
从加工案例看培养和造就高质量数控工艺师的重要性
2022-02-24 07:30周维泉
金属加工(冷加工) 2022年2期
周维泉
北京南口斯凯孚铁路轴承有限公司 北京 102202
1 序言
机床和机加工与现代人类的生活密不可分。传统机床加工效率低、效益差,对操作者的技能要求高,加工出的产品质量差,尤其是批量加工产品的质量一致性难以保证。
数控机床是计算机(芯片)植入机床控制系统的产物,其应用使全面解决上述问题成为可能。笔者曾去日本研修数控应用技术,看到那里车间机床大部分是数控机床,而当时我国只有在大型骨干企业才有少量数控机床,而且这些机床包括数控系统绝大部分是进口的。现在我国企业使用数控机床已很普遍,即使是中小企业也竞相使用数控机床。更可喜的是,国产数控系统和数控机床水平都有长足进步。
笔者2020年在无锡考察时,看到几乎每家乡镇企业都有国产数控机床。40多年的数控应用实践让笔者体会到,想高质高效地加工出产品,除要有数控机床外,还要有包括编程在内的数控工艺。数控机床是条件,数控工艺是支撑。要加工出好的产品,这两条缺一不可。对数控技术和数控应用,要同时抓两个方面,即一方面抓数控系统的开发和数控机床的研制,另一方面抓高水平数控工艺人员的培养[1]。笔者去过国内许多大型骨干企业,发现都存在同一个问题:数控机床(含进口和国产)的数量在增加、档次在提高,而数控工艺人员的数量和水平远不能满足要求,致使大批存量数控机床的潜能未能完全释放。因此笔者认为,我国应培养和造就一大批高质量的数控工艺师。下面用加工过的一个案例,来说明数控工艺在数控应用中的重要性。
2 端面梯形密封槽的数控创新加工
国内外油气管连接处大多用同一类端面槽配以八角剖面的软钢质密封环来密封。这类端槽剖面呈梯形,槽宽、槽深和槽在端面上的直径因具体零件而异。但槽两侧面的夹角都是46°。密封精度主要取决于槽宽精度、两侧面夹角精度和槽在端面上的直径精度,以及两侧面的表面粗糙度。
在只有传统车床时是如何加工的笔者没有见过,但可以想象,单件质量全凭工人的磨刀技能和操作技能来保证,这类零件一般是批量生产。批量加工时质量的一致性极难保证。笔者曾在日本看到这类端面槽用数控车床加工,用的是镶嵌切槽刀片的端面切槽刀。后来正好接到一批美国委托加工工件A上有这种端面槽(见图1),工件材质为40CrMo,用来加工端面的切槽刀,如图2所示。

图1 端面有梯形密封槽零件A

图2 端面切槽刀
设计好工艺后,车出的这批端面槽零件每件都达到图样要求并顺利交货。这批零件上端面槽质量的一致性非常好(没有用磨刀和手工操作技能高超的操作工)。可见,用数控车床加工这种端面槽要比用传统车床加工优越很多。如果还要让此加工上一个新台阶,就需要通过工艺改进来实现。
分析此端槽刀由于刀片夹持牢靠度不高,所以进给量不能太大,切削速度也不能太高。这种刀体价格高,且其头部容易损坏。后来不断有类似的批量零件发过来加工。为提高加工效率和降低刀具成本,笔者做了工艺改进,改用装35°夹角等边菱形刀片的普通标准外圆车刀来加工。由于这种刀片夹持牢靠,刀具整体刚性好,所以可以用较大进给量和较高切削速度。刀体便宜,也不易损坏。由于原封不动使用这种标准车刀在加工过程中有少许干涉,所以用前先要把刀头一侧磨掉一些(见图3),经修磨后可车削直径>80mm的这类端面槽而不发生干涉。
