连杆大孔滚压刀具高效安放滚珠的防错工具
2021-12-22 11:14薛飞
金属加工(冷加工) 2021年12期
薛飞
上汽大众汽车有限公司 上海 201805
1 序言
滚压加工是一种近几十年兴起的光整加工技术,具有生产效率高、表面粗糙度值低及生产成本低的优点。而且滚压加工通过对工件表面挤压产生冷作硬化后,使工件表面的硬度和疲劳强度大大提高,这是传统金属切削光整加工工艺所无法比拟的优势。在一定程度上其能代替工件表面淬火工艺,可以大幅提升机械产品的使用寿命。发动机连杆作为大批量生产的零件尤其适用滚压工艺。
2 问题背景
EA888发动机的连杆小孔是发动机上精度最高的部分,其孔径精度高达φ(23.013±0.005)mm。孔的表面轮廓粗糙度值要求Rz=1.8μm。制造上采用“钻→粗镗→半精镗→精镗→滚压”的工艺路线,其中滚压是最终工序,即用滚刀(见图1)的滚珠对连杆小孔表面进行滚压加工。滚压承担着保证尺寸精度、表面粗糙度同时在工件表面挤压形成一层冷作硬化层的重要作用。而滚压刀具上的钢制滚珠就是与连杆小孔表面直接滚压成形的核心元件,滚珠的安装要求是一次换装5颗。

图1 连杆小孔滚刀
3 技术难点
1)单颗滚珠安装存在漏装的风险,一旦少装一颗滚珠,加工时,在不平衡的径向力作用下会使滚压刀具产生弯曲变形,导致零件报废。严重的会影响机床主轴的回转精度,造成机床不能保证加工稳定性和精度的要求。以前就发生过操作人员漏装滚珠而导致的事故,造成滚刀报废。
2)滚压是一种高精度的加工方式,滚珠的直径(6±0.02)mm有很严格的要求。但有时滚珠中会混有直径严重偏大的滚珠(由于滚刀的结构和工作原理,直径偏大的滚珠也能安装到滚刀刀柄中),在滚压过程中会造成连杆小孔表面精度超差。而滚珠直径的差异依靠操作人员肉眼很难发现。
3)手工一颗一颗安装滚珠(见图2)效率较低。

图2 手工安装滚珠
4 现有技术的弊端
现有技术中已经有如下解决方案,但都存在问题。
(1)针对更换滚珠效率较低的问题 可以采用增加一些备用刀具,多名操作人员在设备运行的同时在机床外对备用刀具安装,使得安装时间不占用换刀时间。该方案本质上只是缓解矛盾,并没有从根本上提升效率。
(2)针对单颗滚珠安装存在漏装的风险 可以加强操作人员责任心的教育。在操作人员安装刀具后由班长再进行一次检验。该方案在操作人员高强度劳动、倒夜班等精神疲劳的状态下依然存在漏装的风险,班长复检会增加班长的劳动强度。
(3)针对滚珠中会混有直径严重偏大的滚珠的问题 在换刀前用千分尺对滚珠的直径进行测量,将直径超差的滚珠挑选出来。该方案费时费力,操作过程中为了保证滚珠的清洁度,事先必须严格清洁所用的工具和千分尺,操作过程中必须带全新的手套,且操作过程十分不方便。
5 解决措施
设计制作一种连杆小孔滚压刀具高效安放滚珠的防错工具(见图3),可实现低成本、准确、高效地放置滚珠。
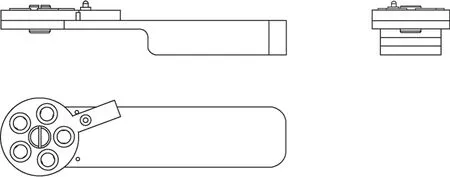
图3 连杆小孔滚压刀具高效安放滚珠的防错工具三视图
该装置详细技术特征如下。
1)在五孔手柄上安装1个五孔的承珠转盘,通过限位销控制孔眼对齐的导通位置(见图4)和孔眼错位的截止位置(见图5)的两个工作位。

