提高中职数控专业学生技能实训教学平衡率的研究
2022-05-19 07:31刘卓韬
福建轻纺 2022年5期
刘卓韬
(集美工业学校,福建 厦门 361022)
1 教学平衡率的由来
平衡率一词通常应用在生产线上,即生产线平衡。生产线平衡是指对所有的生产工序使用相近的技术手段与方法,通过调整生产策略和作业负荷,使各生产段作业时间达到平衡。其主要目的是减少在制品和场地占用,缩短工序之间的衔接时间、生产周期,减少效率损失和避免生产过剩。生产线平衡直接关系到生产线的正常使用及工厂的整体生产效率。
由此,在数控专业技能实训的教学过程中,针对学生的学习效果,借鉴平衡率概念,并将其定义为教学平衡率。教学平衡是对学生技能实训的所有学习环节进行平均化,通过各环节的学习效果的量化数据,找到薄弱的学习环节,并重新分配学习时间或改善学习方法,调整学习策略,使得学生在各学习环节中的学习效果尽量平衡,达到较好的总体学习效果,从而提高学生在数控机床技能训练中各方面的综合能力。
学生在学习过程中存在学习的薄弱环节,它不仅会拉低学生的整体学习效果,同时学生往往难以通过自身的分析制定有效的学习策略针对薄弱环节进行改善,笔者将这些薄弱环节称为学习的“瓶颈”。学习“瓶颈”不仅限制了该环节的学习效果,而且影响其他环节的学习能力的发挥,因此,在教学中找到学生的学习“瓶颈”,并制定相应的学习改善方案和有效实施便可有效地提升教学平衡率,提升学习效果。
2 具体的实施案例
以数控铣工中级技能鉴定培训为例,对学生进行技能训练,在训练中发现如果按照传统的训练过程,学生的学习效果提升的速度较慢,且难以合理分配设备资源,导致在训练的过程中部分学生闲置,得不到有效的练习。现进行具体分析如下:
2.1 训练的具体任务
以往年的铣工中级图纸为样题,如图1所示,要求学生进行练习,时长为120 min。
