
基于i5 系统的TD500A 钻攻中心精度试验分析
2022-04-07 09:58陈帅
制造技术与机床 2022年4期
陈 帅
(通用技术集团大连机床有限责任公司,辽宁 大连 116600)
TD500A 立式钻攻中心[1]是为适应市场需求而开发研制的新一代钻攻中心产品,该机床适用于小型零件批量加工,通过优化设计床身结构、立柱结构和工作台结构等,尽量减轻移动部件重量,进而达到更优效果。i5 系统[2]被誉为“工业界的Android系统”因其操作编程简单方便,可进行直线插补和圆弧插补等直接补偿操作,因而得到广泛应用。
TD500A 机床带有全封闭式防护罩、自动润滑系统和冷却系统,具有自动化程度高、可靠性强、操作简单便捷、宜人、整体造型美观大方以及机电一体化程度高等优点。机床还可以选配数控回转工作台,增加第四回转轴,回转台在系统控制下能完成各种分度回转工作,且回转工作台上可安装板、盘等其他形状复杂的被加工零件,也可以利用与之配套的尾座、安装棒和轴类等被加工零件,实现等分或不等分的孔、槽或者连续特殊曲面的加工,并能保证很高的加工精度。为了验证i5 系统应用于该机床在精度方面的可靠性,选用雷尼绍激光干涉仪[3]对其定位精度及重复定位精度[4-7]等重要指标进行测试。
1 试验地点及试验条件
试验地点选择在大连机床数控技术应用所试验室进行,试验机床用调平垫铁调好水平,未用地脚螺钉固定,测试仪器选用经国家指定计量部门检定的雷尼绍激光干涉仪,机床润滑装置按机床使用说明书要求注入指定牌号润滑油和液压油。整机效果如图1 所示。
图1 TD500A 立式钻攻中心
2 线性轴定位精度和重复定位精度测量
2.1 试验步骤
(1)了解机床各轴行程,选择机床任一轴进行镜头架设,调整干涉镜、反射镜于合理位置。
(2)架设雷尼绍激光镜头,通过手轮方式移动各个行程轴进行对光校验,使激光设备达到最佳(5 个指示灯全亮)工作状态。
(3)将激光设备与电脑进行连接,对电脑进行参数设置,且与机床系统程序匹配。
