
ASTM F3125/F3125M: 2019 钢结构用高强度螺栓连接副标准解读
2022-03-04 06:26任赤兵凌庆华何美萍
机电产品开发与创新 2022年1期
任赤兵, 凌庆华, 何美萍
(1.杭州大通三代科技有限公司, 浙江杭州 311103; 2.浙江烨凌实业有限公司, 浙江杭州 311243)
0 引言
1947 年美国首次设立钢结构栓接件材料研究机构RESEARCH COUNCIL ON STRUCTURAL CONNECTIONS(RCSC),开始研究应用于高层建筑、钢结构厂房、桥梁、铁路及其他钢结构件螺栓连接副的产品性能和材料及装配连接要求。 1951 年提出ASTM A325 高强度螺栓连接件的技术标准,1961 年研究并开发强度比ASTM A325 还高的ASTM A490 合金钢螺栓连接件副,RCSC 机构于1964 年推出ASTM A325 或A490《螺栓的结构连接件的技术规范》,1970 年开发了热浸镀锌A325 螺栓和3型耐腐蚀材料,1986 年ASME 和ASTM 又以ISO 标准为基础, 新制定A325M 和A490M 米制钢结构用高强度螺栓标准, 以后又陆续发布了扭剪型螺栓F1852 和F2280标准。
RCSC 机构主要是制订发布包括钢结构用高强度螺栓(包括螺栓、螺母、垫圈、性能(材料)技术规范)及钢结构高强度螺栓施工装配规范要求的两方面内容。 钢结构工程及建筑用高强度螺栓连接副示意图见图1。

图1 钢结构工程及建筑用高强度螺栓连接副
1 美制钢结构螺栓标准变更
1.1 标准变更特点
2015 年,ASTM F16.02 紧固件分技术委员决定合并和替代六个现行钢结构螺栓系列标准(A325/A325M/A490/A490M 和F1852/F2280),用已发布ASTM F3125/F3125M:2015《热处理、最小抗拉强度120 ksi(830MPa)和150 ksi(1040 MPa)、 英制和米制钢及合金钢高强度结构用螺栓技术条件》来替代、整合为一个钢结构螺栓标准。 消除原重复的螺栓等级、型式等技术条件。与其他螺栓标准不同,F3125 并未涵盖产品标准(见表1)。在F3125 标准中将原来的六个钢结构用螺栓标准的名称都改为螺栓等级(例如,原A490 标准更新为F3125 标准中的A490 等级)。 保留了传统的螺栓类型名称 (即耐候钢的类型3 和其他高强度钢的螺栓的类型1),现在统称为:A325,A490,A325TC(F1852),A490TC(F2280)或A325M(8.8S),A490M(10.9S)六个性能等级, 而不是原各自独立的标准了。 其中有两种螺栓型式:F1852 和F2280 被称为“扭剪型螺栓Twist-Off Bolts”,而其他类型是“大六角头螺栓Heavy Hex Bolts”,见图2。

表1 合并和替代六个ASTM 钢结构螺栓系列标准
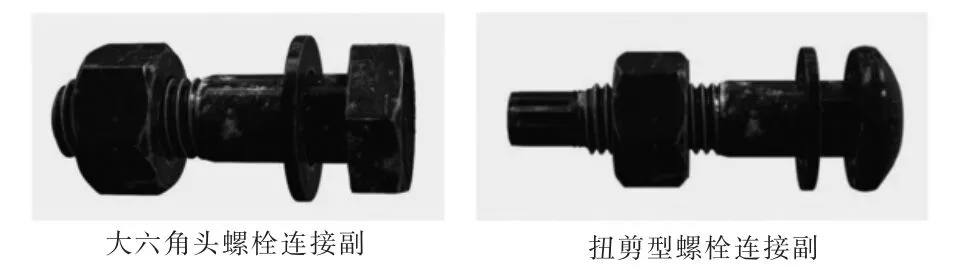
图2 二种高强螺栓连接副
自2015 年来已修订变更了五次, 现行的是ASTM F3125/F3125M:2019e2。
1.2 F3125 与螺栓产品标准的关系
F3125 包含有二个英制A325/A490、二个米制A325M/A490M 的大六角高强度六角螺栓和二个英制的F1852/F2280 的扭剪型高强度螺栓型式, 其尺寸标准分布在相关的ASME 产品标准之中,见表2。

