磁流变均匀研抛工具的设计及实验分析
2022-04-13 05:10高春甫郑岚鹏贺新升鄂世举周崇秋
浙江师范大学学报(自然科学版) 2022年2期
高春甫, 郑岚鹏, 贺新升, 鄂世举, 周崇秋
(1.浙江省城市轨道交通智能运维技术与装备重点实验室,浙江 金华 321004;2.浙江师范大学 工学院,浙江 金华 321004)
0 引 言
磁流变液(magnetorheological fluid,MRF)是将微纳米级的磁性颗粒分散于非磁性液体中形成的悬浮液[1],在无外加磁场的情况下,磁流变液与普通牛顿流体无异,表现出良好的流动性,当外加激励磁场时,磁流变液可迅速从液态转变为类固态[2-3],表现出良好的抗剪切性能.利用磁流变液的流变特性[4],Kordonsky课题组[5]首次将细微的研磨颗粒混入磁流变液中,制备成磁流变研抛液进行零部件研抛.
相较于传统的机械研抛,磁流变研抛具有如下优点:磁流变研抛时研抛工具与工件具有一定间隙,实际对工件进行研抛的是夹杂在研抛液中的磨粒,因此,研抛工具微小的安装误差与振动并不会直接传递到工件上,降低了对研抛设备的精度要求;磁流变研抛时研抛头与工件为柔性接触且发热量较小,可以有效降低研抛时工件表面形成的亚表面损伤层;磁流变研抛可通过外部磁场强度控制磁流变研抛液的流变效应,研抛力度可调可控[6-8].
永磁铁由于其结构简单、磁能密度高、使用过程中无发热的优点,常被用来制作磁流变研抛工具中的磁场发生装置,然而,永磁铁具有很强的“边缘效应”缺陷,即永磁铁边缘磁场强度远大于其几何中心处的磁场强度,导致研抛时边缘研抛压力远大于中心处研抛压力,造成研抛时材料去除不均匀.
Kansal等[9]通过增加圆柱形永磁铁的厚度来减弱永磁铁的“边缘效应”,然而这种方法并不能完全消除“边缘效应”;Barman等[10]在增加永磁铁厚度并减小永磁铁直径的基础上,对永磁铁侧边使用磁屏蔽材料包裹,经过仿真分析得出该结构底端能够产生强度较为均匀的空间磁场,然而,其永磁铁的结构较长,不利于设备的小型化发展.
根据磁流变研抛时的Preston材料去除模型[11],即使能够完全克服永磁铁存在的“边缘效应”,得到径向均匀磁场,但由于旋转研抛时不同直径点上的研抛速度不同,所以不同直径点上的材料去除率仍然不一致.
针对以上问题,利用条形永磁铁的“边缘效应”与“叠加效应”,将条形永磁铁N-S相异磁极面同面排列构成研抛时的磁场发生装置,构建了线形径向增强磁场.根据Preston去除函数,研抛时研抛速度越快,所需要施加的磁场越小,利用磁场在研抛间隙中的衰减,基于等效磁荷法,计算出研抛时不同直径点处的磁场间隙,切割磁场发生装置表面,构建中心磁场强度高、边缘磁场强度低的线形磁场,实现研抛时径向材料的均匀去除.
1 研抛工具设计及理论分析
研抛工具结构如图1所示.研抛时,将研抛工具的旋转轴与研抛实验台的电机主轴联接,工件放置于研抛容器中,使用工件夹具夹紧并加入研抛液,研抛工具在靠近工件时,研抛液在磁场的作用下固化形成柔性研抛头,研抛实验台上的电机带动研抛工具旋转,柔性研抛头旋转对工件进行研抛.
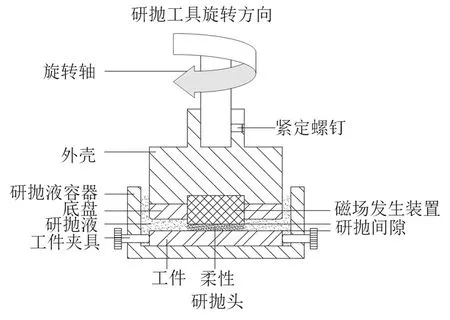
图1 研抛工具结构
磁流变研抛时材料去除模型可用Preston方程[11]描述:
RMR=k(pd+pm)v.