(4)调整机床参数,清零螺距补偿参数,生成机床运行程序,且试运行,确认无误后准备试验(此过程应对试验轴进行预热)。
(5)通过无补偿测量结果生成补偿数据,通过U 盘将数据拷入机床系统中,确认螺距补偿生效后进行5 次测量,对测量结果进行数据分析。
(6)其余轴重复相同操作,将测量数据进行统计分析。
雷尼绍激光干涉仪工作图如图2 所示。
图2 雷尼绍激光干涉仪工作图
2.2 i5 系统补偿特点
(1)i5 系统可通过设置参数自动生成运行程序。
(2)补偿数据通过U 盘直接传入机床系统。
(3)i5 系统是双向补偿无需进行额外设定。这在一定程度上节约了时间,且操作智能简便化。
3 试验结果分析
根据《GB/T 18400.4—2010 加工中心检验条件第4 部分 线性和回转轴线的定位精度和重复定位精度检验》以及《GB/T 17471.2—2000 机床检验通则 第2 部分:数控轴线定位精度和重复定位精度的确定》线性轴定位精度和重复定位精度检测标准如表1 所示。

表1 线性轴线行程至2 000 mm的定位精度的公差
3.1 X 轴精度分析
通过试验结果对数据进行分析得出X轴原始状态下(无补偿)定位精度及重复精度如图3 所示。
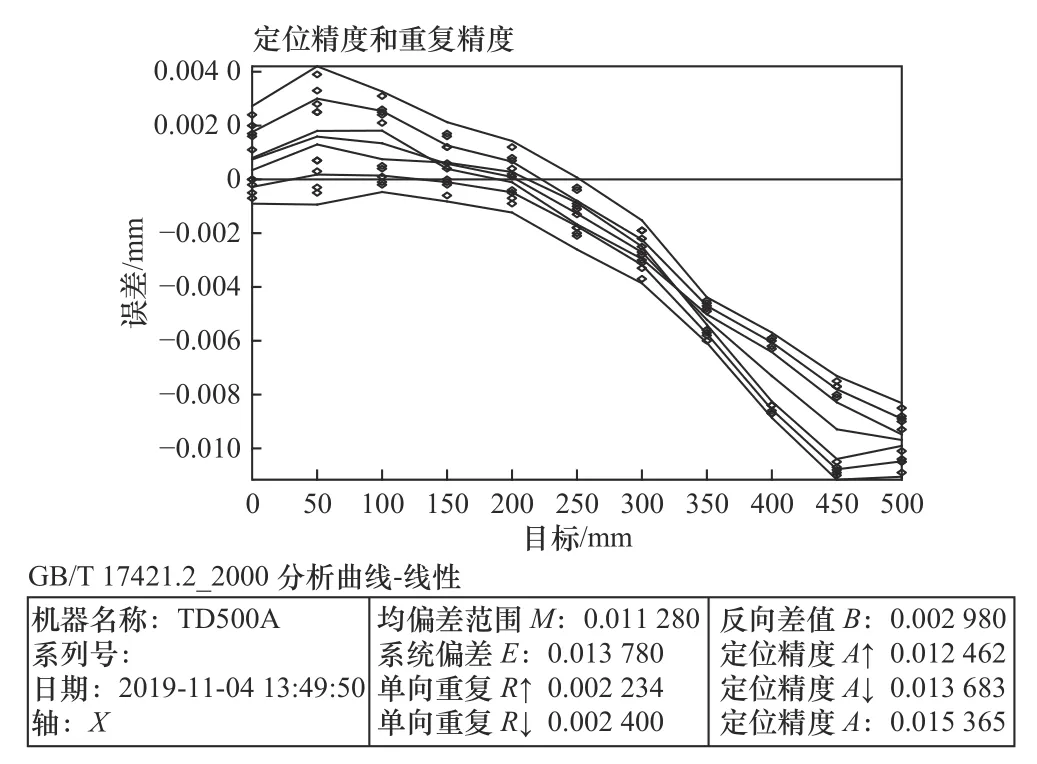
图3 X 轴无补偿定位精度和重复精度分析曲线
图3 中可见:定位精度A为0.015 365 mm,单向定位精度A↑为0.012 462 mm、A↓为0.013 683 mm,单向重复R↑为0.002 234 mm、R↓为0.002 400 mm,系统偏差E为0.013 780 mm,均偏差范围M为0.011 280 mm,反向差值B为0.002 980 mm,通过对照轴线行程至2 000 mm的定位精度的公差表可知:X轴所有精度都在要求范围内,但也接近于公差上线,为了达到更加效果,现对其进行数据补偿并做出补偿后定位精度与重复精度补偿曲线如图4 所示。
