
薄膜成型工艺及其性能研究
2022-04-12 00:59乔梦霞徐文总覃忠琼
安徽化工 2022年2期
乔梦霞,徐文总,覃忠琼
(安徽建筑大学 材料与化学工程学院,安徽 合肥 230601)
高分子加工实验是一门实际应用性很强的专业实践课程。根据我院教学情况和条件,结合教学大纲,以培养学生的动手能力为目的,在学生已经了解吹膜原理、透光率和雾度定义的基础上,结合实际操作再授课讲授吹塑薄膜工艺的基本流程以及测量薄膜的透光率/雾度的方法。本实验采用低密度聚乙烯(LDPE)平挤上吹的方式吹膜。
1 实验目的
(1)了解吹塑过程中影响薄膜质量的工艺条件以及环境需求。
(2)掌握薄膜吹塑成型的方法及工艺流程。
(3)了解透明或者半透明材料透光率和雾度的基本定义及其原理。
(4)掌握测定树脂材料透光率和雾度的方法。
2 实验原理
2.1 吹塑薄膜成型
树脂材料在吹塑成型工艺的过程中可分为三大阶段:
第一阶段是挤出过程,将物料加入挤出机,料筒温度可熔融物料,料筒内旋转的螺杆将熔融物料挤到口模处并形成圆形的型坯;第二阶段是吹胀过程,管状薄膜被挤出之后,将管泡拉到旋转的人字夹板上,管泡会形成筒状的密闭管,通入压缩空气,管泡被吹胀,此阶段管泡在横向和纵向都受到拉伸的力;第三阶段是冷却过程,被压缩空气横向吹胀以及牵引装置纵向拉伸变薄之后,鼓风机通风使其冷却定型。
根据调研,薄膜的制作方法分为三种:流延法、压延法和挤出吹塑法[1]。其中,挤出吹塑过程中,薄膜的宽度和厚度可以通过改变工艺参数而调节,所以挤出吹塑工艺应用广泛。该工艺流程简单,原理易懂,学生的操作效果最好,实验成本最低。
吹塑薄膜的生产可分为三种方法:平挤上吹、平挤平吹、平挤下吹。三种方法的工作原理和操作规程都相同,只是管泡的挤出方向不同。本实验是采用平挤上吹的方式,将物料倒入料筒内,采取程序升温的方式加热,在筒内温度以及螺杆旋转挤压的作用下,物料在熔融的过程中发生混合、剪切并被挤压前移,到达口模处被挤成管状,此时的管状物横向和纵向都有拉伸,要制得质量良好的薄膜,两个方向的拉伸要均衡,在横向拉伸中引入的压缩空气将其吹胀,通过冷却和纵向的牵引系统将其拉伸定型,最后通过转动的滚轮将薄膜收卷集中。
2.2 性能测定