(1)
式(1)中:k为Preston系数,由实验得出;pd为流体产生的动压力;pm为磁流变研抛液在磁场作用下产生的磁化压力;v为研抛速度.
实验中采用的研抛工具与研抛工件之间的平面几乎为平行状态,研抛时,pd相较于pm较小,因此,研抛时流体产生的动压力pd可忽略,将磁流变研抛液磁化压力代入式(1),可得到研抛时材料的去除函数[11]

(2)
式(2)中:φ为磁流变研抛液中磁性颗粒的体积分数;μ0为真空磁导率;μf为基载液的磁导率;μp为磁性颗粒的磁导率;v为研抛点的线速度.
由式(2)可知,在确定的研抛实验中,φ,μ0,μf,μp均为定值,不同研抛点上的材料去除率仅与磁场强度与研抛的线速度有关.
旋转研抛时不同直径点上的线速度v=ωr,代入式(2),得出实验时材料的去除函数为

(3)
由式(3)可知,要使磁流变研抛时材料去除均匀,须根据不同研抛点处的不同研抛半径r,改变磁场强度H,且研抛半径r越大,磁场强度H反而越小.
1.1 线形增强磁场构建
使用圆柱形永磁铁作为研抛工具的磁场发生装置时,由于永磁铁“边缘效应”的存在,永磁铁边缘磁场强,中心磁场弱,且研抛时中心研抛速度低,边缘研抛速度高,二者叠加作用下导致研抛时边缘区域材料去除率高,中心区域材料去除率低,材料去除不均匀.
为改进研抛磁场,使用一对条形永磁铁N-S相异磁极面同面排列的方式构建磁场发生装置,并使用等效磁荷法[12-13]对其表面磁场进行数值分析.
建立如图2所示的坐标系,使用式(4)[14]对磁场发生装置表面的磁场强度进行数值计算,永磁铁充磁方向为z轴方向,计算磁荷面分别为永磁铁的上、下、左、右4个磁荷面,计算永磁铁表面的磁场强度.
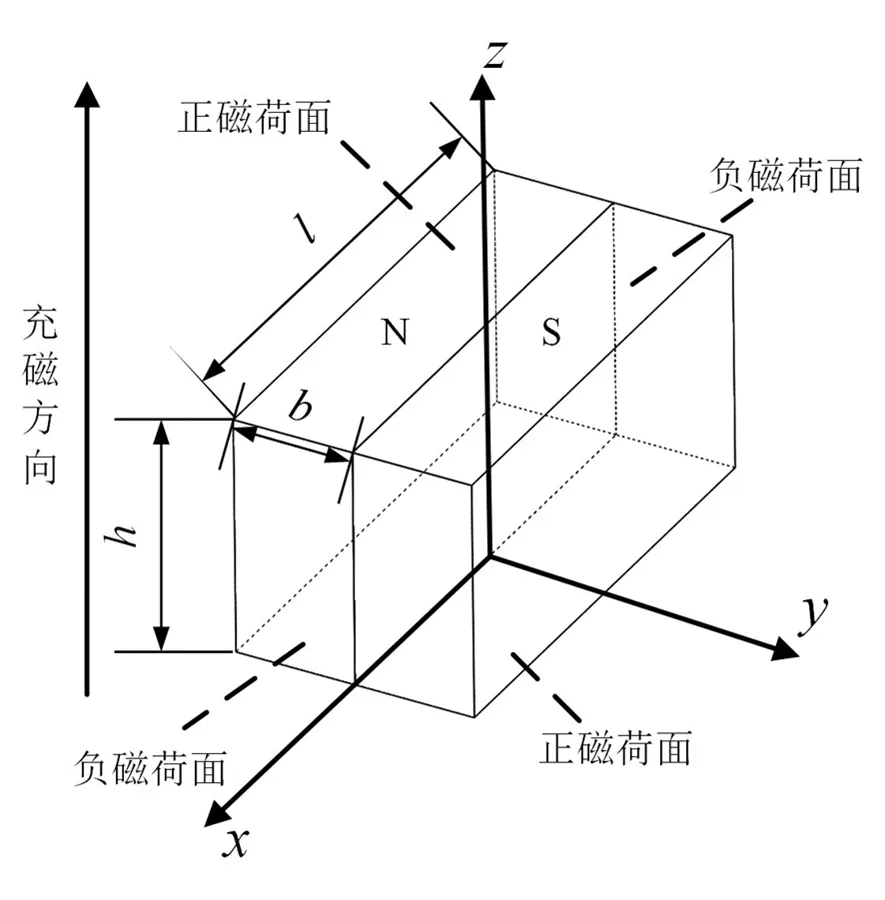
图2 等效磁荷法计算坐标
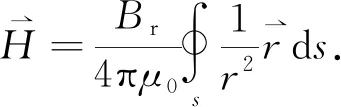
(4)



(5)

式(5)~式(7)中:Hx,Hy,Hz分别为各磁荷面在3个坐标方向的磁场强度分量;x0,y0为计算点的横纵坐标;x,y为被积磁荷面的横纵坐;d为计算点距离永磁铁上表面的高度;l,b,h分别为条形永磁铁的长、宽、高.