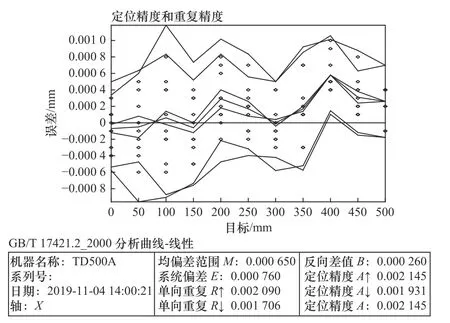
图4 X 轴补偿后定位精度和重复精度分析曲线
经过对X轴进行补偿通过曲线分析可知:定位精度A为0.002 145 mm,单向定位精度A↑为0.002 145 mm、A↓为0.001 931 mm,单向重复R↑为0.002 090 mm、R↓为0.001 706 mm,系统偏差E为0.000 760 mm,均偏差范围M为0.000 660 mm,反向差值B为0.000 260 mm。其中定位精度A变为原来的0.14倍,精度提高了86%;单向定位精度A↑和A↓分别变为原来的0.17 倍和0.14 倍,精度分别提高了83%和86%;单向重复R↑和R↓分别变为原来的0.93 倍和0.71 倍,精度分别提高了4.5%和29%;系统偏差E变为原来的0.055 倍,精度提高了94%;均偏差范围M变为原来的0.058 倍,精度提高了94%;反向差值B变为原来的0.087 倍,精度提高了91%。说明i5 系统应用于TD500A 钻攻中心X轴效果明显。
3.2 Y 轴精度分析
现对Y轴做无补偿测量并生成定位精度和重复精度分析曲线,如图5 所示。
图5 中可见:Y轴定位精度A为0.040 663 mm,单向定位精度A↑、A↓分别为0.037 269 mm和0.037 663 mm,单向重复R↑、R↓均为0.003 038 mm,系统偏差E为0.038 060 mm,均偏差范围M为0.054 970 mm,反向差值B为0.004 320 mm。为了达到更加效果,现对其进行螺距补偿并做出补偿后定位精度与重复精度补偿曲线,如图6 所示。
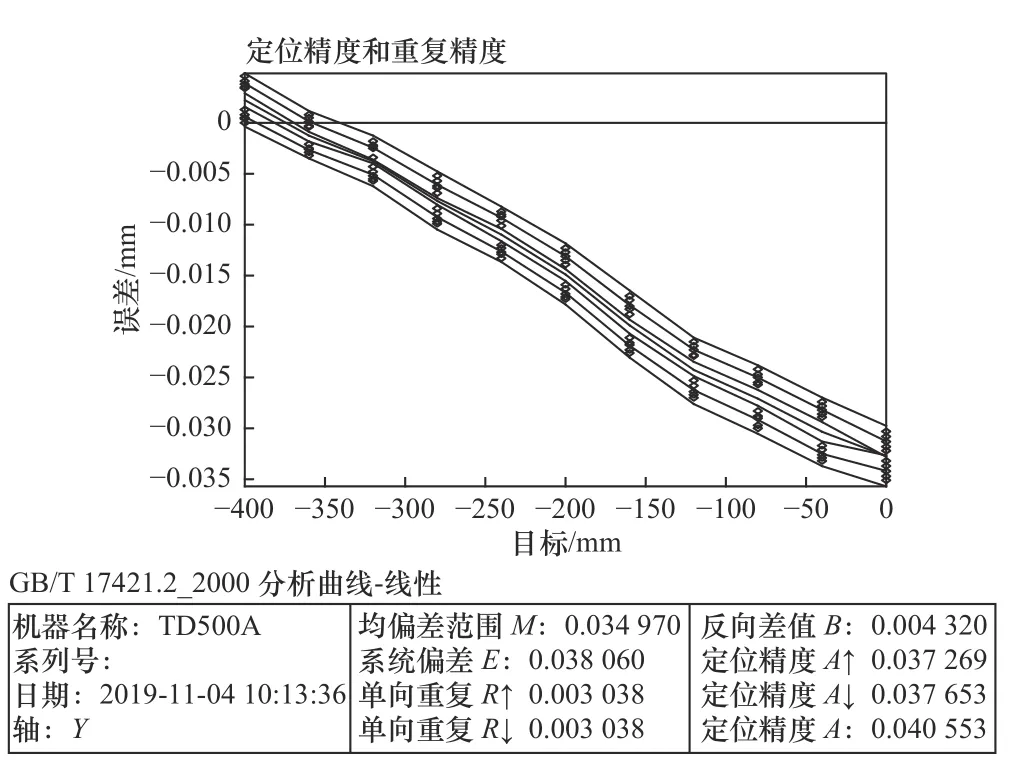
图5 Y 轴无补偿定位精度和重复精度分析曲线