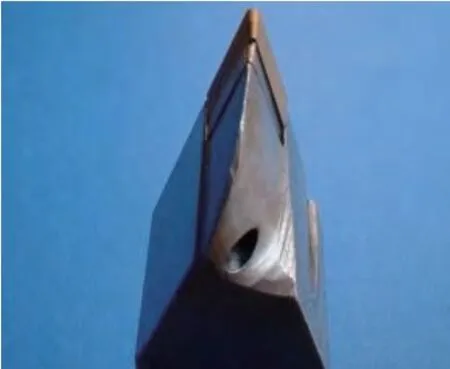
图3 经修磨后的标准刀体
在粗车图1所示零件A时, 给精车底面留0.15mm、两侧各留0.3mm余量,分4个来回即8层车。O1是为粗车此件编制的适用于发那科系统的专用宏程序。图4是编此程序的用图。
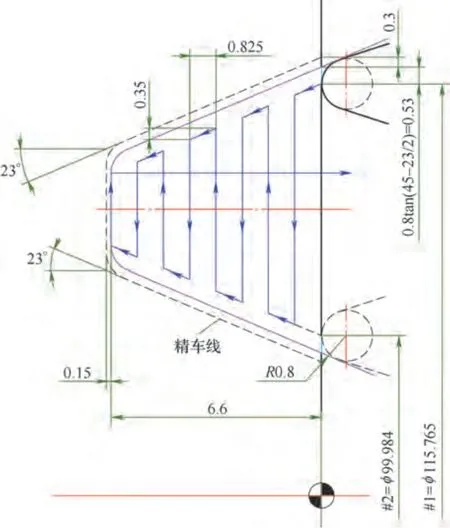
图4 O1程序编程用图
O1
N01 G54 G40 S360 M03;
N02 T0101;
N03 #1=115.765; (#1代表外口假想刀尖点X指令值)
N04 #2=99.984; (#2代表内口假想刀尖点X指令值)
N05 #3=0; (#3代表当层Z值,此赋初始值)
N06 G00 X#1 Z10; (快速到准备点1)
N07 Z1;(快速到准备点2)
N08 G01 Z#3 F0.15; (工进到切削准备点)
N09 #1=#1-0.7; (当层外口X指令值)
N10 #2=#2+0.7;(当层内口X指令值)
N11 #3=#3-0.825; (当层Z指令值)
N12 X#1 Z#3 F0.075; (沿外边切削前进一层)
N13 X#2 F0.15; (向中心切削这层)
N14 IF [#3 EQ -6.6] GOTO 21; (如果刚切的己到底层,就转退刀,否则…)
N15 #1=#1-0.7; (下层外口X指令值)
N16 #2=#2+0.7;(下层内口X指令值)
N17 #3=#3-0.825;(下层Z指令值)
N18 X#2 Z#3 F0.075; (沿内边切削前进一层)
N19 X#1 F0.15;(离中心切削下层)
N20 IF [#3 GT -6.6] GOTO 09; (如果刚切的尚不到底层,就…)
N21 G00 Z10;(沿Z向退刀)
N22 X145 Z150 M05;
N23 M30;
程序内N03段中给#1赋值的计算
117.424-2×0.3-2×0.8tan(45-23/2)=115.765
程序内N04段中给#2赋值的计算
98.324+2×0.3+2×0.8tan(45-23/2)=99.984
程序内N09段中0.7值的计算
[(6.75-0.15)/8]tan(23)×2=0.7
程序内N11段中0.825值的计算
(6.75-0.15)/8=0.825
后来此类零件的品种多了,又编了一个适用于发那科系统的通用宏程序O2。
这是个“傻瓜”程序,只要是这类端槽, 都可套用此程序来粗车。无须读懂它,只要按工件实际尺寸和工艺要求给开头的8个变量赋值即可。图5是这个通用宏程序的编程用图。
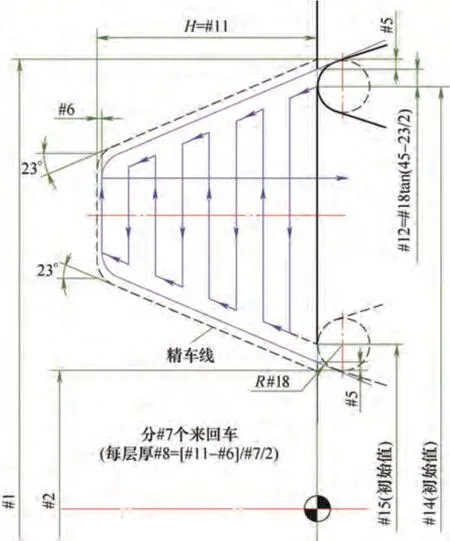
图5 通用宏程序编程用图
O2
N01 #1=a; (#1代表槽外口的直径)
N02 #2=b; (#2代表槽内口的直径)
M03 #11=h; (#11代表槽的深度)
N04 #5=j; (#5代表槽两侧面的精车留量)
N05 #6=k; (#6代表槽底面的精车留量)
N06 #7=d; (#7代表粗车的往复次数)
N07 #9=f; (#9代表粗车在往复时的进绐量)
N08 #18=r; (#18代表刀尖半径)