在光学领域里,雾度和透光率是两项非常重要的性能指标。透光率表示材料的透光能力;雾度表征透明/半透明材料内部浑浊不清晰的程度[2]。现实应用中,雾度和透光率是制备材料的两个重要的参数指标。例如,家里卫生间的玻璃透光率应该高,雾度也需要大,才能在光线好的前提下注重隐私;航空业的有机玻璃要求雾度值在0%~2%,透光率一般要求大于90%[3];而有些光学仪器则要求屏蔽亮光源,所以材料应具备透光率小,雾度大的特点;根据实际需求才能制备出符合参数要求的材料。
2.2.1 透光率
透光率是用照进材料的光通量与入射的总光源比值的百分数表示[4]。
2.2.2 雾度
雾度(H)也称为浊度,表示树脂薄膜材料内部浑浊的程度,材料的外部或者内部表面凹凸不平,发生光的散射,用材料散射的光通量Td与透过材料的光通量T2之比的百分数表示,光源的照射方式和透光率一样,此处散射的光通量是平行光束照射到材料时发生光的散射,散射的角度偏离入射方向大于2.5°的光通量[5]。
3 实验部分
3.1 设备与材料
SJ-20型吹塑机;WGT-S型积分球式透光率雾度测定仪;游标卡尺(精确度0.05 mm);测厚仪(精度0.001 mm);低密度聚乙烯。
3.2 LDPE吹塑薄膜的制作工艺
吹膜机主要分为四个工段:软件控制区、塑化挤出区、冷却成型区以及收卷区。冷却装置主要依靠鼓风机、空气压缩机的吹胀作用,牵引装置是利用人字夹板带动薄膜收卷。示意图如图1。
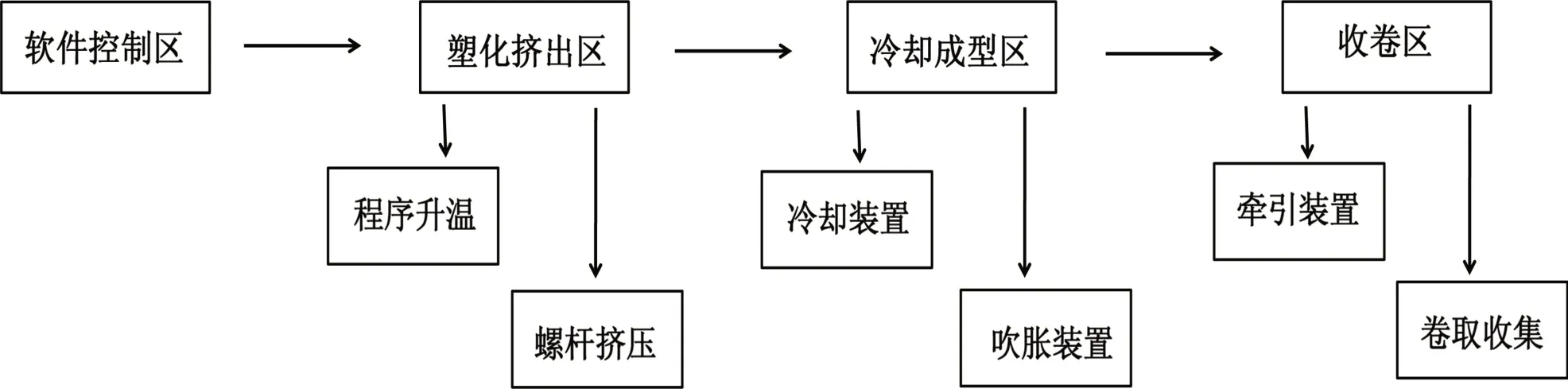
图1 吹膜工艺流程框图
3.2.1 吹膜工艺的参数
吹膜工艺的主要参数有4个,学生必须掌握参数的原理,在实验中根据薄膜质量变化修正其值,从而获得合格的薄膜。
(1)吹胀比:薄膜被吹胀后的直径与未吹胀的管泡直径之间的比值[6]。薄膜在通入压缩空气时,纵向和横向都被拉伸,吹胀比是薄膜横向拉伸产生的。由定义可知,吹胀比增大,薄膜的横向拉伸强度就会增大[7]。但吹胀的作用力不能太大,根据不同的样品特性设定不同的参数,否则会吹破薄膜,得到有褶皱即不合格的产品,所以吹胀比的参数设定尤为重要。
(2)牵引比:牵引装置是牵引薄膜的速度与口模挤出管泡的速度之间的比值[8]。牵引比和薄膜的纵向拉伸相关。在牵引装置纵向拉伸的过程中,牵引的速度越快,薄膜的厚度越薄[9];但牵引的速度不宜过快,否则会拉断薄膜,影响产品的制备效率。
