
防止橡胶金属复合件开胶的镀锌新工艺
2021-12-01 01:15李斌邓建青周同理
电镀与涂饰 2021年21期
李斌,邓建青,周同理
(株洲时代新材料科技股份有限公司,湖南 株洲 412000)
镀锌是目前广泛运用且行之有效的防腐方式,多数形状复杂的小尺寸橡胶金属复合制品都是通过电镀锌来防腐的。橡胶金属复合制品的常规镀锌工艺是将铁件和橡胶硫化粘合后整体进行脱脂、除锈、电镀锌、出光、钝化和后处理(如封闭)。采用该工艺时经常出现橡胶和金属粘合不牢的现象,导致大量产品报废。本文介绍了一种橡胶金属复合件镀锌的新工艺,以供同行参考。
1 橡胶金属复合制品镀锌新工艺
新工艺流程如图1所示,图中虚线部分根据实际需要选择是否进行,不需要则直接进入下一道工序。先对铁件电镀锌(出光、但不钝化),与橡胶硫化粘合后进行表面处理(中性脱脂)、清洗、出光、钝化、后续处理。该工艺的电镀锌在硫化粘合之前进行,既可避免长时间电镀导致粘合不牢,又可按需选择对铁件进行除氢,进而满足高强度负荷产品的要求。

图1 新镀锌工艺流程Figure 1 Flowchart of the novel zinc electroplating process
1.1 镀锌
铁件镀锌是关键工序之一,镀锌层应呈均匀光亮的银白色(见图2),厚度应在工艺要求的中上限,并且结合力良好(采用热震法检测,220 °C下保温30 min后立即放入10~25 °C水中,要求锌层无起泡、脱落、开裂等异常),以防后续除氢或硫化过程中出现起泡、脱落等异常(见图3)。