N10 G54 S360 M03; (主轴转速可变)
N11 T0101; (刀位号和刀补号可变)
N12 G00 X200 Z100; (到准备点,准备点位置可变)
N20 #8=[#11-#6]/#7/2; (#8代表层厚)
N21 #10=0; (此#10代表当层Z值,此赋初始值)
N22 #12=#18*TAN[45-23/2]; (#12代表内、外口假想刀尖点偏移)
N23 #14=#1-2*#5-2*#12;(此#14代表外口X指令值,此赋0层初始值)
N24 #15=#2+2*#5+2*#12; (此#15代表内口X指令值,此赋0层初始值)
N25 G00 X#14 Z10; (快速到准备点1)
N26 Z1; (快速到准备点2)
N27 G01 Z0 F#9; (到达切削准备点)
N28 #14=#14-2*#8*TAN[23]; (此#14代表当层外口X指令值)
N29 #15=#15+2*#8*TAN[23]; (此#15代表当层内口X指令值)
N30 #10=#10-#8; (左侧的#10代表当层Z指令值)
N31 X#14 Z#10 F[#9/2]; (沿外边切削前进一层)
N32 X#15 F#9; (向中心切削这层)
N33 #14=#14-2*#8*TAN[23]; (此#14代表下层外口X指令值)
N34 #15=#15+2*#8*TAN[23]; (此#15代表下层内口X指令值)
N35 #10=#10-#8; (左侧的#10代表下层Z指令值)
N36 X#15 Z#10 F[#9/2]; (沿内边切削前进一层)
N37 X#14 F#9; (离中心切削下层)
N38 IF [#10 GT [-#11+#6]] GOTO 28; (如果未切到底层,就回上去继续车)
N39 G00 Z10; (沿Z向快速退出)
N40 G00 X200 Z100 M05; (退到回退点,回退点位置可变)
N41 M30;
可以把N20~N38段摘出来作为子程序O4,这样这个通用宏程序就变成主程序O3调用子程序O4。
O3(主程序号)
(N01~N12段同O2号程序中的N01~N12段)
M98 P4; (调用O4号子程序)
N40 G00 X200 Z100 M05; (退到回退点, 回退点位置可变)
N41 M30;
O4 (子程序号)
(N20~N38段同O2号程序中的N20~N38段)
M99; (子程序结束,返回主程序)
上述通用宏程序,可以很容易地翻译成适用于其他数控系统的通用宏程序。对于发那科系统,这个通用宏程序还有另外一种格式,即用G65指令调用子程序的格式。
O5(主程序号)
N10 G54 S360 M03; (主轴转速可变)
N11 T0101; (刀位号和刀补号可变)
N12 G00 X200 Z100; (到准备点,准备点位置可变)
G65 P4 Aa Bb Ii Jj Hh Kk Dd Ff Rr; (调用O4子程序并给其内的变量赋初始值)
N40 G00 X200 Z100 M05; (退到回退点, 回退点位置可变)
N41 M30;
主程序G65段中:
a代表槽外口的直径,给O4子程序中的#1赋初始值。
b代表槽内口的直径,给O4子程序中的#2赋初始值。
