奥氏体不锈钢06Cr18Ni11Ti的锯切试验研究*
2021-12-03 05:56王靳南梁汝囡
机械研究与应用 2021年5期
陈 权,王靳南,梁汝囡,王 权
(1.武汉海王新能源工程技术有限公司,湖北 武汉 430064; 2.中国核电工程有限公司,北京 100840)
0 引 言
奥氏体不锈钢06Cr18Ni11Ti钢是在Cr-Ni不锈钢中添加稳定元素Ti以提高其抗晶间腐蚀能力,因其具有良好的高低温力学性能、耐腐蚀性和焊接工艺性能,在后处理工厂得到大量使用。在放射性废物处理或核设施退役阶段,为了满足废物最小化的原则,通常需要将设备或部件进行切割解体,以按照不同放射性水平进行废物分类处理[1],该切割解体过程通常涉及到奥氏体不锈钢06Cr18Ni11Ti的锯切。
奥氏体不锈钢切削加工时存在加工硬化严重、切削力大、切削温度高、刀具易磨损等特点,属于难切削材料,其相对切削加工性约0.3~0.5,相同切削条件下06Cr18Ni11Ti的单位切削力比45#钢大25%以上[2]。为探索奥氏体不锈钢06Cr18Ni11Ti锯切时的切削力影响因素及规律,根据金属材料锯切的理论分析,设计了锯切的正交试验方案,结合试验结果研究了各切削参数对单齿平均锯切力的显著性影响,并利用线性回归建立锯切力的经验模型。
1 锯切力影响因素分析
根据文献[3]、[4],金属材料被锯切时的单位体积锯切变形功除了和材料本身的材质特性、刀具前角及切入角度有关外,还与锯切线速度、进锯速度等切削参数有关。
被切金属单位体积锯切变形功[3]:
(1)
由公式(1)可知,金属材料被锯切时的单位体积锯切变形功与锯切线速度v、进锯速度u、齿间距t成正比。
即a∝vx(ut)y
(2)
单齿平均锯切力F[4]:
(3)
对齿间距t、总齿数z、直径D的圆锯片来说,进给速度u与锯片转速n、每齿切削量f存在以下关系:
ut=nzft=nπDf=fv
(4)
单齿平均锯切力F:
F∝δxvyfz
(5)