最后,根据矢量相加的平行四边形法则,将式(5)~式(7)代入式(8)进行磁场强度合量计算.

(8)
使用Matlab对磁场发生装置表面的磁场强度计算并进行三维绘图,其中计算参数如表1所示.
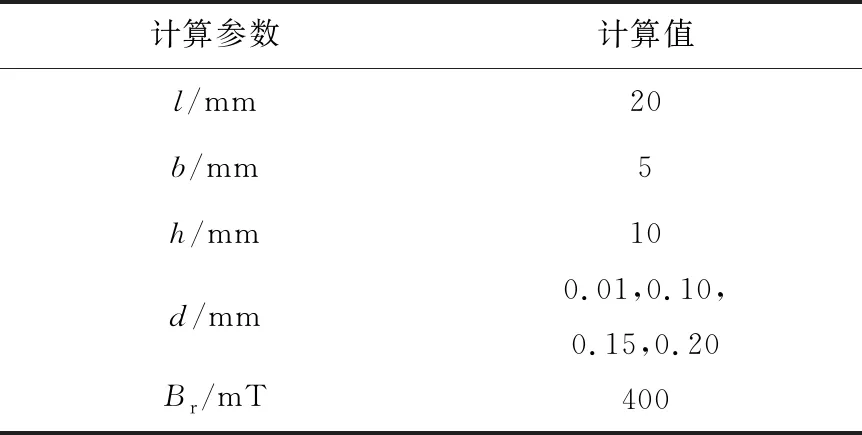
表1 等效磁荷法计算参数
计算结果如图3所示,条形永磁铁组合的方式利用了永磁铁的“边缘效应”,同时由于磁场的矢量性质,磁场具有“叠加效应”,在条形永磁铁N-S相异磁极面交界线上,即坐标y=0 mm处,产生了线形分布的径向磁场增强区域,且磁场强度线形均匀分布.随着计算点距离永磁铁表面距离d的增大,其整体的磁场强度均发生下降,但永磁铁表面的磁场强度分布规律基本不变.

图3 条形永磁铁组合表面不同距离处磁场强度数值仿真
1.2 基于Preston去除函数进行磁场调控
利用条形永磁铁组合的方式,虽然克服了圆柱形永磁铁中心区域磁场弱、边缘区域磁场强的问题,获得了较为均匀的线形磁场.然而在定点研抛时,根据Preston去除函数
在磁场强度相同的条件下,由于不同研抛半径点上的研抛速度不同,仍会导致材料去除不均匀.为实现研抛时材料的均匀去除,还需根据研抛速度,降低边缘区域的磁场强度.
调控永磁铁的磁场方式主要有2种:其一为利用磁场在研抛间隙中的衰减来调整磁场;其二为通过增减永磁铁的充磁厚度来调控磁场.图4所示为条形永磁铁N-S异面磁极交界处磁场强度随充磁厚度与研抛间隙的变化.
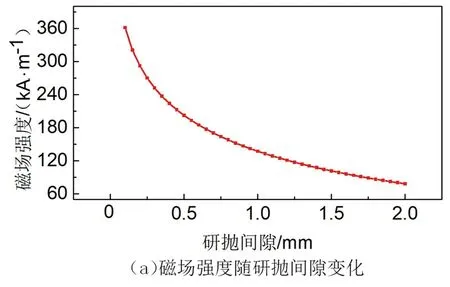
图4 磁场强度随研抛间隙、充磁厚度的变化曲线
由图4可知,永磁铁磁场在研抛中衰减极快,研抛间隙由0.1 mm增加至2.0 mm时,磁场强度衰减了78%,说明研抛间隙的改变对磁场影响较大.而永磁铁充磁厚度对磁场强度影响较为微弱,充磁厚度由1 mm增加至10 mm时,磁场强度仅增加了59%;当永磁铁充磁厚度超过10 mm后,充磁厚度对磁场强度几乎无影响.
