
接插件密封圈破损的原因分析及改进措施
2022-06-05 10:44王培起房祥辉李增增贾小丽卢元辉张鹏涛
内燃机与配件 2022年10期
0 引言
电子连接器,即接插件。作为汽车零部件的重要组成部分,有着极大的市场需求。尤其是近阶段新能源汽车的发展,对汽车接插件的产量及质量都提出了较高的要求。作为电气连接件,汽车接插件的质量将直接影响行车安全问题。而线束接插件进水是汽车线束常见的一种故障模式,分析与改进汽车线束接插件进水故障,提高线束接插件的防水性能,提高汽车的安全性,是当前整车及其零部件供应商迫切需要攻关解决的课题
。
经过大城市的熏陶,丁柔的言谈举止都非常得体,与我闲聊了她这几年在北京的奋斗史,大多是一些比较心酸的往事。只是她的分贝却扬得有些高,大抵是故意想让周桥听见。
本文针对某水泥搅拌车接插件密封圈破损情况分析,介绍了该故障件相关查核内容以及查核结果,一方面为故障件失效形式分析提供排查思路,另一方面根据查核结果指导零部件设计。
假设:自甩负荷开始,低加及管道中的水容量 Mw的减少正比于凝结水焓差的减少,且其比值保持不变,等于甩负荷开始时的比值,即其中 iL为低压加热器进入除氧器开始时的凝结水温。因此,甩负荷后τ时间的 i可由下式计算:
1 故障现象
某服务站在某月中收到市场反馈约20起车辆故障,其主要故障模式车辆无法点火。经服务站初步排查,造成该故障模式的主要原因为电控单元进水,公端接插件插针腐蚀短路;故障车辆均为某城建集团的水泥搅拌车,该故障模式会使得发动机停止运行,水泥冷凝在车辆罐体里,造成不可估量的损失,因此解决该问题迫在眉急。
2 原因分析
现场观摩结束后,新洋丰农艺师在室内会议室,为参会人员详细地讲解茄子高产高效栽培技术要点及洋丰百倍邦套餐肥的优势与特点,农户们听后激动不已。海南荆岛公司张斌经理发布钜惠订货政策后,农户们一算账,用洋丰百倍帮套餐肥不仅茄子长势比用进口肥更好,而且按活动政策现场订肥,一亩地投入还要省几十甚至上百元。

2.1 密封圈失效形式分析
接着,有学生围出图4,这也占2格吗?怎么说明它也占2格?学生自然地采用了图5的方式说明:原来,4格的一半也是2格(倍拼的方法如期而至)!
2、成分分析
党的十八大以来,新的发展理念和生态文明观不断清晰,生态文明体制改革全面部署,改革四梁八柱基本建立,制度体系逐步健全,体制机制稳步改革,中央环境保护督察在实践中深化,雾霾污染防治攻坚战不断深入,相当多的热点问题在社会各界的参与下得到解决。和以前相比,无论是立法,还是执法,近年来,都是围绕以环境质量达标和改善为目的,使大气污染防治、水污染防治法律所确立的以环境质量管理为核心的管理模式落地。环境司法体制正在健全,环境司法制度不断突破,环境信息公开和公众参与持续开展,环境权力监督和民主监督正在见效,环境民主的机制和环境共治的机制建设在实践中不断深化;中央环境保护督察等制度发挥了前所未有的作用。

