
数控铣床经典宏程序汽车零部件加工方法及应用
2022-05-19 06:07庄宏军杨春红张翠翠
内燃机与配件 2022年8期
在数控自动编程软件日趋普及的今天,特别是在众多三维曲面汽车零部件加工中,手工编程似乎被遗忘在角落里,无人问津,大多数编程者认为手工编程对于加工非圆曲线或曲面束手无策,其实并不然,宏程序就是手工编程的最后一道堡垒。随便打开一个自动编程产生的数控加工程序,可以了现里面几乎都是直线或圆弧等简单指令的组合,虽然数据相当准确,但也着实相当繁琐,基本上没法读懂。但如果是用宏程序去编程,不但程序精短,而且调整方便。
也有赖着不死的充气娃娃。几天以后,秦川对艾莉说,也许由于厂家大意,往她体内注入了过多的生命力,也许她学会了养生,变得长寿,总之在她应该死去的时候,她仍然津津有味地活着,这时厂家就会强行将她报废。死到临头她仍然不知道自己是充气娃娃,或者,就算告诉她,她也不会相信。她在报废机里大声号呼,惨叫,呻吟,无人理她。她可以清晰地听到肌肉被撕裂的声音,骨骼被斩断的声音,内脏被绞碎的声音。她能够看到她蹦跳的心脏,蠕动不止的肠子,电线般缠成一团的血管,白森森的腿骨和髋骨。艾莉你说,这时候,她们到底是充气娃娃,还是真正的女人?
1 宏程序介绍
凡是含有宏语句的程序可称之为宏程序,它类似计算机高级语言,但是仍然属于手工编程,是手工编程的扩展和延伸,有些时候软件编程是无法取代宏程序。宏程序是一种零件编程的方法,该方法是在标准 CNC 手工编程的基础上附加控制特征,可使程序功能更强大、灵活。宏程序与普通程序相比,普通程序的字为常量,一个程序只能描述一个几何形状,所以缺乏灵活性和适用性;而在宏程序的本体中,可以使用变量进行编程,也可以用宏指令对这些变量进行赋值、运算等处理,通过使用宏程序能执行一些有规律变化(如非圆二次曲线轮廓)的动作。
式(1)中:BFd和BFu分别为下行船和上行船的航迹带宽度;d1+d2+C为安全距离之和,通常取0.67~0.80倍上行/下行船舶航迹带宽度。
单卧轴搅拌机是由德国公司开发的。双水平轴搅拌机是随着混凝土施工技术的逐步完善而发展起来的新型机型。国外从第二十世纪末开始在美国和德国,但轴封技术不成熟,其发展基本上处于停滞状态。直到七十年代初,这项技术已形成了一系列产品。早在上世纪80年代中国的发展,但发展迅速,在产品说明书和产品的数量,都远远超过了其他模型。
那宏程序语句在数控铣床编程中又是如何应用的呢?简单说,凡是带着#n符号的都可以称为宏程序,有些数控系统是用Rn符号,比如G01X50Y50F0.1; 也可以写成,#1=50;G01X#1Y#1F0.1;,这里面的#1就叫做变量,如果把#1=50;写成#1=40;时,G01X#1Y#1F0.1;与之前程序的移动距离就不一样了,也就是说#1是变化的,它的具体数值由等号后面的数值来赋值。利用这种方法,我们通过一个简单的案例来了解宏程序在数控铣床编程中是如何应用的。如图1所示的这个零件,三个轮廓线是相似的,只是半径尺寸不同,这个时候如果按照以往的手工编程则需要编写三个单独的程序才能加工出对应的三个轮廓,如果用宏程序来编写,加工顺序由①点开始,顺时针经过②③④点再到①点结束,只用一个程序然后修改变量赋值即可完。

