HXN5B调机车架起吊梁制作质量控制
2021-10-25 17:20陈士恩赵云飞陈洁
科学与财富 2021年25期
陈士恩 赵云飞 陈洁

摘 要:针对调机起吊梁的结构特点及工艺要求,详述该部件的制作过程,通过对来料状态、组装过程、焊接过程、调修过程控制,最终确保产品质量符合圖纸和工艺要求。
关键词:起吊梁;结构特点;工艺要求;产品质量
0 概述
车架起吊梁(以下简称起吊梁)是机车车底架的重要零部件之一,在车架端部组装时起吊梁与箱型梁对接,是车架上的主要受力件。主要由起吊板装配和起吊梁上下盖板组焊件两部分组成。其对焊缝、平面度以及接口处尺寸要求高。
1.起吊板装配质量控制:
从图1上可以看出下垫板平面度图纸要求0.5,按照工艺要求:组焊顺序是:立板、撑板、下垫板组焊、调修——下垫板加工——底板、吊车座、小立板组焊——吊车座、下垫板组焊。下垫板调修后平面度应控制在1.5,吊车座、下垫板、小立板的交接位置避免起弧、收弧,拐角位置应包角。
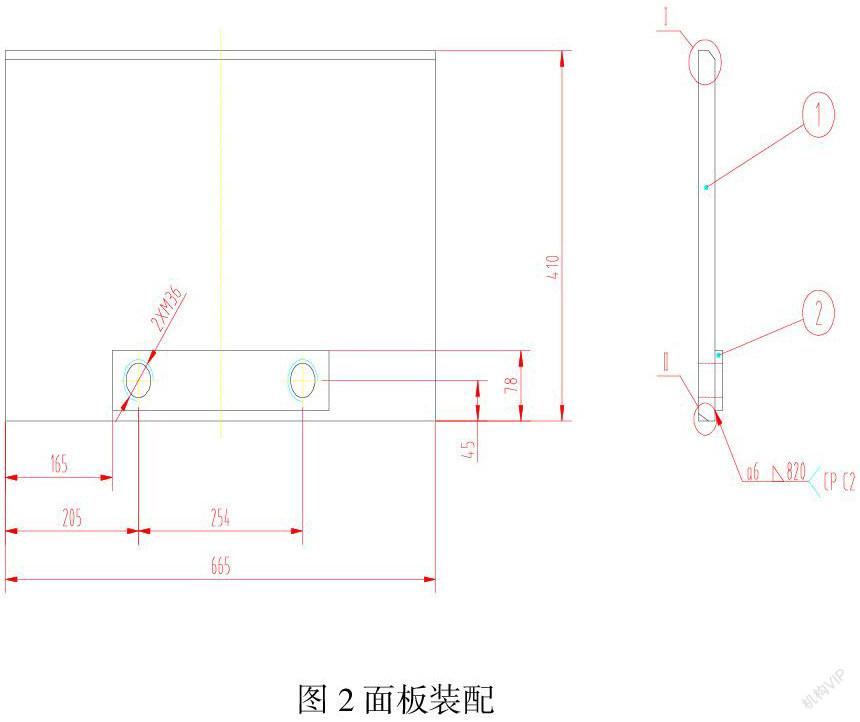
2.面板装配上M36螺纹定位尺寸控制:
补板和面板组焊,组焊后严格检查尺寸。先加工M36螺纹孔后与立板组焊,一方面M36螺纹孔中心线可能与起吊梁中心线偏差,另一方面M36螺纹孔可能会受到周边焊接的影响,螺纹孔发生变形,综合考虑,M36螺纹孔在整个起吊梁组焊后,整体划线、加工,见图2.
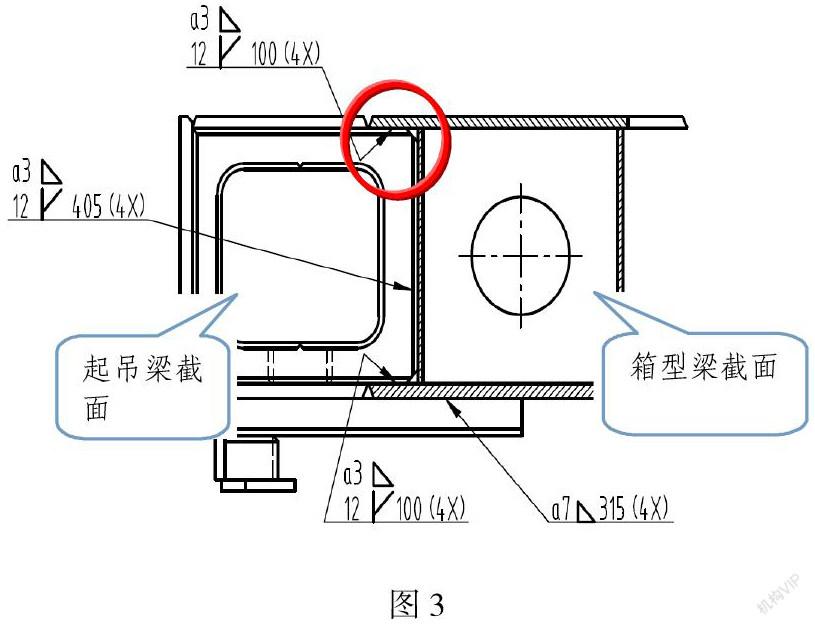
3.立板接口处尺寸控制:
起吊梁与箱型梁拼接属于嵌入式结构拼接,起吊梁与箱型梁接口处设计无公差要求,但在实际生产过程中,接口处箱型梁盖板由于角焊缝发生变形,起吊梁立板由于组装、焊接变形原因导致起吊梁中心不能与箱型梁中心完全重合。所以组装时需要现配、现割立板接口处(按负公差),确保起吊梁顺利嵌入,起吊梁盖板与箱型梁盖板对接位置组装间隙均匀,见图3。
4.焊缝质量控制:
起吊梁选用的母材是Q420E、Q460E,选用的焊材是TWE711Ni、TWE811Ni2,焊接时确保Q420E与Q420E、Q420E与Q460E用焊丝TWE711Ni,Q460E与Q460E焊接选用TWE811Ni2焊接后焊缝按要求打磨平滑,吊车座的位置按要求打磨平滑,避免起吊时直角切口处损伤钢丝绳,见图4。
5.总结
HXN5B调机车架起吊梁是车架主梁的重要组成部分,在车架端部组装时起吊梁与箱型梁对接,是车架上的主要受力件。熟知图纸、工艺流程及技术要求,严格控制各个工序阶段产品质量,最终才能确保起吊梁的产品质量。
作者简介:
陈士恩(1991.03.01)男,湖北武汉人,本科,冷作钣金工高级技师,主要从事内燃机机车钢结构部分产品组装工作。
猜你喜欢
中国眼镜科技杂志(2019年9期)2019-11-11
劳动保护(2019年7期)2019-08-27
质量技术监督研究(2018年1期)2018-03-26
企业导报(2016年20期)2016-11-05
新农业(2016年20期)2016-08-16
科技视界(2016年10期)2016-04-26
工业设计(2016年8期)2016-04-16
科技视界(2016年1期)2016-03-30
现代盐化工(2015年1期)2015-02-06