选择改变研抛间隙的大小来调控磁场,对磁场发生装置表面进行切割.其基本思路如图5的流程所示.

图5 磁场调控方法
使用Matlab软件,根据图5的磁场调控方法,计算得出不同研抛半径点所需的研抛间隙曲线(计算程序略),计算结果如图6所示.
根据图6的研抛半径-研抛间隙曲线,对磁场发生装置表面进行切割,改进后的磁场发生装置如图7所示.随着研抛半径的增大,磁场发生装置的磁荷面距离研抛工件的高度越大,达到研抛工件表面的研抛磁场因此也越小,从而弥补研抛半径增大导致的工件材料去除率增大,使工件材料去除率在不同研抛半径处趋于一致.
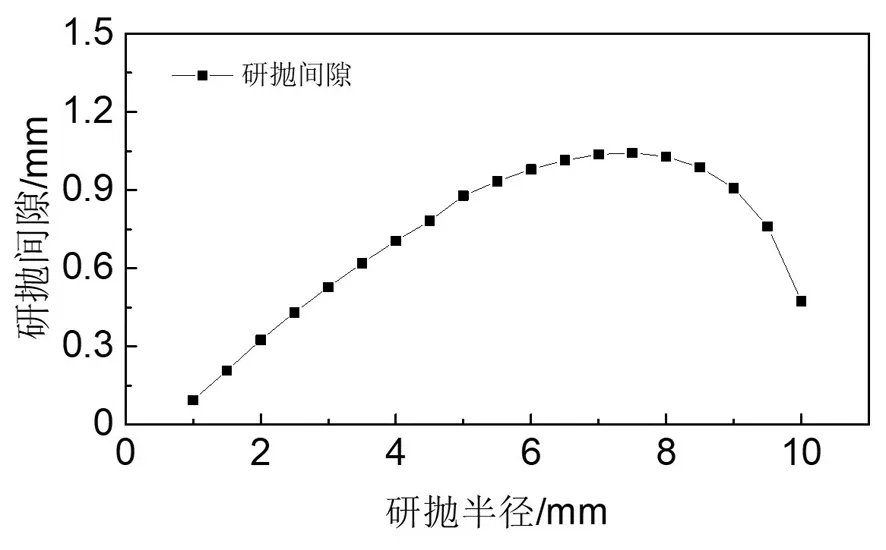
图6 研抛半径-研抛间隙关系图
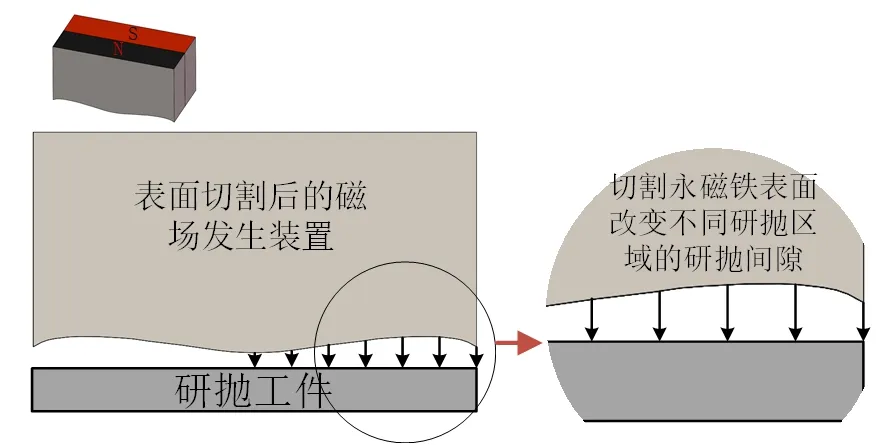