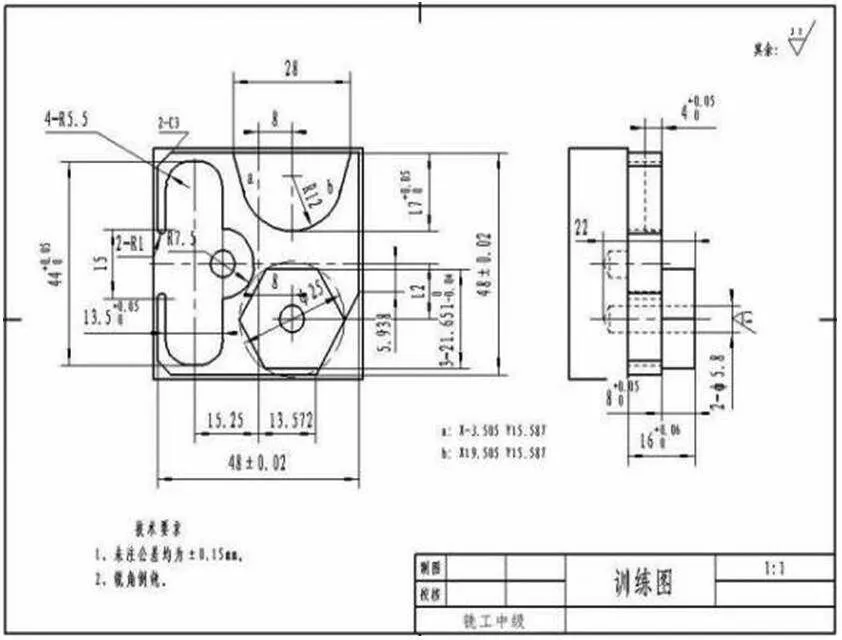
图1 铣工中级样题图纸
2.2 传统的练习效果
传统的练习步骤为:Mastercam2018软件绘制二维图形→Mastercam软件对二维图进行自动编程→后处理生成数控加工程序,并将程序传输至数控机床中→数控机床实际加工操作(装夹工件、刀具、对刀、切削加工、尺寸及精度控制)。
以张同学的练习为例,在前几次的练习过程中,虽然每次练习都有进步,但依旧未能在规定的时间内完成零件的加工,且提升的效果并不显著。针对这样的问题,对该生的各练习环节进行量化评价,具体如表1。对每个练习环节的进行量化分析,每个练习环节的耗时如图2所示,每个练习环节的实际得分如图3所示,实际得分率情况如图4所示。
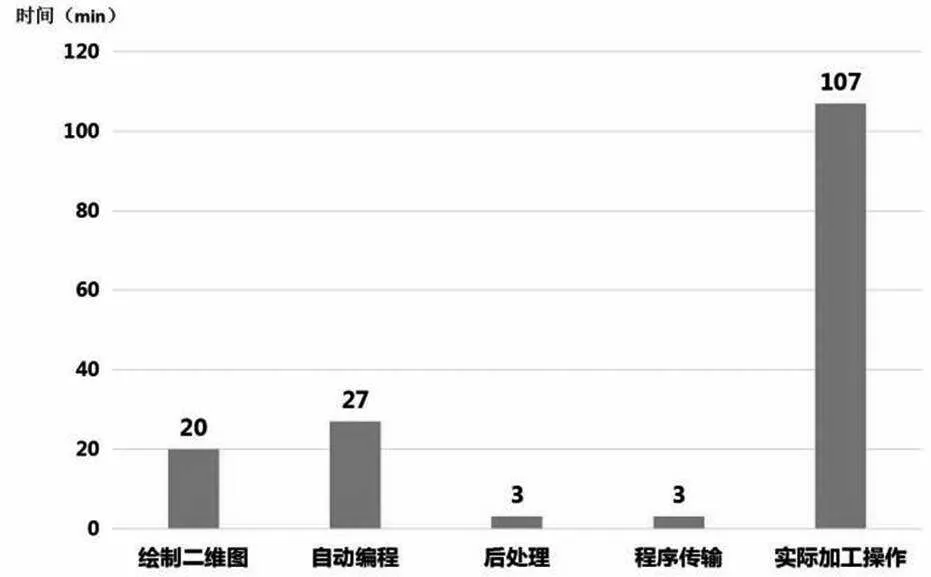
图2 各练习环节的时间情况
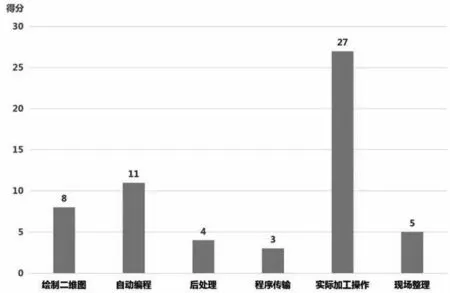
图3 各练习环节的实际得分情况
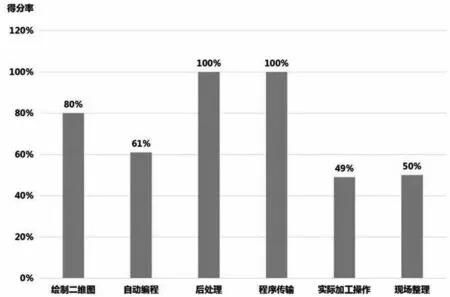
图4 各练习环节的得分率
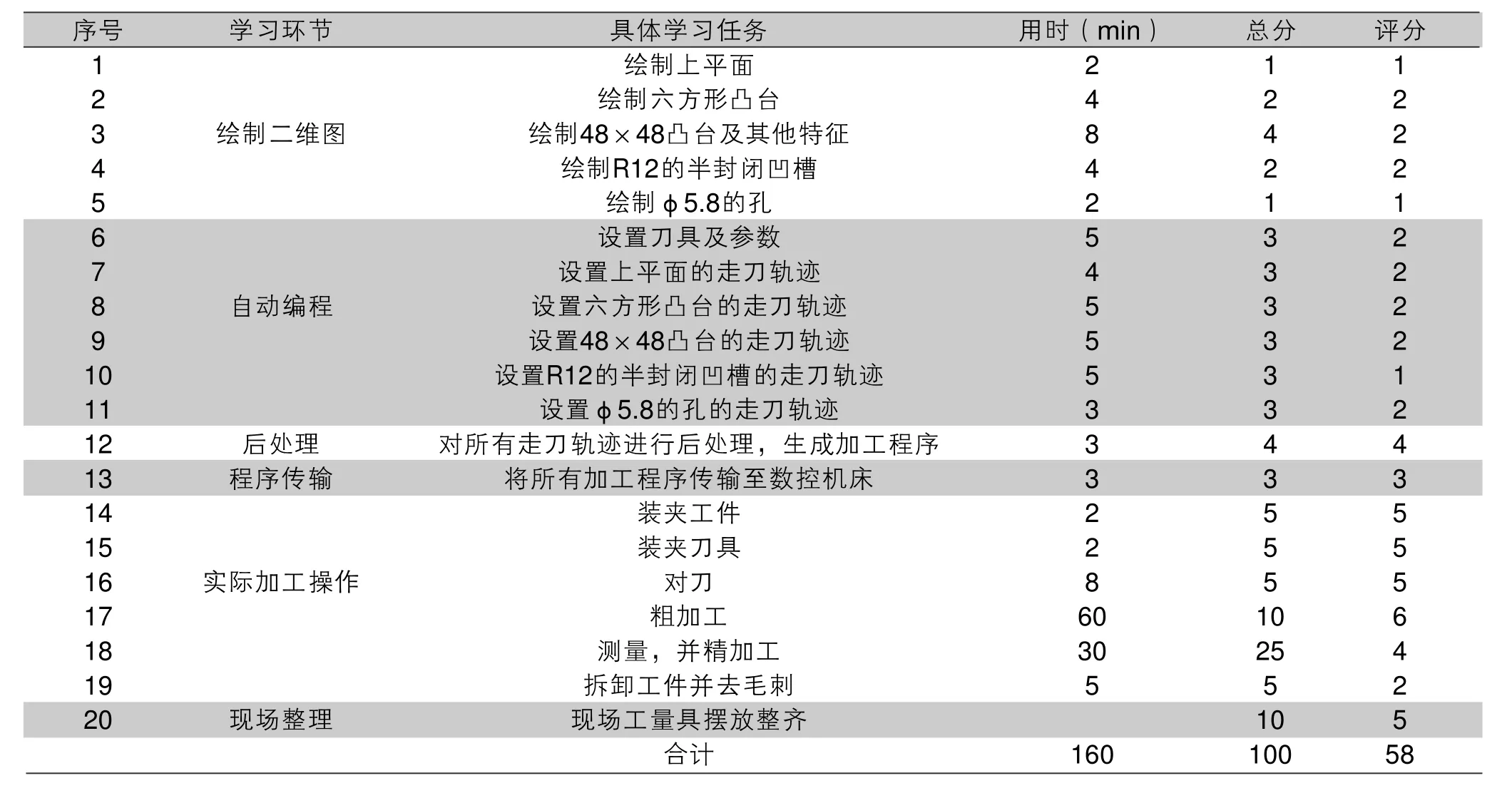
表1 张同学的各学习环节的具体情况
2.3 分析原因
通过数据分析可以看出该生在训练过程中存在以下问题:
⑴ 整个练习时长达到了160 min,无法在规定的120 min内完成零件加工,从而影响得分情况,因此,必须提升加工练习的效率。
通过数据可以发现,绘制二维图环节用时20 min,自动编程环节用时27 min,实际加工操作环节用时107 min,时间主要花费在绘制二维图、自动编程和实际加工操作三个环节上。这三个环节即为练习时长的瓶颈环节。
⑵ 从得分情况来看,总分100分,实际得分58分,得分率为58%,具有较大的提升空间。