可见,金属锯切符合一般金属切削加工的规律,其锯切力与切削深度(锯片厚度)、切削线速度和每齿切削量这三个因素成指数关系[5]。
2 试验设计
为分析各因素对锯切力影响的显著程度,拟合出单齿平均锯切力的经验公式,采用正交试验的方法,测量锯切过程中的锯切功率消耗。
2.1 试验设备
此试验在非标定制的圆盘锯锯切设备上进行(如图1所示),锯切对象为直径120 mm的06Cr18 Ni11Ti棒材。锯片旋转和刀具进给均采用SEW伺服电机驱动,便于速度调节和功率消耗记录(伺服电机控制器见图2);试验用锯片采用硬质合金P40刀块,齿形为负前角的切断齿。为减小断续锯切对测量数据的影响,测试时最长切断路径上确保有不少于5个锯齿同时参与锯切,记录锯切到最长切断路径上重复出现的最大电流值。
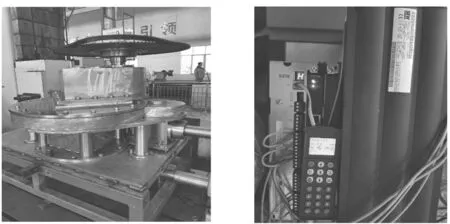
图1 专用圆盘锯锯切设备 图2 伺服电机控制器
2.2 试验方案设计
正交试验法是应用正交表的正交原理和数理统计分析,研究多因素优化试验的一种科学方法,可以用最少的试验次数优选出各因素较优参数或条件的组合[6]。
此正交试验采用L9(34)正交表,其中第4列为空列(作为误差列)。参考相关文献和金属铣削、锯削加工手册的相关数据[7-8],结合锯片厂家推荐,确定锯片厚度、锯切线速度和每齿切削量这三个因素的三个水平。试验方案设计见表1所列。

表1 正交试验方案表
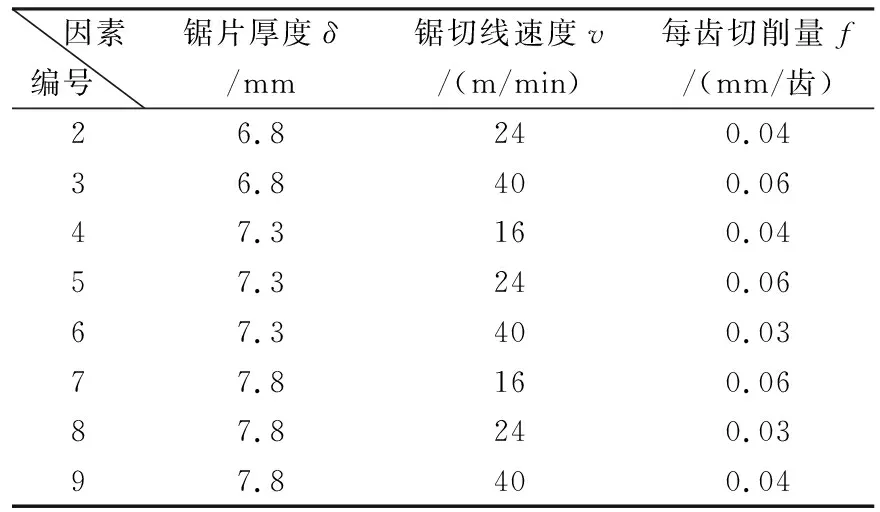
续表1 正交试验方案表
3 试验结果及数据分析
3.1 试验结果
根据实测的最大电机消耗功率P,计算单齿平均锯切力F(N):
(6)
式中:z0为同时参与锯切的齿数;D为锯片直径;n为主轴转速。
测试与计算结果见表2所列。
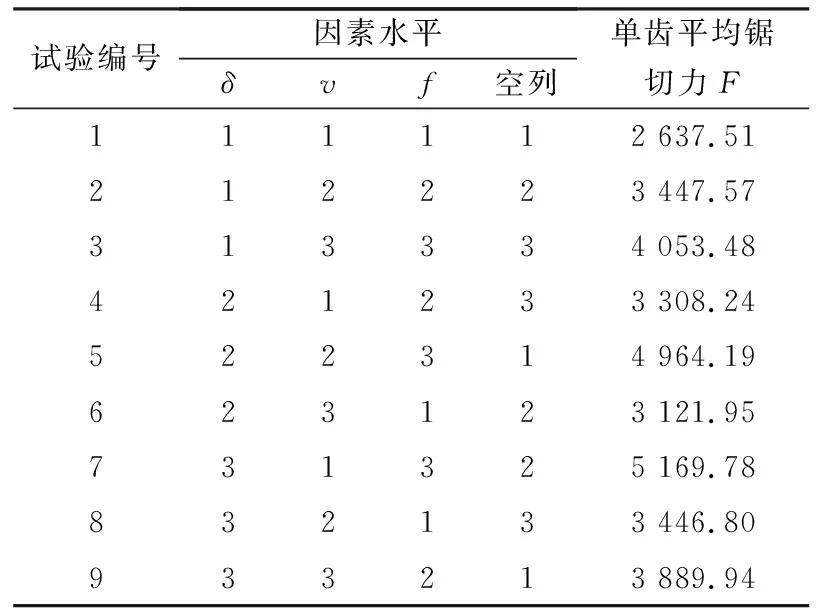
表2 锯切试验测试结果
3.2 方差分析
利用方差分析评估不同切削参数对单齿平均锯切力的显著性影响[9],详见表3所列。
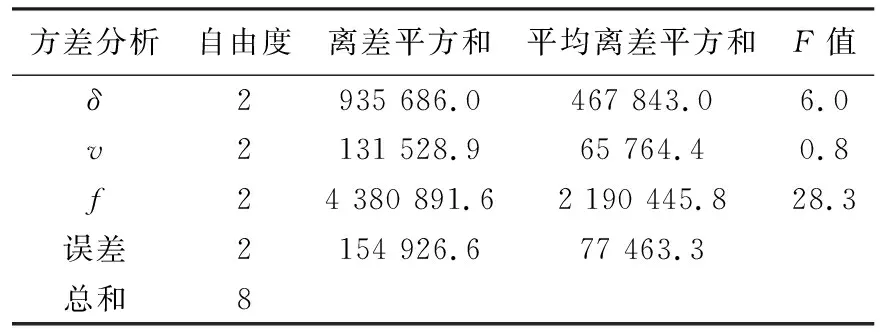
