
轻卡前面罩CAS面冲压成形分析及优化
2021-10-20 06:26王乐勇陈鹏程孙伯乐
模具制造 2021年8期
王乐勇,陈鹏程,孙伯乐,赵 博
(潍柴动力股份有限公司,上海 201114)
1 引言
在车身设计阶段,对冲压件进行计算机成形模拟仿真,根据仿真结果,判断外板的冲压工艺可行性,对外板提出优化建议。成形模拟仿真分析目前在解决外板冲压开裂、起皱等问题上应用广泛。本文介绍了成形模拟仿真分析,在陕汽轻卡某车型前面罩外板冲压成形分析及外板优化上的应用。
2 外板分析及拉伸模型的建立
前面罩CAS 面数据如图1 所示,材料初定DC04,板厚为0.8mm。由于规划模具按50万台份开发,初定冲压工艺流程为3 道工序:拉伸→修边冲孔→翻边。工艺补充面,如图2所示。
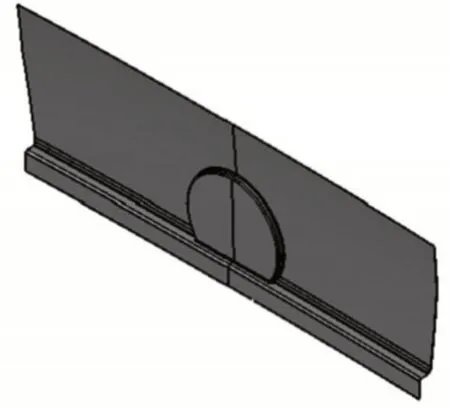
图1 前面罩CAS面数据

图2 工艺补充面
3 拉伸工艺参数设置
料片长方形料,尺寸为1,350×510mm,料片在压边圈上布置如图3 所示。拉伸深度为31mm,压边圈行程35mm,如图4 所示。压边力设定为1,200kN,摩擦系数设定为0.15。