图6 中可见:定位精度A为0.003 248 mm,单向定位精度A↑为0.003 068 mm,A↓为0.003 201 mm,单向重复R↑为0.003 064 mm,R↓为0.003 041 mm,系统偏差E为0.000 540 mm,均偏差范围M为0.000 420 mm,反向差值B为0.000 260 mm。其中定位精度A变为原来的0.08 倍,精度提高了92%;单向定位精度A↑和A↓均别变为原来的0.08 倍,精度均提高了91%;单向重复R↑和R↓与补偿前无明显变化,但均低于要求值;系统偏差E变为原来的0.014 倍,精度提高了98%,均偏差范围M变为原来的0.007倍,精度提高了99%,反向差值B变为原来的0.06倍,精度提高了94%。通过补偿后的精度数值看出补偿后效果明显,使其精度达到更高标准要求。
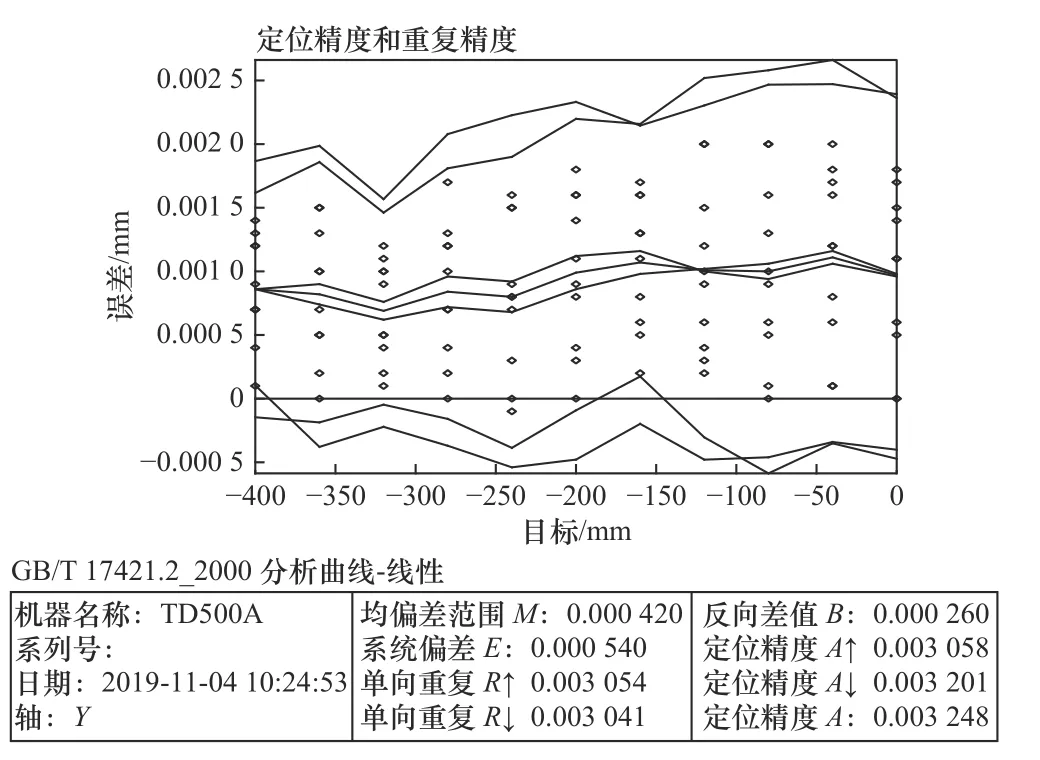
图6 Y 轴补偿定位精度和重复精度分析曲线
3.3 Z 轴精度分析
通过试验结果对数据分析得出Z轴原始状态下定位精度及重复精度如图6 所示。
图7 可见:定位精度A为0.014 361 mm,单向定位精度A↑为0.012 113 mm、A↓为0.012 011 mm,单向重复R↑为0.000 867 mm、R↓为0.001 180 mm,系统偏差E为0.013 760 mm,均偏差范围M为0.011 500 mm,反向差值B为0.002 640 mm,通过对照轴线行程至2 000 mm的定位精度的公差表可知:Z轴所有精度都在要求范围内,为了达到更加效果,现对其进行数据补偿并做出补偿后定位精度与重复精度补偿曲线如图8 所示。
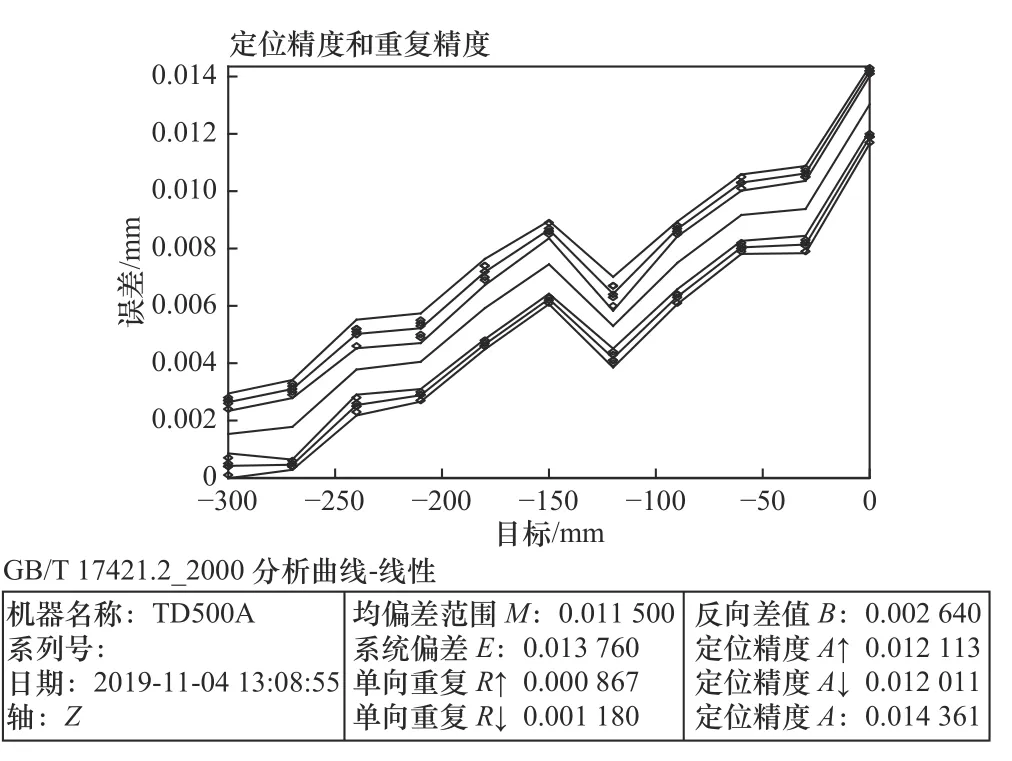
图7 Z 轴无补偿定位精度和重复精度分析曲线

图8 Z 轴补偿定位精度和重复精度分析曲线