图7 表面切割后的磁场发生装置
1.3 仿真分析
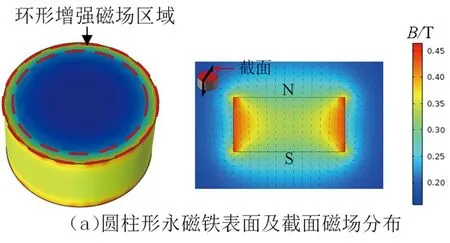
图8 不同磁场发生装置磁场仿真云图
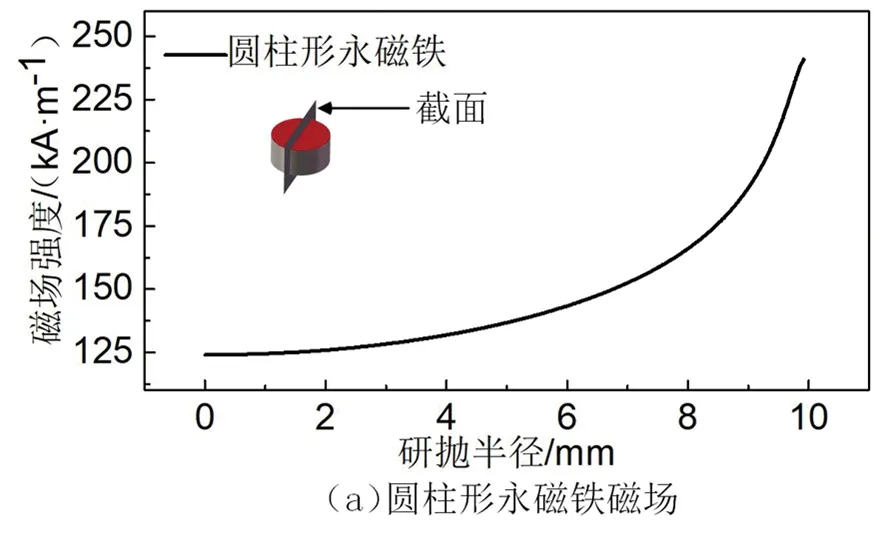
图9 不同磁场发生装置直径方向磁场强度
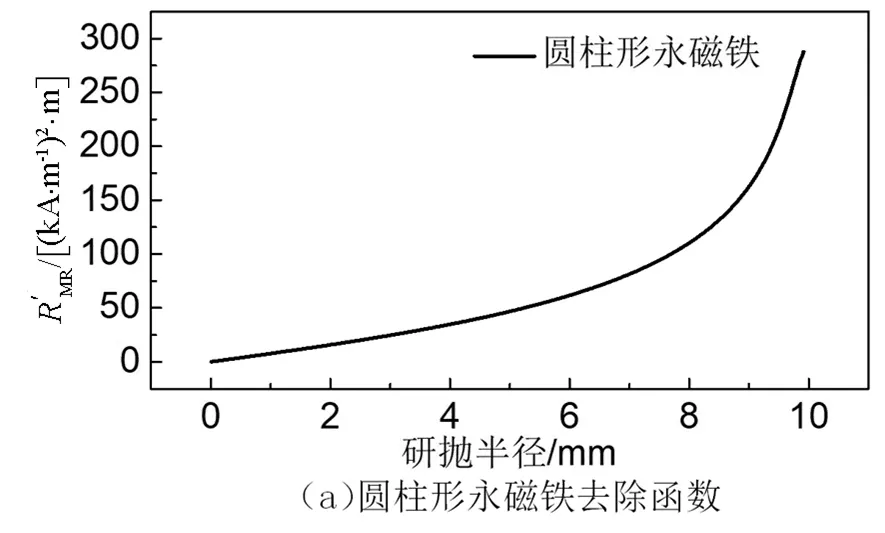
图10 不同磁场发生装置材料的去除函数
由图8、图9可知,圆柱形永磁铁由于“边缘效应”的存在,边缘处磁场强度发生增强,形成环形增强磁场区域,不利于磁流变研抛时材料的均匀去除.而通过条形永磁铁组合优化后的磁场发生装置,可构建在研抛半径方向线形地增强磁场区域,且通过切割永磁铁表面,可实现不同研抛直径点上的磁场强度控制,构建由中心向边缘处磁场减弱的线形磁场.
