激光方向叫做Y 轴,而垂直于传感器镜头方向叫做Z 轴,Z 轴一般反馈的是高度信息。传感器扫出一条线打到一个平面上,沿着线方向的信息,比如边缘、宽度、间隙这些X 轴方向的值传感器可以测出来,如果检测到某个位置高度发生了突变,且变化范围超过某个值,可以判断你检测到的是个边缘,同样如果测到两个边缘,那这两个边缘之间的距离就是宽度值信息。另外,X 轴方向的精度是由传感器一条线上所包含的测量点数量决定的,测量点越多,传感器X 轴方向的精度就越高。如果应用于检测车门2D 平面,可以检测出间隙和平顺度,单头传感器精确度0.5mm,双头传感器精确度0.01mm。
(2)点传感器:工作时,先由激光二极管对准目标发射激光脉冲。经目标反射后激光向各方向散射。部分散射光返回到传感器接收器,被光学系统接收后成像到雪崩光电二极管上。雪崩光电二极管是一种p-n 结型的光检测二极管,其中利用了载流子的雪崩倍增效应来放大光电信号以提高检测的灵敏度。其基本结构常常采用容易产生雪崩倍增效应的Read 二极管结构(即N+PIP+型结构,P+一面接收光),工作时加较大的反向偏压,使得其达到雪崩倍增状态;它的光吸收区与倍增区基本一致(是存在有高电场的P 区和I 区),因此它能检测极其微弱的光信号,记录并处理从光脉冲发出到返回被接收所经历的时间,即可测定目标距离。激光传感器必须极其精确地测定传输时间,因为光速太快。点传感器应用于检测距离数据,精确度为0.01mm。
(3)照相机:采用IDS 的CMOS 工业照相机,将光敏元阵列、图像信号放大器、信号读取电路、模数转换电路、图像信号处理器及控制器集成在一块芯片上,还具有局部像素的编程随机访问的优点,该相机良好的集成性、低功耗、高速传输和宽动态范围等特点适合在高分辨率和高线速场合的四门两盖车身生产。工业相机光敏因子精度0.02mm,应用于识别车身2D 平面定位孔位置,从而识别出偏差。
通过多传感器融合技术,实现固定测点批量测量关键车身尺寸数据,融合成3D 立体数据,将实时尺寸数据与标准尺寸数据进行对比,获取空间数据偏差,并通过算法计算与坐标系转换,使得机器人到达适合目标车身的理想工艺位置,实现车身连接工艺,即BESTFIT 的中文直译——最佳匹配,比如可实现对拧紧工艺位置和拧紧深度位置的精确计算。在拧紧工艺结束后再次测量,如果10 次测量数据标准差超过公差会自动报警,这是质量保证的重要一环。
2.2 BESTFIT 数据安装精度技术设计
为了避免安装精度的数据失真,提高拟合值的受信程度,须进行相关技术设计:1.MASTERCA 标定和机器人零点标定:将尺寸标准的白车身进行三坐标测量,示教机器人轨迹使得传感器对准测量点,调整传感器安装位置。由于生产中的环境影响因素(温度,湿度,光线)、来件批次、工装卡具磨损等因素的影响,车身尺寸可能会有一些变化,此外,零点标定过的机器人测量轨迹位置也可能已经偏离标定之初的实际位置。因此须定期做MASTER CAR 标定和机器人零点标定。由于此项工作耗时较长,在车身及测量系统稳定的情况下,视生产情况季度或半年度做一次,如果测量系统出现问题,比如机器人碰撞,则需要立即做MASTER CAR 标定和机器人零点标定;2.Sensor check:作为上述措施的补充,生产过程中应定期通过Sensor tree 做Sensor check 校验传感器位置精度(根据产量或时间设定校准次数)。如若Sensor check 没有通过,需要停线对传感器及轨迹进行重新校准,或进行专业的传感器清洁;3.Training 位置获取:Training位置是测量位之前的准备位置,同样是由三坐标车调校而来,环境影响因素也会发生变化,所以也需要定期做Training示教;4.取测量平均值:BESTFIT 测量超出公差设置会自动报警,这时需要人为对此点测量结果进行验证,如果车身没有问题,则采用平均值以保证生产;5.滑橇定位设计:206通过滑橇传车,滑橇定位会直接影响测量准确性。