图3 料片在压边圈上布置
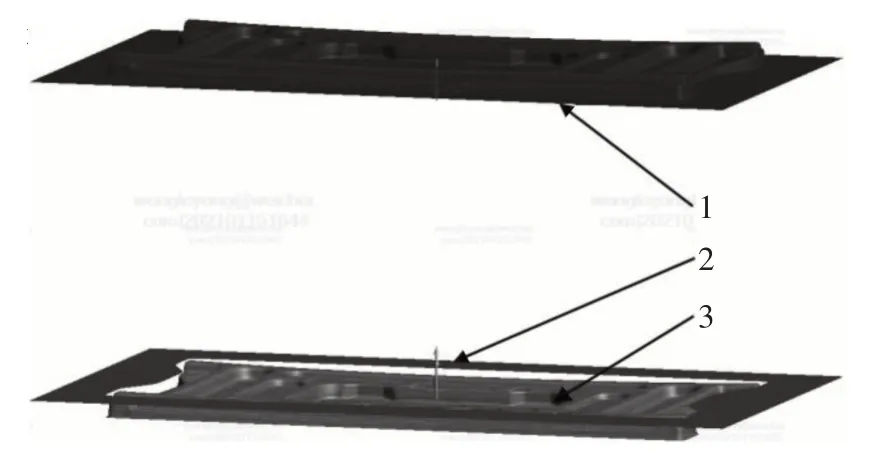
图4 压边圈行程设置
4 拉伸成形模拟分析及外板优化
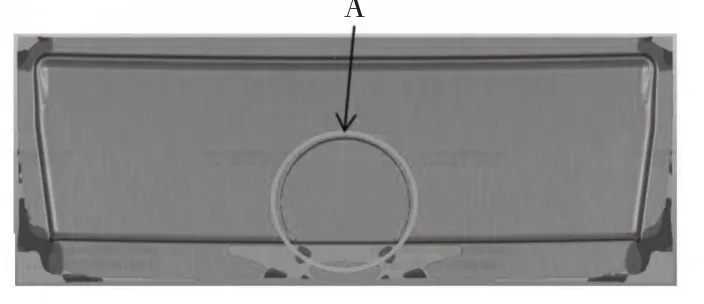
图5 拉伸模拟分析结果
A处标志牌沉台侧壁开裂(见图6)。开裂原因分析如图7左图所示,标志牌沉台凸模圆角半径R1、凹模圆角半径R2、面罩的凸模圆角R3都是3mm,且标志台沉台的拔模角只有5°,造成拉伸时圆角半径过小,造成材料流入困难引起的拉裂。由于前面罩的料厚为0.8mm,拉伸凸模圆角半径要大于6mm,因此将凸模圆角半径R3加大到7mm。同车身设计人员研究沉台侧壁的拔模角可加大到20°,沉台的凸模圆角半径R1可加大到5mm,凹模圆角半径R2可加大到7mm。同时发现沉台下部可适度抬起4mm,使成形过渡平缓避免尖点处开裂。具体修改建议如图7右图所示。
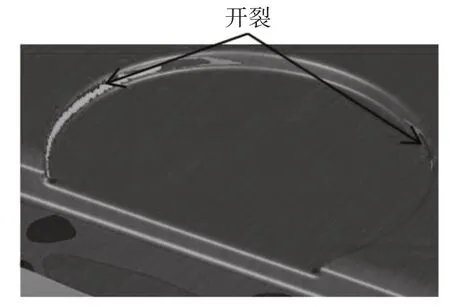
图6 A处缺欠
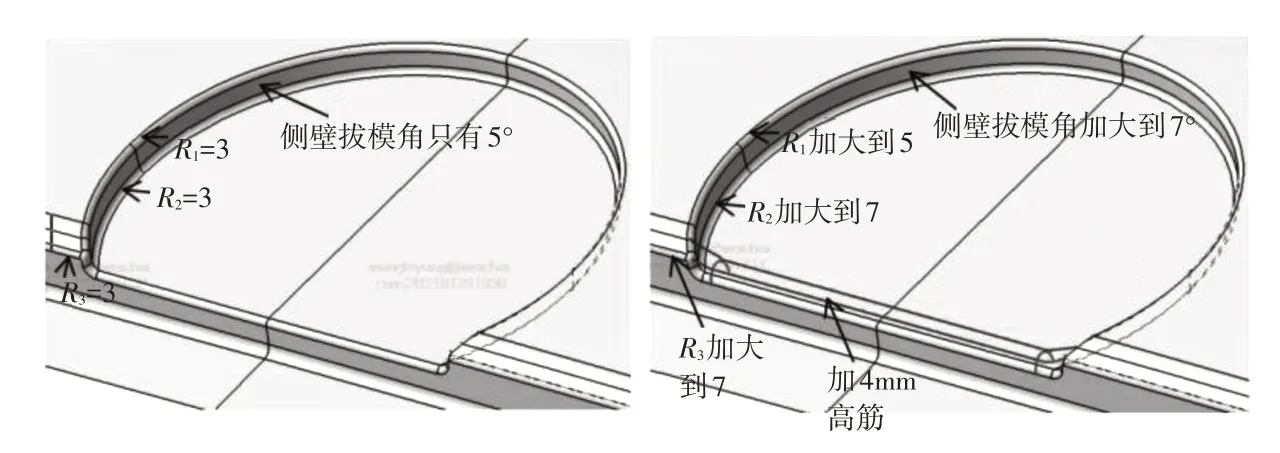
图7 A处原因分析及修改建议
经过几轮外板优化,最终的外板如图8 所示。沉台侧壁的拔模角加大到20°,凸模圆角半径R3加大到7mm,沉台的凸模圆角半径R1加大到5mm,凹模圆角半径R2加大到7mm 拉伸分析结果,沉台下部隆起4mm 高的筋。拉伸模拟分析结果如图9 所示。拉伸开裂已将解决。
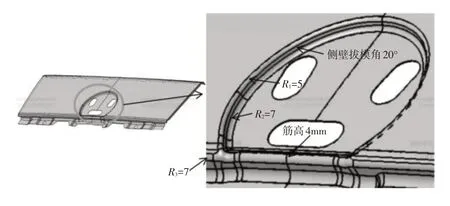
图8 最终外板

图9 最终外板分析结果
5 总结
通过前面罩CAS面的冲压成形分析及优化,总结如下:①拉伸模凸模圆角半径要大于6mm;②在车身覆盖件的设计添加沉台时,要注意成形性,沉台的圆角半径及侧壁拔模角要尽可能加大,同时注意型面过渡要平缓,避免急剧变化造成开裂。
通过有限元软件进行冲压成形模拟分析,可以早期发现制件缺欠,及时优化制件结构,可缩短工装调试周期,降低工装开发风险和成本。
猜你喜欢
模具工业(2022年5期)2022-05-27
模具制造(2022年1期)2022-02-23
时代汽车(2021年24期)2021-12-30
山东科技大学学报(自然科学版)(2021年2期)2021-04-10
汽车实用技术(2020年9期)2020-06-03
东北大学学报(自然科学版)(2020年2期)2020-02-27
山东工业技术(2018年3期)2018-11-30
中国科技纵横(2016年19期)2016-11-19
汽车实用技术(2016年8期)2016-09-19
锻造与冲压(2014年14期)2014-10-10