(3)挤出温度:挤出温度不宜过低,否则造成高分子材料塑化效果不好,横纵向的拉伸强度低,不能吹胀定型[10];挤出的温度也不适合太高,会使高分子材料分解成小分子材料,不利于塑料的冷却成型[11]。
(4)露点:露点是树脂材料由熔融状态变为固态的分界线。在吹膜过程中,熔融状态的高分子材料在空气压缩力的作用下从口模挤出,通过冷却装置得以快速冷却使其固化定型,树脂材料由刚挤出的透明状逐渐变为模糊状,状态变化的临界点称为露点,又名为霜点[12-13]。
3.2.2 实验步骤
根据LDPE 的特性,初步设定挤出机各个阶段的温度,采用程序升温的方式会使熔体粘度降低,压力变小,泡管的挤出量相应地会增加,产量提高。温度不能太高,否则树脂降解。根据文献,LDPE 的熔程160℃~170℃,所以将挤出机的机头、料筒口模等阶段的温度分别设置为160℃、163℃、166℃和170℃[14],同时设置料筒内螺杆的转速、人字夹板以及收卷装置的转速,根据LDPE 的物理拉伸特性,吹胀比2.5~3.0,牵引比4~6[15-16]。
设置好各阶段的温度后,在加热区工作时,检查空气压缩机、冷却装置的鼓风机、人字夹板以及收卷装置等是否完好,吹膜机处于准备状态。待各阶段的温度到达设置值并稳定10 min 后,将口模环形缝隙调到基本均匀的状态,同时对吹膜机整体的接口以及螺栓部位趁热拧紧。
恒温30 min 后,启动主机,加入少量的LDPE。先观察挤出机运行的稳定性以及出料情况。等到口模附近挤出的料均匀时,将薄膜缓慢连接至人字夹板中,即通入压缩空气将薄膜吹胀成型,并且开通鼓风机使其在收卷前迅速冷却,随时观察收卷薄膜的质量,及时调整工艺参数,如螺杆转速、牵引速度、风环的位置、收卷装置的速率、各段的温度以及压缩空气流量等。
在实验中,各个阶段的温度应保持稳定,否则影响LDPE 的熔融情况,鼓风机的风速和吹胀的压缩空气的速度都应稳定,否则会造成管壁破裂,产品不合格。
更改实验参数,观察管壁的状态,测量物理性能变化差异,记录情况。
实验结束,降低螺杆转速,趁热清机,防止下次使用时堵塞。
3.3 薄膜的性能测试