#1=25;给变量#1赋值
X=a cosα
G01X-50;加工至③点
G02Y-#1R#1;加工至②点
Y=b sinα 其中α是参数
宏程序的应用离不开相关的数学知识,要编制出精简的加工用的宏程序,一方面要求编程者具有相应的工艺知识和经验,即确定合理的刀具、走刀路线(或走刀方式);另一万面也要求编程者具有相应的数学知识,即如何将上述的意图通过严密的逻辑,配合标准的格式语句加以表达出来
。椭圆轨迹加工就是宏程序加工非圆曲线的经典应用,众所周知,内燃机的活塞裙部截面形状就是椭圆形的。而椭圆加工中用参数方程无疑是个非常方便、有用的重要数学工具,它使椭圆的宏程序编定更加直观,但是如果对椭圆本身以及刀具运动的几何特性了解不深的话,很容易出现错误。众所周知椭圆的参数方程是:
…
通过改变变量#1的赋值,就能得到与之相对应尺寸的轮廓了。从上面的描述中可以知道,宏程序最明显的一个作用就是可以简化手工编程,提高编程效率。
一是明确专项工作包联主体。项目引进之后,党委政府明确牵头领导和责任单位,将辖区管理和职能部门有效连接,给予回乡创业项目全面、实时、无缝的服务,尽最大努力协调解决项目遇到的困难。二是加强基础设施建设力度。地方党委政府加快推进农村路网、管网、电网、通信网等基础设施建设,为回乡项目提供硬件条件支持。三是督促项目规范有序运作。地方党委政府除了服务项目运作,还积极担负起监督项目规范运作的职责,督促企业规范运用各类优惠政策,遵纪守法、安全生产,做好相关职工维权和矛盾调处工作,真正确保项目健康运作、良性发展。
2 用宏程序加工椭圆槽
G01X0;加工至①点
G01X0Y#1F100;移动到①点
阳极氧化工艺是一种应用广泛的表面处理技术。铝及其合金的阳极氧化膜因具有一系列优越的性能,故被誉为“万能”的表面保护膜[1]。当前阳极氧化均在氧化槽体内进行,且阴极板多布局在槽体四周,对工件封闭的内腔进行阳极氧化是行业内公认的难点。这是因为当工件接通电源正极后,电流优先分布在与阴极板正对的工件外表面,并通过槽内的电解液与阴极形成闭合回路,所以外壁优先被氧化,封闭的内腔一般不会有电流通过,难以实现氧化。随着近几年阳极氧化工艺的推广应用,人们开始通过在内腔中植入阴极板以改变电流的分布,从而实现内腔的阳极氧化和电解着色[2]。
G02Y#1R#1;加工至④点
通过椭圆的参数方程我们可以看出,将角度用变量#1表示,X坐标用变量#2表示,Y坐标用#3表示,用宏程序编程即参数编程可以表示为:
#2 = a * cos[#1] ;,#3 = b * sin[#1] ; 其中a为长半轴,b为短半轴,#1为角度。
2.1 算法的设计
以整椭圆360°作为循环结束的判定条件。设置变量#1=#1+1控制角度的递增,通过机床计算出下一角度的X、Y轴加工坐标,用直线插补进行椭圆拟合。通过条件判断语句“IF[#1 LE 360] GOTO 120”实现连续加工椭圆的循环进程。这句条件判断语句的意思是如果#1小于或等于360度,那么就回到循环开始程序段N120,再次循环,直至完成椭圆加工
。