图8 可见,经过对Z轴进行补偿通过数据分析可知:定位精度A为0.001 746 mm,单向定位精度A↑为0.001 746 mm、A↓为0.001 633 mm,单向重复R↑为0.001 035 mm,R↓为0.000 716 mm,系统偏差E为0.001 240 mm,均偏差范围M为0.001 140 mm,反向差值B为0.000 260 mm。其中定位精度A变为原来的0.12 倍,精度提高了87%;单向定位精度A↑和A↓分别变为原来的0.14 倍和0.13 倍,精度分别提高了85%和86%;单向重复R↑和R↓分别变为原来的1.19 倍和0.61 倍,R↓精度提高了39%;系统偏差E变为原来的0.09 倍,精度提高了91%,均偏差范围M变为原来的0.09 倍,精度提高了90%,反向差值B变为原来的0.1 倍,精度提高了89%。通过补偿后的精度数值看出补偿后优化效果明显,使其精度达到更高标准要求。
4 结语
应用于笔者公司自主生产TD500A 立式钻攻中心机床中的i5 系统经过补偿在线性轴定位精度等方面上有很大提升。
(1)定位精度A:X轴精度提高86%,Y轴精度提高92%,Z轴精度提高87%,平均提高88.33%。
(2)重复定位精度B:X、Y、Z三轴无明显变化,但均远低于国家标准。
(3)反向差值B:X轴精度提高91%,Y轴精度提高94%,Z轴精度提高89%,平均提高91.33%。
(4)均偏差范围M:X轴精度提高94%,Y轴精度提高99%,Z轴精度提高90%,平均提高94.33%。
猜你喜欢
气象水文海洋仪器(2021年4期)2021-12-11
纺织科学研究(2021年6期)2021-12-02
数学小灵通(1-2年级)(2021年9期)2021-10-12
导航定位学报(2021年4期)2021-08-29
昆明医科大学学报(2021年5期)2021-07-22
智富时代(2019年4期)2019-06-01
智富时代(2019年4期)2019-06-01
阅读(书香天地)(2018年12期)2018-05-14
高中时代(2017年7期)2018-02-24
雷达学报(2017年1期)2017-05-17