由图10(a)可知,由于圆柱形永磁铁“边缘效应”的存在,导致研抛时工件中心处材料去除较少、而边缘处材料去除较多.如图10(b)所示,通过条形永磁铁排列优化,构造研抛直径方向的线形磁场,改善了圆柱形永磁铁的研抛缺陷,同时根据不同研抛点的研抛速度,通过改变研抛间隙对磁场进行调整,实现了径向材料的均匀去除.在研抛半径为0~1.5 mm处,由于研抛速度较低,磁场强度难以达到所需磁场;在研抛半径为9.0~10.0 mm处,由于靠近永磁铁边缘处结构发生突变,磁场发生突变,因此,未能实现材料的均匀去除;在研抛半径为1.5~9.0 mm处,通过调控磁场,可实现材料的均匀除去.
2 磁流变研抛性能实验
2.1 实验条件
实验采用的磁流变研抛液主要成分为二甲基硅油、羰基铁粉与氧化铈研抛粉,其中羰基铁粉的体积分数为15%,研抛粉的体积分数为3%,为避免磁流变研抛液沉降而影响研抛效果,实验前对磁流变研抛液进行30 min的机械搅拌.
为了更加清晰地观察研抛后工件的材料去除轮廓,研抛工件选择较易加工的铝合金工件,将磁流变研抛工具安装在如图11所示的三轴研抛实验台上对铝合金工件进行研抛实验.
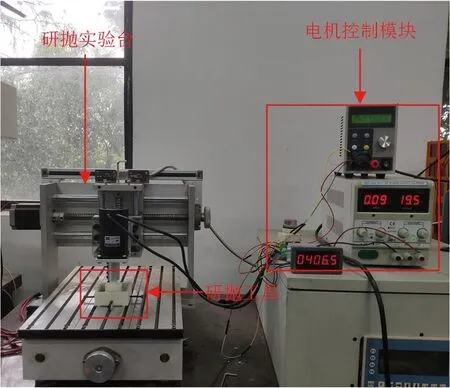
图11 研抛实验台
2.2 实验结果对比
实验时,使用表2中的研抛参数对工件进行研抛,磁场发生装置分别选用圆柱形永磁铁和表面切割后的条形永磁铁组合.

表2 研抛参数
研抛工具上磁流变研抛液产生的柔性研抛头与研抛后工件上的研抛区域如图12所示.
图12(a)为使用圆柱形永磁铁作为磁场发生装置的研抛工具,由于永磁铁的“边缘效应”,研抛液在圆柱形永磁铁边缘处聚集形成了“环形”研抛头,研抛时形成了如图12(b)所示的环形研抛轮廓.在研抛工具的中心处,磁流变研抛液不能在此处形成有效的研抛头,导致在中心处几乎无材料去除.
如图12(c)所示为使用表面切割条形永磁铁组合作为磁场发生装置的研抛工具,由于条形永磁铁N-S相异磁极面交界处形成了线形分布的增强磁场,研抛液在此处聚集形成了线形研抛头,在旋转研抛时,线形研抛头的研抛区域更大,形成了如图12(d)所示的圆形研抛轮廓.
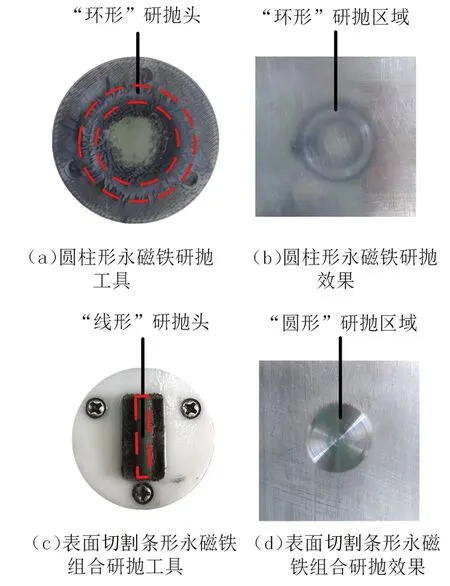
图12 研抛区域对比
圆柱形永磁铁研抛工具研抛区域为外径20 mm左右、内径15 mm左右的“环形”区域;表面切割后的条形永磁铁研抛工具的研抛区域为直径为20 mm的“圆形”区域,其研抛面积提升了129%.
使用DCM3D共焦显微镜测量研抛后不同抛光半径区域工件的材料去除深度,测量结果见图13.