图2 正常镀锌产品Figure 2 Qualified zinc-electroplated products

图3 镀锌产品在除氢或硫化时出现起泡和脱落现象Figure 3 Blistering and peeling of a zinc-electroplated product during hydrogen removal or vulcanization
1.2 除氢
对镀锌铁件除氢可以检验镀锌层的结合力,更重要的是消除氢脆,进而满足高承载强度产品的要求。 由于橡胶不能经受长时间的高温烘烤,因此镀锌铁件除氢必须在硫化前进行。显然,橡胶金属复合件的常规镀锌工艺不适用于制备高承载强度产品。
1.3 硫化前处理
镀锌铁件硫化前处理的目的是获得具有一定粗糙度的清洁表面,以增强橡胶与金属之间的粘合强度。硫化前无需脱脂,直接喷砂,喷砂时应保护好非涂胶部位的锌层,并控制好边缘涂胶,避免胶粘剂在锌层上残留。总之,硫化前处理过程中需尽量减少对锌层的损坏,以及避免杂物在锌层上的残留。
1.4 硫化
按正常工艺硫化,注意避免装模、出模及搬运过程划伤锌层,并防止油污等残留在锌层表面(见图4)。
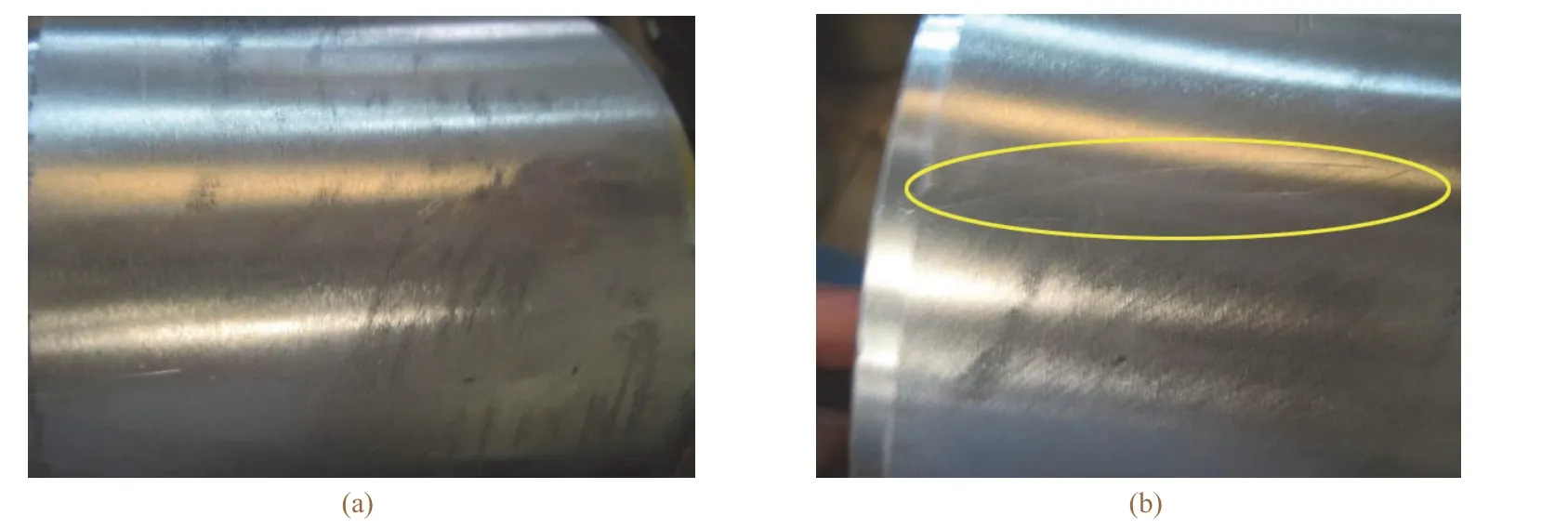
图4 硫化后的正常产品(a)和划伤了的产品(b)Figure 4 Surface states of the qualified product (a) and the scratched product (b) after vulcanization
1.5 锌层表面处理
硫化后锌层表面会发生氧化,并且难免会有杂质残留,必须将氧化膜和杂质除去,以保证后续钝化的效果。油污等用中性除油剂超声处理5 min左右可除去,残留的胶粘剂可用400号砂纸轻轻打磨掉,氧化膜用3%~5%(质量分数)硝酸浸泡5~10 s即可除去。待锌层表面处理完毕,若锌层完好无损,则可按正常工艺直接进行水洗、钝化等后续操作;若锌层损坏较严重,则应整体镀锌以修补破损处的锌层。
1.6 锌层修补
对于锌层损坏较严重的工件或胶粘剂残留面积过大的工件,为保证破损处锌层的防腐能力,在锌层表面处理后需整体镀锌一定时间,以保证破损处的锌层厚度达到5 μm左右。修补锌层后按正常工艺进行水洗、出光、钝化等后续处理。
1.7 其他后处理工序
其他后处理工序(如封闭)可按各自的工艺正常操作,镀锌工艺的后处理一般只影响外观,不会导致产品粘合不牢。
2 常见问题及其处理
2.1 锌层修补
锌层修补的目的是保证锌层破损处恢复一定的防腐能力。先按照1.5节对锌层进行表面处理,再整体短时间(10~20 min)镀锌,宜采用对橡胶金属粘合影响较小的酸性镀锌工艺。对于锌层破损面积大于5%的工件,建议退除锌层后重新整体镀锌。
2.2 残留胶粘剂的去除
锌层表面残留胶粘剂并不影响防腐效果,如果对外观要求不严格,可不处理;若对外观要求严格,则应采用400号或更细的砂纸轻轻打磨掉,又或用棉布抛光轮除去。
2.3 锌层起泡等异常硫化产品的处理
对于硫化后锌层起泡、开裂等异常的产品,应彻底褪除锌层后重新镀锌。要尽量采用机械打磨或机械抛光的方式代替酸洗褪锌,并宜采用对橡胶金属粘合影响较小的酸性镀锌工艺。
3 新工艺所制产品的防腐性能
新工艺已经大批量应用于实际生产中,图5是其外观。新工艺所制镀锌层的防腐性能与常规工艺相当,如图6所示,中性盐雾试验72 h后产品表面出现黑斑,黑斑的腐蚀面积分数约为0.1%,144 h后黑斑腐蚀面积分数也仅为0.4%。

图5 新工艺产品外观Figure 5 Appearance of the products electroplated with zinc by the novel process

图6 新工艺所制镀锌产品在中性盐雾试验不同时间后的表面状态Figure 6 Surface states of the products electroplated with zinc by the novel process after neutral salt spray test for different time
4 结语
本工艺将镀锌工序调整到硫化前,从根本上避免了橡胶金属硫化粘合后整体镀锌出现粘合不牢的风险,同时保证了产品镀锌层的外观和防腐性能。
猜你喜欢
表面工程与再制造(2022年1期)2022-05-25
化工管理(2021年7期)2021-05-13
表面工程与再制造(2019年3期)2019-09-18
世界农药(2019年3期)2019-09-10
现代园艺(2018年2期)2018-03-15
电镀与环保(2016年3期)2017-01-20
现代冶金(2016年6期)2016-02-28
电镀与环保(2015年6期)2015-03-11
装备环境工程(2015年4期)2015-02-28
中国药业(2014年17期)2014-05-26