各练习环节主要失分是在实际加工操作环节,该环节总分为55分,占零件生产总分的55%,占比较大。该生在该环节实际得分为27分,得分率为49%,得分率是各环节中最低的,这显然是失衡的,因此,此环节是该生的薄弱环节,即瓶颈环节。同时,自动编程和现场整理两个环节的得分率分别是61%和50%,也有较大的提升空间。
2.4 针对该生的练习情况制定新的学习方案
通过数据,对该生训练时长和得分平衡进行改善和提升,具体方案如下:
⑴ 打破传统的从头至尾重新练习的原则,制定针对具体原因进行重点练习的实施方案,以此来提升学生的薄弱环节,提升得分率,提高综合能力。
⑵ 提升绘制二维图、自动编程和实际加工操作三个时长瓶颈环节的效率,即:缩短练习时间。
绘制二维图环节用时20 min,自动编程环节用时27 min,这两个环节都为Mastercam软件操作环节,其操作难度不大,容易掌握,操作时间主要是人为控制,可以通过反复训练操作便可达到提升熟练度、减少操作时间的效果。
实际加工操作环节用时107 min,对刀和精加工对操作技术要求相对较高,但也可通过反复训练来提升效率,减少闲置时间;粗加工时间主要由切削参数和走刀路径来控制,考虑到操作过程的安全性,切削参数已经无优化空间,因此,可通过优化走刀轨迹(根据老师的指导进行优化)来减少走刀时间,以此减少粗加工的时间。
综上,在时间分配上,要求该生重点练习绘制二维图、自动编程(根据优化后的走刀轨迹)、对刀及精加工,并设定目标,具体如图5所示。
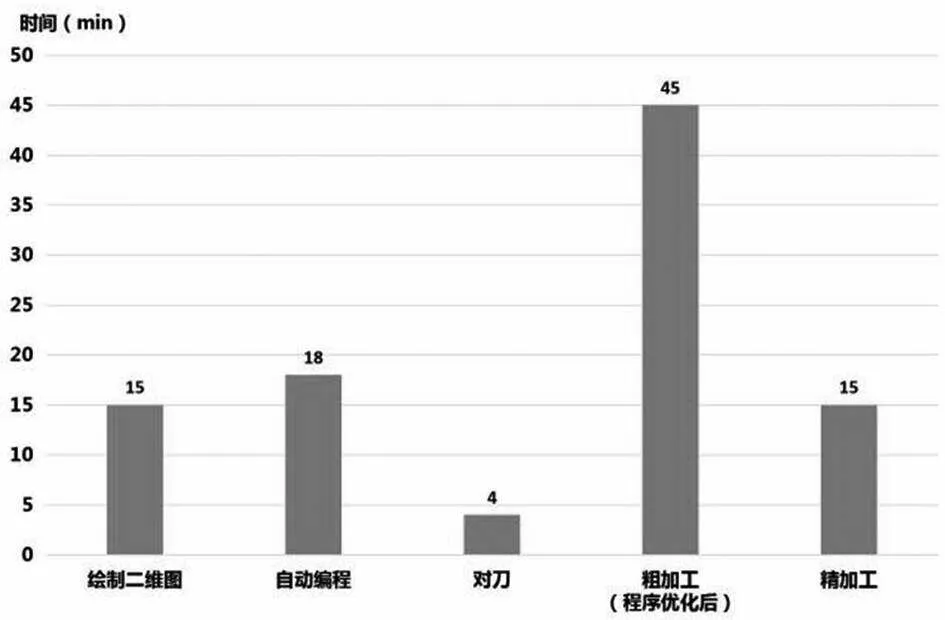
图5 重点练习环节的目标值
⑶ 提升零件得分瓶颈环节(即实际加工操作)、自动编程和现场整理的得分率。