表2 新颁发钢结构用大六角头螺栓副及产品标准
(1) 英制系列大六角螺栓产品。 英制系列钢结构用大六角螺栓产品的型式和尺寸内容均在ASME B18.2.6:2019《适用于钢结构的英制紧固件》标准之中,一套组件包括一个大六角头螺栓、一个大六角螺母(相似ISO 标准的2 型)和二个或至少一个淬硬垫圈组成,其性能等级(120/105ksi 和150ksi) 包括在ASTM F3125 标准中的A325 和A490 两个等级之中。
(2)米制系列大六角头螺栓产品。米制系列钢结构用螺栓产品的型式和尺寸均在ASME B18.2.6M:2012 《适用于钢结构的米制紧固件》标准之中,现B18.2.6M 标准已代替了ASME B18.2.3.7M,一套组件包括一个大六角头螺栓、一个大六角螺母和二个或至少一个淬硬垫圈组成,其性能等级(830 MPa 和1040 MPa)包括在ASTM F3125M之中的A325M 和A490M 二个强度等级之中。
(3)扭剪型螺栓。 英制系列扭剪型螺栓ASTM F1852和ASTM F2280 的型式尺寸按ASME B18.2.6 执行, 一套组件包括一个扭剪型(圆头或六角头)螺栓、一个螺母和至少一个淬硬垫圈组成,性能等级(120/105ksi 和150ksi)包括在ASTM F3125 中的A325TC 和A490TC 二个等级。
2 F3125/F3125M 标准技术条件
2.1 概述
标准包括用碳钢、合金钢及耐腐蚀钢制造的1 型和3型,淬火并回火的两个强度等级,英制和米制大六角高强度螺栓或扭剪型高强度螺栓技术要求, 包括规定的化学成分、表面处理、润滑、机械性能、旋转能力(扭矩和轴力)和扭剪型紧固轴力的试验方法。 碳钢和合金钢高强度结构螺栓的等级、类型和型式见表3。

表3 碳钢和合金钢高强度结构螺栓的等级、类型和型式
2.2 规格和等级
规格范围英寸制1/2″~1-1/2″,米制M12~M36。
1 型——抗拉强度120ksi(830MPa),碳钢、碳硼钢、合金钢或合金含硼钢
1 型——抗拉强度150ksi(1040MPa),合金钢或合金含硼钢
3 型——抗拉强度120ksi(830MPa)和150ksi(1040MPa),耐腐蚀钢材料
2.3 钢结构用大六角头螺栓、螺母和垫片匹配
(1)大六角头螺栓的尺寸、配合螺纹及标记要求(见表4)。

表4 大六角头螺栓尺寸、螺纹、标记
(2)扭剪型螺栓的尺寸、配合螺纹及标记要求(见表5)。

表5 扭剪型螺栓尺寸、螺纹、标记
(3) 大六角和扭剪型螺栓与螺母及垫片的匹配元件要求(见表6)。

表6 大六角和扭剪型螺栓和螺母及垫片的匹配元件

(续表6)
2.4 材料和制造
2.4.1 生产方法
螺栓应冷镦、 热锻、 机加工或其他的机加工方法。
2.4.2 热处理
(1)所有螺栓都应在加热并在奥氏体化温度下,在油液中淬火。(2)所有螺栓的回火温度不低于800℉/427℃。(3)螺纹可以是滚制或切削加工。
2.4.3 化学成分
(1)A325 和A325M(120ksi/830MPa)的1 型螺栓应由碳钢、合金钢或添加硼的合金钢生产,应符合标准中表3“化学成分要求”规定。
(2)A490 和A490M(150ksi/1040MPa)的1 型螺栓应由合金钢或添加硼的合金钢生产,应符合标准中表3“化学成分要求”规定。
(3)耐腐蚀3 型螺栓应由符合规定的化学成分的耐候钢制造。以腐蚀指数为基础的化学成分可被使用,应符合标准中表3“化学成分要求”规定。
(4)从成品螺栓上取得的产品化学分析,应不超过熔炼分析所要求值的允差10%,比如:熔炼分析C 0.30%~0.52%,则成品分析应C 0.27%~0.57%。
2.4.4 涂覆或其他
(1)表面涂覆的允许的种类包括在表7 中。