由图13(a)可知,圆柱形永磁铁由于“边缘效应”的存在,仅在研抛半径为8.0~10.0 mm处对研抛工件进行了有效的研抛,研抛时材料去除不均匀,研抛效果与图12(b)的研抛轮廓相符.
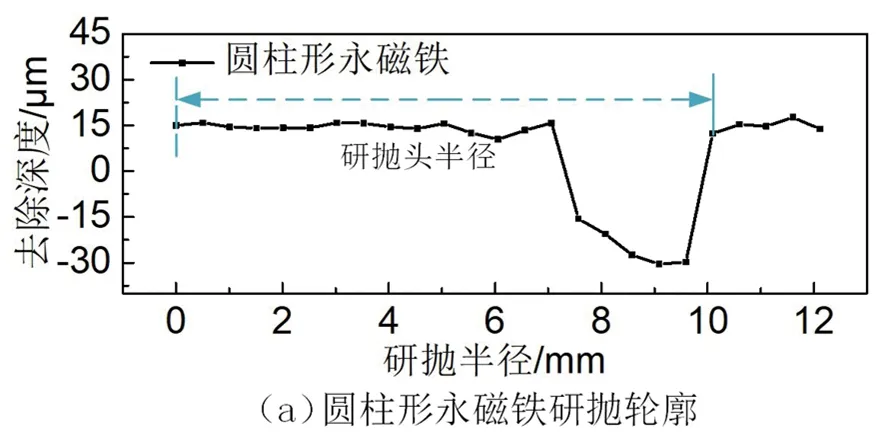
图13 研抛轮廓对比
通过构造线形非均匀磁场,使用表面切割的条形永磁铁组合研抛工具获得了较好的研抛效果,在整个研抛半径上均对材料进行了去除,由于研抛区域中心处研抛速度几乎为零,故在研抛区域中心材料去除难度较大,而在研抛区域最边缘处,由于永磁铁边缘处结构的突变,导致其磁场强度未能达到所需的磁场,材料去除较少.实际定点研抛时,在研抛半径为2.0~8.0 mm处,在梯度磁场的作用下,研抛材料实现了较为均匀的去除,其去除深度基本一致.
3 结 论
磁流变研抛时采用圆柱形永磁铁作为磁场发生装置存在“边缘效应”,永磁铁边缘处磁场强度骤增,边缘强磁场区域会对磁性颗粒起到聚集作用,导致研抛区域为“环形”,材料去除不均匀且研抛面积小.
由于旋转研抛时研抛速度由研抛中心向边缘处线性增加,根据磁流变研抛时的Preston材料去除函数,要实现研抛材料的均匀去除,需构建由中心向边缘处减小的研抛磁场.
针对上述问题,提出了如下方法对磁流变研抛工具进行了改进:
1)采用条形永磁铁组合的方式,利用永磁铁的“边缘效应”与“叠加效应”,构建了N-S异面磁极交界面处的线形增强均匀磁场.
2)为实现研抛时材料能均匀去除,提出了一种基于等效磁荷法的磁场强度调控方式,设计了由中心向边缘磁场强度不断减弱的磁场发生装置.仿真结果表明,该结构能实现较大范围内材料的均匀去除.
3)开展研抛实验,在对平面工件定点研抛时,相较于圆柱形永磁铁研抛工具,改进的研抛工具不仅让研抛区域由“环形”增大至“圆形”,研抛面积提升了129%,且在“圆形”研抛区域内,可实现研抛半径为2.0~8.0 mm处材料的均匀去除.
实际应用中,针对较为小型的平面工件,可将多个工件环形排列放置于研抛材料均匀去除区域进行定点研抛,提高研抛效率.针对较为大型的平面工件,研抛时可通过研抛工具的水平震荡实现中心区域的材料去除.
猜你喜欢
防爆电机(2022年3期)2022-06-17
防爆电机(2021年5期)2021-11-04
上海大中型电机(2021年2期)2021-07-21
小学生学习指导(中年级)(2021年5期)2021-05-18
小学生学习指导(中年级)(2020年5期)2020-06-24
活力(2019年19期)2020-01-06
小学生学习指导(中年级)(2019年11期)2019-11-13
商品与质量(2019年47期)2019-06-18
农业科技与装备(2017年4期)2017-08-17
科技资讯(2017年3期)2017-03-25