实际加工操作环节中的主要分值在粗加工和精加工上,粗加工可通过自动编程的优化而提升,而精加工主要由操作者的技术来控制,因此,也可通过反复训练来达到目的。同时,现场整理环节,主要体现学生的职业素养,是一种习惯的养成,只需在实际操作过程中重视现场的整理即可提升。
自动编程环节的得分率为61%,由于程序已经优化,因此在重新练习的过程,只要该生按照老师要求进行编程练习,并熟练,该环节的得分率自然会大幅提升。
综上,在得分上,要求该生重点提升实际加工操作、现场整理及自动编程三个环节的得分率,并设定目标值,具体如图6所示。
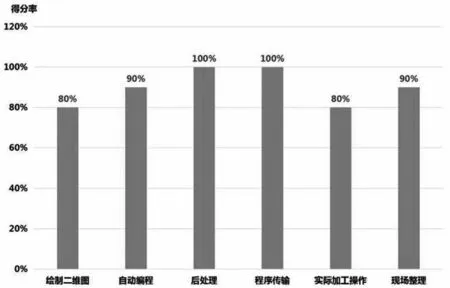
图6 各环节的得分率目标值
2.5 具体效果呈现
该生接到新的练习方案,着重练习绘制二维图、自动编程及对刀和精加工,省去了其他练习环节的时间,能在有效时间内具有针对性地练习和提升,最终该生在较短的时间内达到了预期的得分率目标,并顺利通过了铣工中级的技能鉴定考试。
3 提升教学平衡率的反思
针对学生个体制定提升教学平衡率的实施方案,可以提高教学效果,从而提升学生个体的综合能力。同样,该策略也可以推广到全体学生,有效提升整体教学效果,但是这对教师课堂管理能力及量化评价能力提出了更高的要求。
猜你喜欢
煤炭加工与综合利用(2022年7期)2022-08-29
航天制造技术(2022年3期)2022-07-15
中国教育信息化·高教职教(2022年4期)2022-05-13
民族文汇(2022年14期)2022-05-10
内燃机与配件(2022年2期)2022-01-17
课程教育研究(2021年10期)2021-04-13
汽车维修与保养(2021年8期)2021-02-16
电脑报(2020年31期)2020-08-20
数学大王·低年级(2020年3期)2020-03-12
作文大王·笑话大王(2019年8期)2019-09-09