2.2 车辆运行工况
该类型车辆依据城市工地道路扬尘污染治理要求,在出工地前需要进行冲洗。排查此类车辆出入的工地发现,车辆出入工地时冲洗时所用的水均取自地下水,水中没有其他添加,且水压经厂家评估远达不到破坏密封圈的情况,排除工地水质水压对密封圈的影响。
2.3 密封圈材质
密封圈材质是影响密封圈性能的关键。该接插件所用的密封圈材料为德国WACKER公司生产的氟硅橡胶,其具有适用温度范围广,良好的耐机油柴油等特点,且该材料已经成熟应用于各类接插件密封中,排除设计初期材料选取问题。
目前,我国输电导线采用1999年颁布的GB 1179—1999《圆线同心绞架空导线》,该标准基本参照IEC相关架空线路导线标准编制的,在导线设计、制造和检验方面基本与国际接轨.导地线为四分裂钢芯铝绞线,其参数如表1所示,导线单元类型选用杆单元B31.
橡胶制品服役和存储时在光、热、氧、高能辐射、化学以及生物侵蚀等内外因素的综合作用下,其化学组成和结构会发生一系列变化导致性能下降表现为老化。橡胶老化的具体现象为表面变色、喷霜、发粘、裂纹等。同时橡胶的物理机械性能降低,拉伸强度、扯断伸长率、硬度等性能下降导致失去密封能力。本节主要从成分、密度、硬度、以及硫化程度析密封圈是否出现老化现象
。
1、密度及硬度分析
材料的化学成分及物理性质发生变化最直观的表现是材料的密度硬度发生变化,因此通过对材料密度硬度测量可以初步了解材料物理化学性质的变化。本节分别依据ISO 1183-1-2013以及ISO48-2009对比分析了失效密封圈与新密封圈的密度和硬度,分析结果如表1,可以看出两者在密度及硬度上没有明显差距。

通过对我国国有企业组织机构的了解,部分国有企业法人治理结构方面无法与现代化企业制度的要求相吻合,特别是在职位的任用上不利于企业内部管理层优势的充分发挥,从而造成限制了企业的全面发展。在人力资源管理上,部分国有企业并未配备专门的从事人力资源管理的工作人员,从而造成在人才选拔机制上缺乏有效的晋升机制。另外,作为国有企业的经营管理者管理理念比较滞后,很多国有企业存在“重经营、轻管理” 的理念,造成企业管理层对内部控制系统缺乏必要的认识。
综上而言,对老年脑梗塞患者采取舒血宁联合依达拉奉进行治疗,可有效改善其神经缺损评分和血清CPR浓度,治疗成效显著,具有一定安全有效性,可进一步推广采纳。

3、硫化程度分析
橡胶生胶会出现在低温状态变硬,高温状态下变软的情况,因此常常对橡胶材料进行硫化以提高其在不同温度环境下的稳定性;硫化,就是生胶与硫化剂在有足够温度或者辐射的条件下进行反应,线型的大分子链相互缠结进一步变成三维网状结构,这种反应过后,橡胶的各种理化性能都会从本质上发生变化。硫化的充分程度直接影响橡胶材料在冷热交替变化时材料的稳定性。
本文主要借助差示扫描量热法来检测玻璃化转变温度,进而了解密封圈的硫化程度。差示扫描量热法它是在程序温度控制下测量物质与参比物之间单位时间的能量差(或功率差)随温度变化的一种技术。通过对比试样与参比物的功率差随温度的变化来检测不同温度下分子机构变化
。在DSC热谱图中吸热效应用凸起峰值来表征,放热峰值用反向峰值表征,测量结果如图5所示,可以看出DSC曲线上没有明显峰值,由此可以看出密封圈材料性质没有发生变化,硫化没有问题。

通过对比失效密封圈与新密封圈可以看出,失效密封圈在材质上与新件和标准材料并没有明显变化,可以排除材质变化造成密封圈破损的可能性。
2.4 尺寸问题
接插件密封圈工作原理是公母端配合后,依靠自身弹性变形填充和封闭公母端接插件的间隙,因此密封圈在工作是需要保证一定的压缩率;而合理的压缩率是保证密封圈密封性的关键,过大的压缩率会使得密封圈出现挤裂或者压溃的现象,过小的压缩率会影响密封圈的密封圈可靠性,出现密封失效的现象;合理的压缩率值是根据材料属性不断地分析验证得来,经过厂家长期试验验证得出该密封圈合理的压缩率在20%左右。结合该压缩率探究接插件公母端尺寸设计合理性以及故障公母端长时间运行后尺寸变化。
如图6该密封圈自然状态下为正方形,而母端固定密封圈的凹槽为长方形,因此密封圈安装在母端时相邻两边的伸缩率是不一致的,两侧密封圈径向收缩量不一致,安装后密封圈长短边壁厚不同;为了保证在公母端配合时密封圈两侧压缩率一致,接插件在设计时公端长短边内侧与母端密封圈固定凹槽形成的密封圈安装间隙并不一致以此来补偿由于密封圈长短边壁厚不一致的问题,具体计算过程如下:

=(
-
2
)
2
(1)
=(
-
)
2-(
3
-
2
)
2-
(2)
其中:
—密封圈伸长率计算过程,mm。
—密封圈压缩量计算过程,mm。
—密封圈安装位置接插件尺寸,mm。
2
—初始密封圈内轮廓尺寸,mm。
2
—安装在母端后后密封圈内轮廓尺寸,mm。
3
—安装在母端后密封圈外轮廓尺寸,mm。
—公端内轮廓尺寸,mm。
—安装时安装误差,mm。
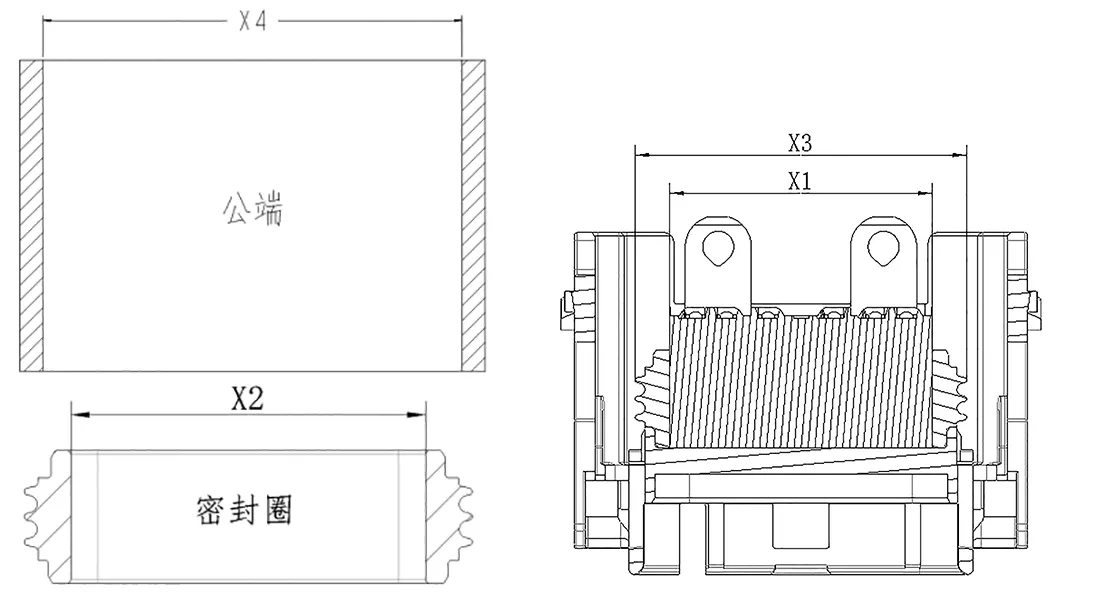
经过计算,首先密封圈在安装在母端时由于长短边的伸长率不同,密封圈宽度会有所不同;长边伸长率为30.5%,短边伸长率13.3%,根据密封圈厂家提供的对应关系表得知密封圈在伸长率在30~35%时径向缩短0.35±0.05mm,伸长率在8~15%时,密封圈径向缩短0.15±0.05mm;另外由于长短边公母端配合间隙刚好相差0.20mm,因此根据公式②得出长短边压缩量一致。
根据计算接插件长短边密封圈压缩量相同,且压缩率为14.12%~30.86%,符合要求。另外考虑到在车辆运行中长期冷热循环以及振动可能会对公母端尺寸造成影响,对故障公母端接插件进行查核,采用三坐标测量仪进行测量,由测量结果可以看出故障件尺寸在合理范围内。
2.5 装配问题
密封圈从生产到安装于汽车中经历了一整套复杂的工序,但整个工序中能与密封圈接触的工序仅有密封圈安装于接插件的过程、线束电检过程以及与公端配合过程。通过对各个工序排查,探究装配过程对密封圈破损的影响。
1、接插件装配过程。该接插件在生产中已经实现了全自动化生产,密封圈完全由机械爪装配,机械爪采用光滑设计,装配过程中不会对密封圈造成损伤;且在密封圈安装完成后会有全影像设备对密封圈的状态进行检测,在检测过程中如果出现密封圈安装不到位、破损以及毛刺等现象接插件都会被当成不合格件处理,因此传递到线束厂家的接插件皆为合格样件。
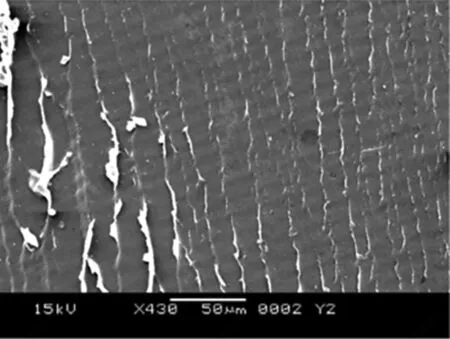
在排除密封圈材质变化对密封圈断裂的影响后,为探究密封圈是否由于疲劳破坏所致,本节通过宏观观察以及借助扫描隧道显微镜对比分析。
通过图2可以看出密封圈断裂的截面中最先失效的部分表面粗糙,与疲劳破坏形成的条带表面不同,可以断定密封圈断裂为外力所致。
2、线束电检过程。线束在装配完成后,会通过电检台对线束通断以及接插件的气密性进行检测,这时各接插件会与电检台公端配合,密封圈会与电检台外轮廓接触,因此电检台的尺寸以及粗糙度会对密封圈状态造成影响。在线束厂家电检台尺寸及粗糙度检测发现,电检台尺寸轮廓度均符合接插件公端尺寸要求,不会对密封圈质量造成影响。
通过对电控单元不同接插件对比发现,造成电控单元进水的主要原因是密封圈破损如图1,而造成密封圈破损的原因主要从失效形式、车辆运行工况、密封圈材质、接插件尺寸、接插件装配五个方面入手。
3、线束安装于整车过程。工人师傅在进行线束接插件安装时,并无规范标准,只是保证公母端对配;对装配后接插件进行查核时没有发现明显密封圈断裂的现象。在做接插件公母端对配时发现当母端在特定方向插入公端时会出现密封圈翻转破损的情况;为验证该情况是否为特例,本文借助Cero对公母端对配后极限位置进行仿真,借助仿真软件对接插件公母端配合过程进行仿真
,仿真结果如图8和图9所示。