表7 允许的涂层规范
(2)当要求螺栓表面涂覆时,买方应指定或附加特殊要求。
(3)螺栓副的组件(螺栓、螺母和垫片)应由相同的方法涂覆, 同一批里每种另件只能用同一种涂覆工艺和同一批生产,不允许混杂其他有任何不同涂覆工艺的产品。
(4)120ksi 和830MPa 螺栓副适用涂层。 120ksi 和830MPa 螺栓副的表面涂覆, 应由热浸镀锌、 机械沉积镀锌、锌/铝防蚀涂层(达克罗)、富锌底涂层和有机/无机铝防腐涂层和无铬锌鳞片复合材料, 有或无润滑剂防腐蚀涂层。
(5)150ksi 和1040MPa 螺栓副适用涂层。 150ksi 和1040MPa 螺栓组件的表面涂覆,由锌/铝防蚀涂层(达克罗)、 富锌底涂层和有机/无机铝防腐涂层和无铬锌片复合材料,有或无润滑剂防腐蚀涂层。 其他涂层必须按IFI 144 被证明是合格的,该等级不推荐热浸镀锌,考虑因素是在涂覆的前预处理, 可能会接触酸液和工艺过程中会引起氢脆的风险,但EN14399 系列的HV/HR10.9 级优先推荐采用热浸镀锌,这一规则要引起我们的注意。
(6)按IFI 144 规定进行氢脆测试,内部氢脆按测试检验方法F1940,环境氢脆按试验方法F2660。
(7)涂层应符合规范的最小厚度要求。出于强度考虑,螺母扩孔量允差在ASTM A563 标准中。
(8)热浸镀锌应在镀后再攻牙,不允许回攻螺纹,附带润滑涂层应是在螺母攻牙后再涂覆。
美国ASTM F16.03 紧固件涂层分工作小组于2020年7 月1 日发布F3393:2020《紧固件锌片涂层》标准,旨在合并和替代现行的三个在用的ASTM 紧固件锌片涂层(F1136/F1136M:2019、F2833:2017、F3019/F3019M:2019)标准。 新标准已函盖了紧固件锌片涂层的技术要求、分类,等级,防腐和基本要求。
同时,ASTM F16.03 还着重申明F3393 规范的技术要求,在ASTM F3125/F3125M 中已得到了验证,经测试合格,能满足要求。的实物楔负载测试,应符合表8 中规定的楔负载要求。
(2) 螺栓公称长度<2.25D 至2D 且规格≤1 英寸或≤M24 的,做不了楔负载测试,应按F606/F606M 进行实物轴向拉力试验,并应符合表8 中规定的最小拉力和保证载荷。

表8 螺栓实物试验的抗拉强度要求
(3)公称长度<2D 且规格≤1 英寸或≤M24 的,以及公称长度<3D 且规格>1 英寸或>M24 的, 做不了轴向拉伸试验,应以硬度为基准进行鉴定。
(4)实物测试的断裂应位于螺栓的螺纹上,而不应断在头杆结合部。
(5)当螺栓的长度无法做实物测试时,机加工试样应被测试并且应符合表9 规定的要求。当螺栓既做了实物测试,又做了机加工试样测试时,以实物测试结果优先。

表9 机加工试样的抗拉强度要求
2.5 拉伸性能
(1) 螺栓公称长度≥2.25D 且直径≤1 英寸或≤M24,以及公称长度≥3D 且规格>1 英寸或>M24,应按F606/F606M
2.6 硬度
螺栓应符合表10 的硬度要求,对于螺栓硬度和拉力试验,如果发生硬度偏低,应以拉伸的结果判定为主,但上限硬度不能超过要求。

表10 螺栓硬度要求
2.7 润滑
(1)高强度螺栓连接副应由生产厂家或供货方对至少有一个(螺栓或螺母或垫片)进行适当的润滑,包括涂层的外观颜色、附带润滑或规定密封剂),但最终能满足高强度大六角螺栓连接副的扭矩和轴力及旋转能力试验的要求。
(2)扭剪型螺栓至少有一个(螺栓、螺母或垫片)进行适当的润滑, 包括涂层处理颜色、 附带润滑或规定密封剂),但最终能满足扭剪型高强度螺栓的紧固轴力要求。
(3)用在同一批高强度紧固件连接副的润滑,买方的试验应与生产厂家在测试中是一致的。
(4)根据RCSC 规范允许大六角螺栓连接副在交付前进行润滑,也可以协议在安装时进行润滑。
但扭剪型螺栓连接付必须在交付之前润滑处理完好。
2.8 试验方法
钢结构螺栓组件包括机械性能试验和装配功能性试验二项。