图4 导通位置

图5 截止位置
2)在承珠转盘上的5个孔眼中安装带黄铜弹簧片的塑料套,他们之间用导线与发光二极管和3V纽扣电池相连。
3)在手柄上的5个孔的直径为滚珠直径尺寸上偏差。
连接关系(见图6所示装配图):在手柄上有5个与滚刀安装滚珠口位置相吻合的落珠孔,且落珠孔的直径尺寸是滚珠的直径上偏差尺寸;承珠转盘上与手柄通过轴和螺钉联接,且承珠转盘能绕着轴旋转;手柄上有2个限位销,分别对应承珠转盘上5个承珠孔与手柄上5个与滚刀安装滚珠口位置相吻合的落珠孔对齐与错开的位置;承珠转盘上5个承珠孔中定向安装有塑料套;塑料套的两侧安装有黄铜弹簧片;黄铜弹簧片以轴的轴心线按圆周方向分布;黄铜弹簧片之间和发光二极管、纽扣电池用导线串联连接(见图7)。

图6 连杆小孔滚压刀具高效安放滚珠的防错工具装配图
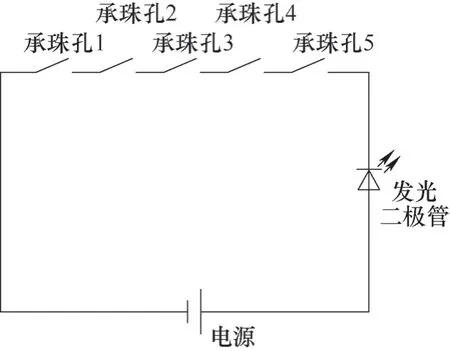
图7 滚珠、二极管、纽扣电池串联连接
操作步骤:使用时将该工具的承珠转盘上5个承珠孔与手柄上5个落珠孔拨到错开呈截止状态(见图8),伸入装有滚珠的罐子中挖取滚珠(见图9),当承珠转盘上5个承珠孔中有滚珠时,黄铜弹性片、发光二极管与纽扣电池之间形成串联回路,发光二极管发光,证明没有漏装滚珠,达到防错目的。然后将该工具手柄上的5个落珠孔对准滚刀安装滚珠口,转动承珠转盘到落珠限位销位置,承珠转盘上5个承珠孔与手柄上5个落珠孔对齐(见图10)。滚珠在重力的作用下自动落入滚刀滚珠安装孔。没有落下的滚珠就是直径尺寸偏大的滚珠,达到检验滚珠直径的目的。
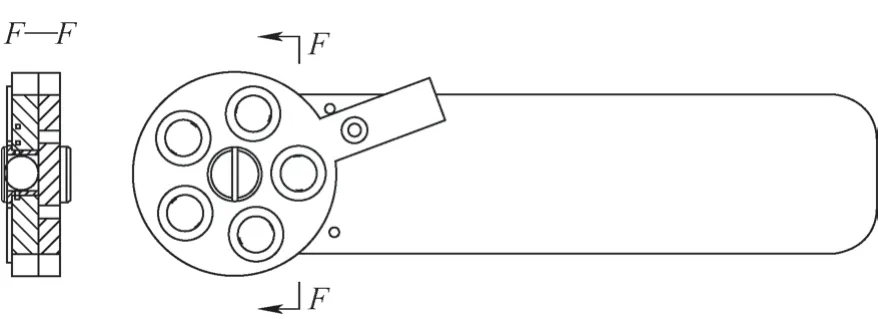
图8 落珠孔拨到截止位置

图9 挖取滚珠

图10 承珠孔与落珠孔对齐的位置
6 使用效果
1)从滚珠盒子中一次挖取可同时安装5颗滚珠,不需要一颗颗滚珠手工摆放,操作效率高。
2)利用5颗钢制滚珠在承珠孔中形成串联电路,具有防止漏装的作用,可以避免人为操作失误,可靠性高。
3)利用手柄上的5个落珠孔的直径限制,能够剔除直径尺寸偏大的滚珠。
7 结束语
本装置具有操作简单、可靠高效的特点,在安装多颗滚珠的装配场合有很大的推广价值。
猜你喜欢
隧道建设(中英文)(2019年12期)2020-01-01
制造技术与机床(2019年11期)2019-12-04
中学生数理化·八年级物理人教版(2019年10期)2019-11-25
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年9期)2019-09-10
华东理工大学学报(自然科学版)(2017年5期)2017-11-01
小猕猴学习画刊(2017年3期)2017-07-19
中南大学学报(自然科学版)(2016年2期)2017-01-19
通信电源技术(2016年1期)2016-04-16
凿岩机械气动工具(2016年3期)2016-03-01