表3 切削参数对单齿平均锯切力的显著性分析
取显著性水平α为0.05,通过查表可得F分布临界值:F0.05(2,2)=19。根据F检验原理可知,单齿切削量f对单齿平均锯切力的影响最为显著,锯片厚度次之,锯切线速度最不显著。
3.3 回归分析
对公式(5)两端取对数,可将方程线性化:
lnF=lnα+xlnδ+ylnv+zlnf
(7)
将上述试验数据进行转换,并利用Excel的回归功能进行多元线性回归,计算结果见图3。
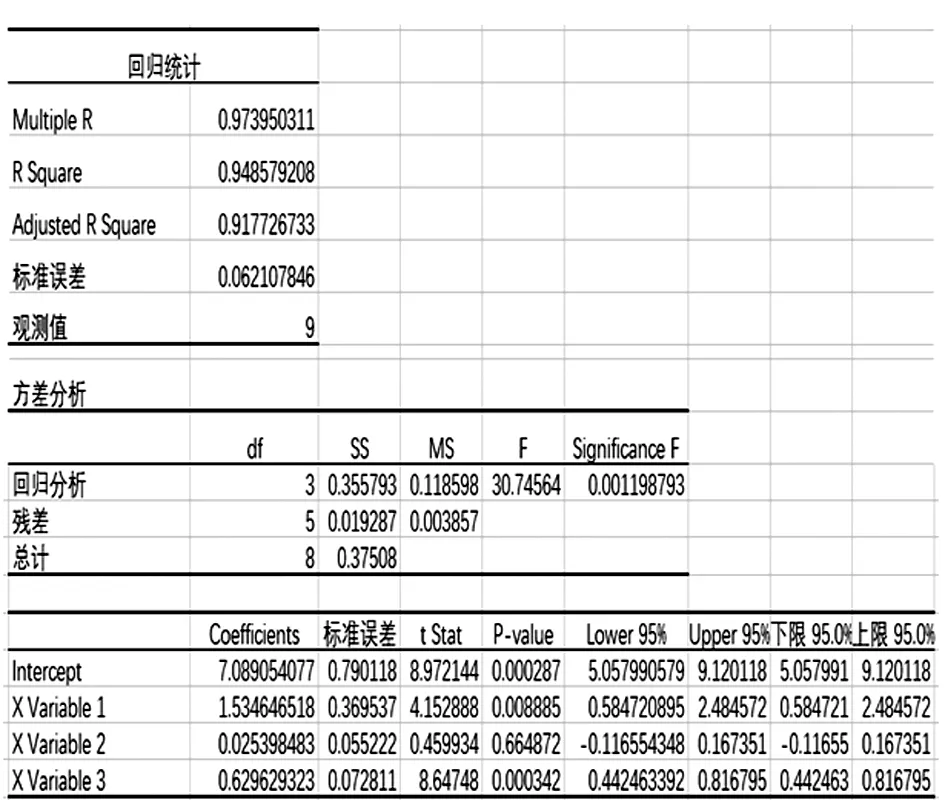
图3 线性回归计算结果
拟合出奥氏体不锈钢06Cr18Ni11Ti锯切时单齿平均锯切力经验公式为:
F=1199δ1.535v0.025f0.63
(8)
4 结 语
通过L9(34)正交表的正交试验,研究了各切削参数对单齿平均锯切力的影响规律,借助Excel的多元线性回归功能,拟合了特定条件下硬质合金刀具锯切奥氏体不锈钢06Cr18Ni11Ti的经验公式,得出该材料锯切时单齿平均锯切力与切削深度(锯片厚度)、切削线速度和每齿切削量均成指数关系的说明,为奥氏体不锈钢的锯切应用和工艺参数优化提供一定的参考。通过显著性分析发现,单齿切削量对单齿平均锯切力的影响最为显著,锯片厚度次之,在实际工程应用中可通过调整这两个切削参数优化锯切工艺,达到节能降耗的目的。
猜你喜欢
石材(2022年4期)2022-06-15
中学生数理化(高中版.高二数学)(2021年2期)2021-03-19
新世纪智能(数学备考)(2020年12期)2020-03-29
超硬材料工程(2018年6期)2019-01-09
课程教育研究(2017年26期)2017-08-02
中国铸造装备与技术(2017年3期)2017-06-21
中国神经再生研究(英文版)(2017年4期)2017-01-12
重型机械(2016年1期)2016-03-01
焊接(2016年9期)2016-02-27
焊接(2015年12期)2015-07-18