图3 F3125 螺栓组件试验项目关系图
2.8.1 机械性能试验项目
(1)抗拉强度。 抗拉强度应使用F606/F606M 实物产品的楔负载或轴向拉力试验或者机加工试验, 试验样本数量和取样方法按照F606 标准中表4 “试验数量和测试方法或准则”的规定实施。
(2)保证载荷。 保证载荷应采用F606/F606M 方法1“长度测量法”或方法2“屈服强度法”来确定,由生产厂家任选。
(3)150ksi(1040MPa)螺栓的要进行增碳(渗碳)/脱碳检测。
(4)磁粉探伤检查:①150ksi(1040MPa)螺栓,如果生产厂家的样品检查期间发现任何的不合格螺栓, 全批应进行100%磁粉探伤; 按E709 指南或E1444/E1444M 进行,仲裁试验按E709 指南进行;②通过样品来判定批的合格性,应没有不合格缺陷,表面缺陷的判定参照F788标准; ③如果生产厂家的样品在探伤检查期间发现有任何的不合格螺栓, 则全批螺栓应进行100%磁粉探伤,所有不合格螺栓都应被销毁; ④涡流或液体渗透检测进行100%磁粉探伤检查应可接受的。 涡流或液体渗透检测完成时,应使用磁粉探伤对同批样品及抽取样本进行复查。当有争议时,以磁粉探伤检查为准。
(5)增碳/脱碳。 ①该试验是为了评估是否有增碳和脱碳, 通过靠近螺纹处表面和螺纹齿根处的显微硬度差异来确定;②增碳(渗碳):当按F2328 和F2328M 规定试验方法评估时,螺栓应无表面增碳(渗碳)迹象;③脱碳:硬度差异值不应超过F2328 和F2328M 中规定脱碳的要求;④其他试验方法。
末具体详述规定的检验项目的试验方法,可按F606和A370 执行。
2.8.2 功能性试验
钢结构螺栓连接副的功能性试验 (即安装旋转能力(RC))略有别于欧洲EN 14399-2 的试验方法,虽然全过程试验并末规定扭矩系数K 值,美标的试验过程程序和参数要求有所不一样,但试验原理是一样的,安装旋转能力本质就是考核连接副的润滑状态, 评估扭矩系数K值,达到规定安装轴力和扭矩值的大小,进一步确定在不同的涂层(热浸涂层)时装配功能及螺母扩孔量、螺栓强度、热处理性能和材料延展性,以确保装配(螺栓、螺母和垫圈)时以达到预紧轴力要求,而不出现早期失效。
安装旋转能力测试应包含一个螺栓、 一个螺母和至少一个垫圈的组合。 试验方法用于A325、A325M、A490、A490M 螺栓和所推荐的螺母配对。 其他诸如A354 和A449标准,也可参考此要求作为试验指南。
抽样应按F1470 标准规定, 扭矩轴力试验检验水平为C 级,当检验批N≤3200 件,抽取样本n=3 件;当N≤35000 件,抽取样本n=4 件。
有或无涂层的紧固件组合件, 旋转能力测试可以被指定。安装旋转试验样本应属同一个生产批号,它必须是独一无二的, 安装旋转测试报告和产品标识以保持生产批是可溯源。
2.9 F3125/F3125M 大六角螺栓组件的安装旋转能力试验
大六角螺栓组件安装旋转能力试验方法包括二项, 以替代ASTM A325/A325M:2014 的旋转能力试验方法和规则。
被测试螺栓应是一套组件, 在扭矩轴力试验仪上进行测试,分“长螺栓方法”或“短螺栓试验方法”二项试验方法进行,见图4。

图4 实装旋转能力二项试验程序
长螺栓和短螺栓的定义划分,在F3125 中没有明确,作者认为以试验仪器的能力来确定。
2.9.1 长螺栓旋转能力试验(RC)
(1)长螺栓组件试验程序,见图5。

