实验室比对在气体发生器过滤网焊接强度测试中的应用
2021-12-30 14:22杨金雪唐克虎庄超
时代汽车 2021年24期
杨金雪 唐克虎 庄超
摘 要:本文主要介绍了通过实验室间比对来确定安全气囊体发生器用过滤网焊接强度测试数据的准确度及测试系统的有效性的方法,包括测试样品的选择、不确定度的计算等,最终得到En≤1,此次实验室间比对结果为满意。
关键词:气体发生器过滤网 焊接强度 实验室间比对
Application of Laboratory Comparison in Welding Strength Test of Filter Screen of Gas Generator
Yang Jinxue Tang Kehu Zhuang Chao
Abstract:This paper mainly introduces the method of determining the accuracy of the welding strength test data and the effectiveness of the test system of the filter screen of the airbag body generator through the comparison between laboratories, including the selection of test samples, the calculation of uncertainty, etc., and finally gets en ≤ 1, which is satisfactory.
Key words:gas generator filter screen, welding strength, interlaboratory comparisons
1 前言
过滤网是烟火式安全气囊气体发生器的重要组件,其主要作用是降低气体发生器点爆后的燃气温度并过滤燃烧残渣,从而减少气囊模块展开时产生器内膨胀气体对安全气囊的冲击和灼伤。
为保证气体发生器过滤网的焊接强度满足设计及技术要求,必须对其进行检测,同时为验证测试结果的准确度及测试系统的有效性,符合实验室能力认可准则的要求,需对该测试项目进行能力验证。
然而由于此测试方法并非常用方法且无相关检测标准,无法参加能力验证计划及测量审核内容,因此计划采用实验室间比对方法,通过对测试数据差异进行分析计算,比较不同实验室间的测试差异水平,以评价本实验室测试数据的准确度及测试系统的有效性。
2 比对计划
经联系并调研,计划选择使用同类型检测设备及检测方法的A实验室作为此次气体发生器过滤网焊接强度测试项,实验室间比对的第二方实验室。
由于气体发生器过滤网焊接强度测试为破坏性实验,无法进行重复测试,因此计划选择同一生产批次过滤网,将其看作彼此间无差异或差异极小的产品作为测试样品。
最后共选取过滤网4件(同一批次取4件样品测试),本实验室及第二方实验室分别测试2件,并计算测试平均值。
选取的待测试过滤网,其配套用气体发生器型号为DAB-3,生产批次N114批,焊接强度规格≥1000N。测试过程及数据如下:
3 本实验室测试
3.1 检测使用的仪器设备
微机控制电子万能试验机,型号:CMT6104,准确度等级:0.5级,检定结果:合格;
设备专用工装夹具。
3.2 检测程序
将待测过滤网剪开,注意剪切位置与点焊位置保持对中,然后将除第一层与最后一层的过滤网拉直外,其它层过滤网进行折叠,不影响夹具固定即可。
选择适当装夹具并安装固定在万能试验机上,连接设备传感器,然后将被测件上下夹紧固定在测试夹具中间。
打开测试软件,选择并设置测试信息,按下位移调节面板上的拉升开始键;待拉伸机自动补偿到零點后,点击程序界面右侧的“实验进程”按钮,设备自动开始试验。
待样件断裂后,试验结束,设备自动生成完整测试曲线及数值。
3.3 数学模型
测量结果由万能试验机直接生成数据得到,即:
式中:Y——过滤网保护套焊接强度测试数据,单位N;
X——过滤网保护套焊接强度测试数据,单位N。