h代表槽的深度,给O4子程序中的#11赋初始值;
j代表槽两侧面的精车留量,给O4子程序中的#5赋初始值。
k代表槽底面的精车留量,给O4子程序中的#6赋初始值。
d代表粗车的往复次数,给O4子程序中的#7赋初始值。
f代表粗车往复时的进绐量,给O4子程序中的#9赋初始值。
r代表刀尖半径,给O4子程序中的#18赋初始值。子程序O4同前述子程序O4。
上面三组通用宏程序的使用效果是一样的,只是最后一种格式不便于翻译成适用于其他数控系统的程序。如果用通用宏程序粗车图1所示件A,套用三组中哪一组都行,只要把117.424值赋给a、98.324值赋给b、6.75值赋给h、0.3值赋给j、0.15值赋给k、4值赋给d、0.8值赋给r即可。
精车程序很简单, 只是要注意在精车程序中车两侧面应使用两个不同的刀补号。图6为比零件A大的零件B上机床准备加工。由于是批量加工,所以粗、精车各用一把(同样的)车刀。图7是正在用上述通用程序加工零件B上的端面密封槽。图8是零件B上车好的端面密封槽。

图6 零件B上机床准备加工

图7 加工零件B上端面密封槽

图8 零件B上端面密封槽已车好
按此改进后新工艺加工这类端面槽,在保证质量达到图样要求的前提下,加工时间缩减为原工艺的一半,刀具费用降低到原工艺的40%。
数控系统及配置的数控机床是硬件,加工程序包括宏程序是软件。要让数控技术转换成生产力,必须软、硬结合。从此例可以看到,其中由深厚功底的工艺师编出的宏程序有独特的作用。
3 结束语
通过上述案例可以看到,数控工艺在数控应用中发挥重要作用。只有高水平的数控工艺人员才能做出高水平的工艺,包括编出高水平的程序。各数控应用企业深知这个道理,实践和培训是造就高水平数控工艺师不可或缺的两个途径。数控应用人员大致可分两类:工艺和操作,可以交叉和跨界。在有的中小企业中,数控工艺和机床操作由一人担当。但在大企业如汽车制造厂中,工艺人员和操作人员还是明确分开的。现在我国对数控技能(操作)人员的培养和培训很重视,这是十分必要的。
某集团总公司从2003年到2019年连续17年举办数控高技能人才培训班(每年1~2期)。笔者每期去讲课时发现,各期都有工艺人员来参加。而总公司文件要求参训人员的条件是有实践经验的技能人员。可见,该集团总公司下属的企业在培训数控技术(工艺)人员方面有较高的需求。笔者在与不少大型骨干企业技术负责人交谈时,对方差不多都谈到因缺少能独挡一面的数控工艺人员而影响数控机床使用效果的问题。因此笔者希望,除了举办数控高技能人才培训班外,还应举办针对数控工艺人员的高技术人才培训班,以协助企业尽快造就一批高水平的数控工艺师。
猜你喜欢
吉林医药学院学报(2022年3期)2022-12-31
家庭医药·快乐养生(2022年1期)2022-01-18
现代泌尿外科杂志(2021年10期)2021-11-06
智能制造(2021年4期)2021-11-04
中国男科学杂志(2019年6期)2019-01-04
科技视界(2018年6期)2018-05-11
数码世界(2017年12期)2018-01-03
中国科技纵横(2015年2期)2015-11-05
科学中国人(2014年16期)2014-11-20
中国新技术新产品(2014年3期)2014-03-24