图5 试验方法一:长螺栓旋转试验程序
(2) 长螺栓旋转能力试验验收评判准则。 ①检查螺纹无剪切破裂、脱扣、扭力失败的现象;②无法用手转动螺母被认为是螺纹失效。螺栓断裂则试验无效;③如果所有样品在全程旋转以后均满足表A2.2、表A2.3 和表A2.4的要求,则组合批通过旋转能力测试;④如果组合件未能通过以下任何一个要求,则该批应被认为不合格:a)超过表A2.2 的最大允许扭矩;b)组合件没能达到表A2.4 中的旋转要求;c)在安装到表A2.3中所规定的旋转后没能将螺母卸下;d)全程旋转后没能达到表A2.4 所要求的轴力;e)在随后的螺栓和螺母螺纹分离过程中通过目测发现螺纹有剪切破坏;f)螺栓的扭转或扭转/拉伸断裂;⑤螺栓在螺母与螺栓头部之间的螺纹发生伸长是被预期的 (塑性变形),不认为是失效。
在RCSC 标准中针对结构连接件的高强度螺栓最小设计装配轴力是70%抗拉强度。
该项测试方法的加载轴力与EN 14399-2 的70%规定公称强度时检查扭矩的大小,即一个概念,本质就是检查扭矩系数K 值的大小(润滑状态)。 RC 的旋转能力测试实质也是考核螺栓的机械性能指标, 即润滑状态和螺栓的韧性要求。

图6 长螺栓旋转试验时轴力和角度曲线
2.9.2 短螺栓试验程序
(1)短螺栓试验程序,见图7。

图7 试验方法二:短螺栓旋转试验的程序
(2) 短螺栓旋转能力试验验收准则。①检查无螺纹剪切破坏、脱扣或扭矩失败的情况。 无法用手转动螺母被认为是螺纹失效。 螺栓断裂则试验无效; ②如果所有样品在旋转以后均满足试验的要求,则组合批通过旋转能力测试;③如果组合件未能通过以下任何一个规定要求, 则该批应被认为不合格;④超过表A2.6 的最大允许扭矩;⑤没能达到表A2.7 中旋转角度要求; ⑥按表A2.6 的旋转规定角度后没能将螺母拧出; ⑦在随后的螺栓和螺母螺纹分离过程中通过目测发现螺纹有剪切破坏; ⑧螺栓的扭转或扭转/拉伸断裂。
2.9.3 扭剪型螺栓紧固轴力试验F1852/F2280
试验要求:①试验应在10℃~32℃的环境温度下进行;②轴力测量装置应按规定期限校准, 但不得低于每年一次;③检验批样本大小应按F1470 的检验水平C 级。
紧固轴力试验(最小轴力,lbf 和kN)要满足标准中表8“扭剪型组合安装拉力试验(最小拉力,磅力lbf)”的要求。
2.9.4 安装和紧固轴力试验
(1)将螺栓、螺母、垫圈和垫片装到扭剪型螺栓专用安装装置中。 安装垫片以便螺母支承面和螺栓头下之间留有(3~5)个螺距,用垫圈连接螺母完成组装。组件的初始轴力约为标准中表8“扭剪型组合安装拉力试验(最小拉力,磅力lbf)”规定的最小平均轴力的10%。
(2)使用扭剪型螺栓专用安装工具,梅花键槽套固定住螺栓的花键末端为旋转的反力, 同时旋转螺母加载扭矩,持续拧紧直到剪断花键槽为止。
(3)试验期间螺栓头不能旋转。
(4)花键的剪断应发生在剪切槽内。
(5)记录花键轴末端沟槽剪断后的轴力作为扭剪型螺栓安装轴力。 组合批的平均轴力读值应满足或超过标准中表8 的最小紧固轴力。
猜你喜欢
铁道建筑技术(2022年10期)2022-10-28
建材发展导向(2022年18期)2022-09-22
南方农机(2022年10期)2022-05-14
房地产导刊(2022年4期)2022-04-19
昆钢科技(2020年5期)2021-01-04
陶瓷学报(2020年5期)2020-11-09
水道港口(2020年2期)2020-06-08
山西建筑(2020年9期)2020-05-05
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新·小学生(2019年8期)2019-08-27