3.4 测试采集数据如下:
表1 单位:N
3.5 不确定度计算
3.5.1 灵敏系数
测量结果由万能试验机直接生成,应用简易方法,u(X)的灵敏系数c1=1,u(R)的灵敏系数c2=1。所以,气体发生器过滤网焊接强度测量值X的合成标准不确定度为:
(1)
式中:uc(Y)——Y的合成标准不确定度;
u(X)——测量系统误差引入的标准不确定度;
u(R)——测量重复性引入的标准不确定度。
3.5.2 不确定度来源
过滤网焊接强度测试的不确定度来源主要包括:
a、重复性不确定;
b、测量系统不准确;
3.5.3 过滤网焊接强度测试重复性引入的标准不确定度。
由表1可得,用极差法分析重复性引入的标准不确定度为:
U(X)= (2)
R-极差
C-极差系数
计算可得:
U(X)==39.9716(N)
因此,气体发生器过滤网焊接强度测试,由重复性引入的标准不确定度为:39.9716N。
3.5.4 由于测量系统不准确引入的标准不确定度分量按B类评定。
其中万能试验机的准确度等级:0.5级;根据测量结果:
α=0.005=0.005×2052.0015=10.2600(N)
假设为均匀分布,则k=,可得其对应的标准不确定度为:
(3)
α-最大允许误差
计算可得:
U(R)==5.9237N
因此,气体发生器过滤网焊接强度测试,由测量系统不准确引入的标准不确定度为:5.9237 N。
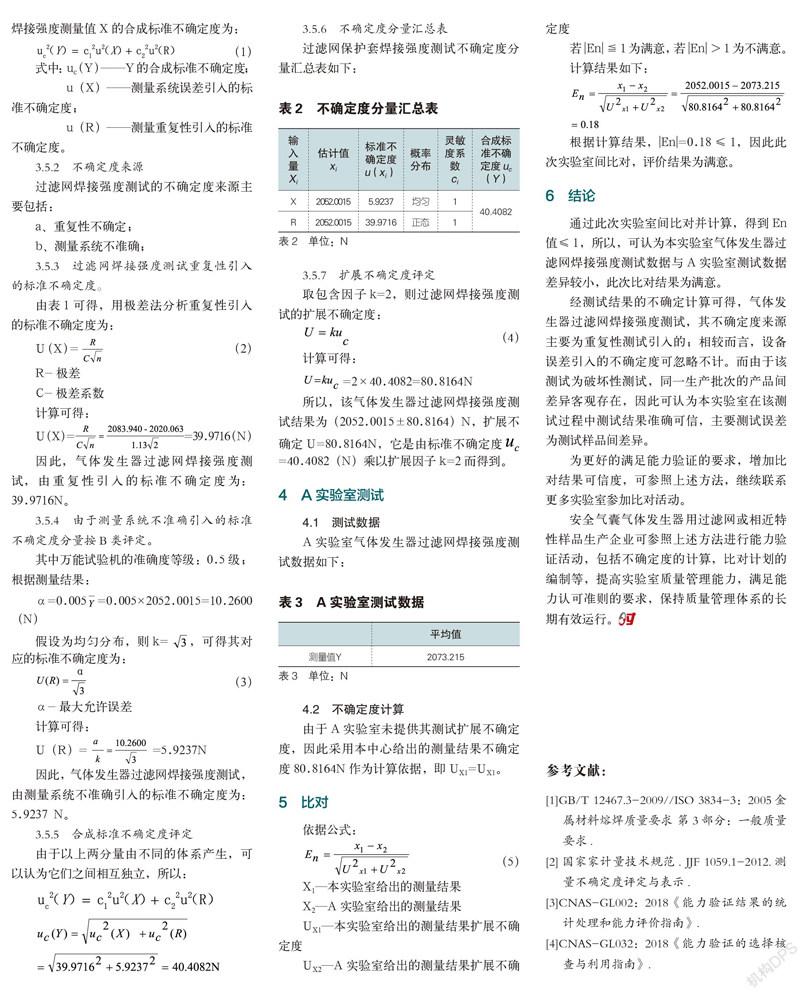
3.5.5 合成标准不确定度评定
由于以上两分量由不同的体系产生,可以认为它们之间相互独立,所以:
3.5.6 不确定度分量汇总表
过滤网保护套焊接强度测试不确定度分量汇总表如下:
表2 单位:N
3.5.7 扩展不确定度评定
取包含因子k=2,则过滤网焊接强度测试的扩展不确定度:
(4)
计算可得:
=2×40.4082=80.8164N
所以,该气体发生器过滤网焊接强度测试结果为(2052.0015±80.8164)N,扩展不确定U=80.8164N,它是由标准不确定度=40.4082(N)乘以扩展因子k=2而得到。
4 A实验室测试
4.1 测试数据
A实验室气体发生器过滤网焊接强度测试数据如下:
表3 单位:N
4.2 不确定度计算
由于A实验室未提供其测试扩展不确定度,因此采用本中心给出的测量结果不确定度80.8164N作为计算依据,即UX1=UX1。
5 比对
依据公式:
(5)
X1—本实验室给出的测量结果
X2—A实验室给出的测量结果
UX1—本实验室给出的测量结果扩展不确定度
UX2—A实验室给出的测量结果扩展不确定度
若|En|≦1为满意,若|En|>1为不满意。
计算结果如下:
根据计算结果,|En|=0.18≤1,因此此次实验室间比对,评价结果为满意。
6 结论
通过此次实验室间比对并计算,得到En值≤1,所以,可认为本实验室气体发生器过滤网焊接强度测试数据与A实验室测试数据差異较小,此次比对结果为满意。
经测试结果的不确定计算可得,气体发生器过滤网焊接强度测试,其不确定度来源主要为重复性测试引入的;相较而言,设备误差引入的不确定度可忽略不计。而由于该测试为破坏性测试,同一生产批次的产品间差异客观存在,因此可认为本实验室在该测试过程中测试结果准确可信,主要测试误差为测试样品间差异。
为更好的满足能力验证的要求,增加比对结果可信度,可参照上述方法,继续联系更多实验室参加比对活动。
安全气囊气体发生器用过滤网或相近特性样品生产企业可参照上述方法进行能力验证活动,包括不确定度的计算,比对计划的编制等,提高实验室质量管理能力,满足能力认可准则的要求,保持质量管理体系的长期有效运行。
参考文献:
[1]GB/T 12467.3-2009//ISO 3834-3:2005金属材料熔焊质量要求 第3部分:一般质量要求.
[2]国家家计量技术规范. JJF 1059.1-2012.测量不确定度评定与表示.
[3]CNAS-GL002:2018《能力验证结果的统计处理和能力评价指南》.
[4]CNAS-GL032:2018《能力验证的选择核查与利用指南》.