雾度和透光率的测定是在学生掌握其定义后,通过测定仪测量的薄膜光学参数,可以通过这两个光学数据,表征学生自己制备的薄膜的性能。在上课的同时,也要注意薄膜的储存条件以及测量之前薄膜预处理需要注意的事项,比如薄膜的表面应保持洁净、无折痕等。
4 实验结果
4.1 实验数据及分析
图2的A图是样品试样,由左到右分别表示1、2、3、4号样品,并且厚度由大到小为4>3>2>1。根据B图得知,4个样品的透光率由大到小排序是4>3>2>1,数值依次为92.3%、91.5%、88.3%、84.1%;而雾度由大到小排序为4>1>2>3,数据依次为82.50%、13.5%、8.58%、2.49%。
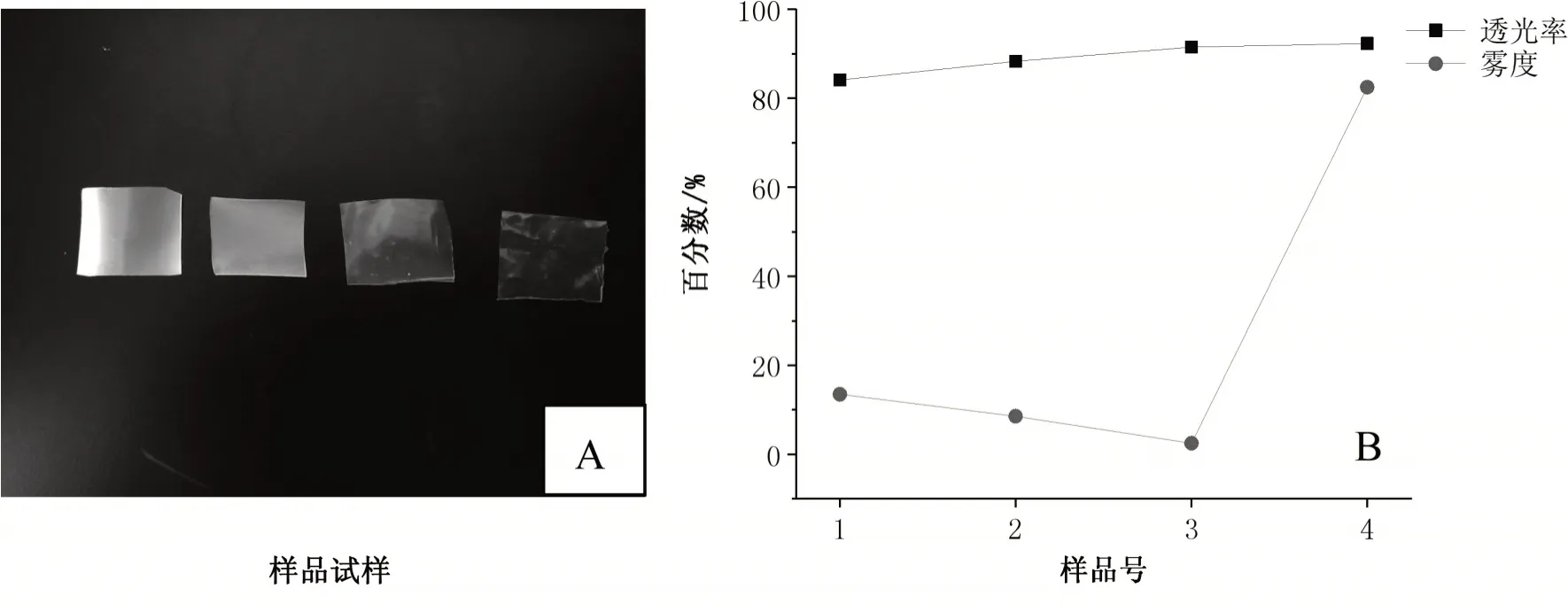
图2 A:薄膜试样;B:薄膜的透光率和雾度值(%)
从数据来看,2号和3号样品的透光率和雾度较好,4 号样品的雾度较差。从1、2、3 号样品来看,透光率越大,雾度值越小,即雾度和透光率成反相关的关系,4号样品的透光率虽然大于1号,但是雾度也比1号大,这说明雾度和透光率并不是反比的关系,也从侧面证实了雾度和透光率是两个相对独立的指标。由3号和4号数据并结合图A的样品对比发现,薄膜表面的皱褶对透光率几乎没影响,但对雾度值影响较大,说明薄膜在生产过程中的工艺条件、添加物料以及表面情况等因素对透光率和雾度值的影响程度均不同。
4.2 实验结果
(1)不同厚度的薄膜之间的光学性能不能进行比较。
(2)影响薄膜透光率和雾度数据的工艺因素各不相同。
(3)薄膜的雾度和透光率之间没有可比性。
猜你喜欢
煤炭与化工(2022年1期)2022-03-19
河北果树(2022年1期)2022-02-16
北京农学院学报(2021年4期)2021-11-09
中南民族大学学报(自然科学版)(2021年5期)2021-10-22
现代艺术(2021年5期)2021-07-01
中南民族大学学报(自然科学版)(2020年6期)2020-12-22
表面工程与再制造(2019年3期)2019-09-18
中南民族大学学报(自然科学版)(2018年4期)2018-12-29
汽车与安全(2018年7期)2018-12-02
幼儿教育·父母孩子版(2018年3期)2018-05-12