用宏程序加工椭圆采用直线拟合逼近的方式,需要构建三角函数数学模型,如图2所示,①点坐标已知,要想得到②点坐标,通过 X=a cosα ,Y=b sinα 参数方程,其中,a为椭圆长半轴;b为椭圆短半轴,α 为角度,那么②点的坐标即为(X'Y')。
2.2 程序图样
根据以上对椭圆的算法设计,加工如图3所示的样件,深度为1mm。
性质I. GMC 取值范围为0到1,即0≤GMC(Y|X),GMC(X|Y)≤1,且当变量X与Y相互独立时,有GMC(Y|X)=GMC(X|Y)=0。
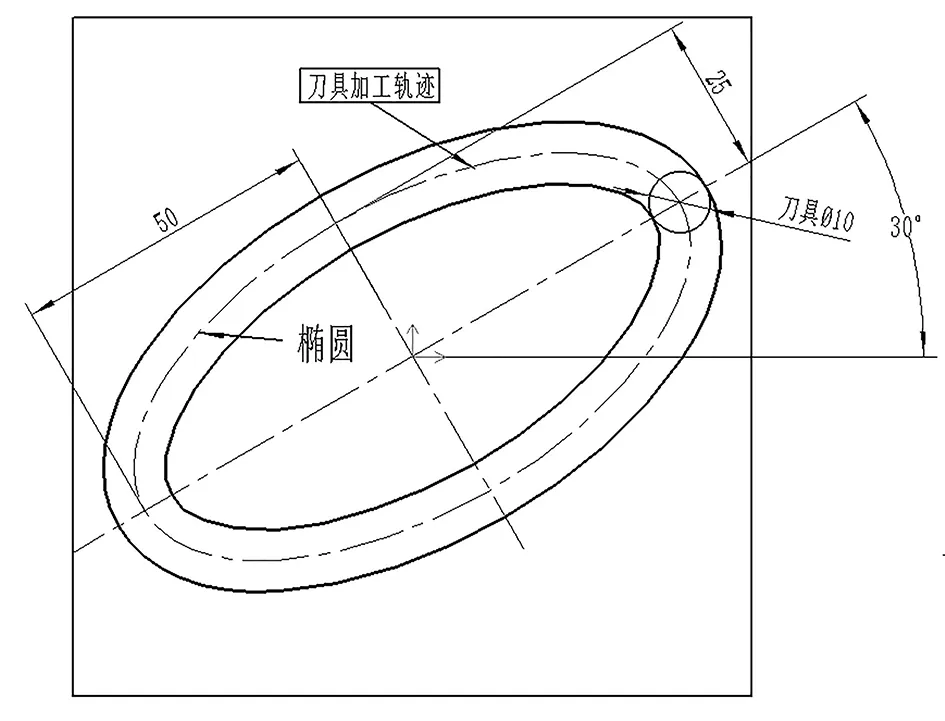

3 用宏程序加工孔口圆角
孔口倒圆角在汽车零件加工或模具加工中经常遇到,传统加工方法除了可以用成型刀具之外就只能用自动编程了,不但费时费力还不好调整。用宏程序手工编程能做到程序通俗易懂,尺寸精度调整灵活多变。
3.1 算法的设计

3.2 程序图样
根据以上的算法设计,运用到实际加工程序中如图5所示汽车零件球头座。


4 结论
用宏程序加工的优点在于能将有规律的形状或尺寸用最短的程序表示出来,具有极好的易读性和修改性,程序逻辑严密,通用性极强,通过上面的程序大家可以看出,修改特定变量的数值可以调整整个加工程序的精度,非常方便。而且机床在执行此类程序时,较执行自动生成的程序更加快捷,反应更加迅速。学好宏程序能有效的提高数控加工的工艺水平,在生产学习中会让你的程序编制事半功倍。
[1]陈海舟. 数控铣削加工宏程序及应用实例[M].北京:机械工业出版社,2006:1-4.
[2]余兴波.数控加工实训教程[M].吉林:吉林出版集团有限责任公司,2010:165-169.
[3]袁锋.全国数控大赛试题精选[M].北京:机械工业出版社,2005:150-159.
猜你喜欢
内燃机与配件(2021年18期)2021-09-24
理科考试研究·高中(2019年7期)2019-09-17
新教育论坛(2019年14期)2019-09-10
科学与财富(2018年28期)2018-11-16
科技视界(2018年6期)2018-05-11
福建中学数学(2016年4期)2016-10-19
新高考·高二数学(2014年7期)2014-09-18
数学教学(2013年5期)2013-08-13
福建中学数学(2011年9期)2011-11-03
中学生数理化·七年级数学北师大版(2008年5期)2008-10-14