3 生产节拍提升设计
3.1 参数设置标准化
经过大量测量数据分析,得出以下参数经验值设置会在保证测量精度的前提下最大限度提高节拍:
传感器延迟(sensor delay),这个参数是防止机器人刚到位置就进行测量,此时机器人的抖动对检测结果有影响,设置参数过大会影响节拍,过小机器人抖动仍有影响,经验值为500ms。
循环次数(Num. of Cycles),此设置是当一次检测不合格之后重新进行的次数,重复次数超过设定次数并且都是不合格的时候会调用历史数值。因此若循环值设置过大会导致在不合格的时候多次重复测量,从而影响节拍,经验值为3。超过三次,检查原因或者取平均值。
Training 质量(Quality)越好,机器人越能在最快时间从Training 位到达测量位,所以一般将Training 质量做到接近极限值1 最好。
补偿值(offset),如果车身数据有批量波动,在临时生产情况下,需要根据工装参数设置某一方向补偿值,用来适应本批次车身。
拍摄次数(samples)会对节拍有影响,因为最终结果是计算平均值,因此拍摄次数越多,采样数据越准确,越接近车身真实数值,但是会导致节拍时间增加,一般经验值取10。
检测时长(control timeout)用于设置测点检测时长,超过检测时长认为车身数据不合格,一般经验值取10。
3.2 紧凑的工艺路线
在全线机器人参与工艺制造的条件下,一般会在PLC 侧将工艺路线的GRAPH 设计的比较紧凑,比如为了节省抓件时间,设置预抓件操作,即在当前工位工艺正在进行时,另一时序中的机器人提前抓件并在准备位等待,或者在机器人编程时,尽量使用运行速度快的编程方式;另一种方式是在进行机器人运动轨迹规划时,通过调整运动轨迹平滑参数,在两条直线路径中采用圆弧过渡算法,从而节省轨迹长度。
3.3 工装夹具和来件质量稳定性
机器视觉的检测效率不仅取决于本身的稳定,工装夹具和来件质量的稳定性同样至关重要。一般来讲,工装夹具方面考虑的主要是运送车身的滑橇,而滑橇定位取决于定位孔,车身定位孔与工位定位销有无剐蹭,定位孔有无磨损,为了减少这些影响,需要定期对工装位置进行调校;来件质量稳定性主要是冲压件尺寸稳定性、冲压件外观整洁性和车身连接工艺质量稳定性,尺寸数据和车身连接工艺质量需要PERCEPTRON 来检测确保,冲压件外观整洁性主要看是否有油污等污染。
4 结语
机器视觉是非接触测量,可以检测到人眼无法感受到的红外和微弱的光,并且在长时间稳定运行,保证检测精度和重复精度双指标良好。机器视觉运行质量良好的前提是整体系统的机械稳定性,尽可能小的减轻机器人本体抖动且保证检测目标的位置标准化。在四门两盖装配线引入机器视觉,实时检测工装数据并与机器人通讯,完成了过程控制连接工艺可靠性和车身尺寸的稳定性,实现了智能校正和质检合一,确保了白车身产品交付质量,促进质量与产量并行发展。
猜你喜欢
世界汽车(2022年11期)2023-01-17
纺织科学研究(2021年1期)2021-12-03
电子制作(2019年22期)2020-01-14
传媒评论(2019年5期)2019-08-30
时代英语·高一(2019年1期)2019-03-13
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07
汽车维修与保养(2015年7期)2015-04-17
汽车维护与修理(2015年6期)2015-02-28