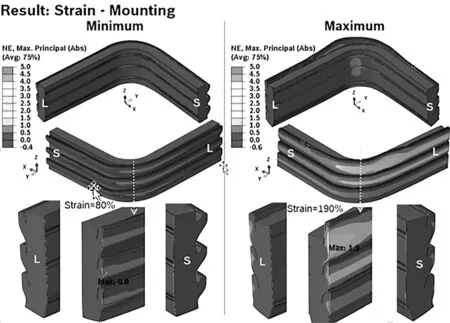
1、接插件配合时由于配合间隙的存在公母端之间极限倾斜角度为3.74°。
橡胶氧化、化学生物侵蚀后其材料元素会发生变化,通过对失效件与新件的对比分析探究零件是否出现氧化或者化学生物侵蚀现象。本文利用红外光谱分析仪对密封圈成分进行分析,红外光谱分析是利用红外光谱对物质分子进行的分析和鉴定的一种方式
。将一束不同波长的红外射线照射到物质的分子上,某些特定波长的红外射线被吸收,形成这一分子的红外吸收光谱;对比失效件与新件的红外光谱可以了解密封圈成分是否发生变化。本节通过借助红外光谱分析仪对比失效密封圈、新密封圈与标准氟硅胶材料主成分定性分析红外光谱谱图如图4所示,断裂密封圈与失效密封圈材料上未发现差异,与设计要求一致。
2、当接插件沿该方向对配接插件时,密封圈两侧受力不同会出现密封圈翻转,变形量较大的情况,此时密封圈的最大变形190%,严重超出密封圈变形量的需用范围。
综上所述,连接器公母端沿特定角度对配是造成密封圈破损的主要原因。
Michael Mauer:创新的先决条件是在现实与可能性中进行思考,所以设计师既可以发散思维,也可将思维汇聚一起;他们是非传统的横向思考者,也是有着明确目标的长远思考者。基本上,设计师需要预知不明确的未来,并最大限度发挥自身的即兴创作能力。在我看来,设计师即能让工作变得理性,又能充满感性地发挥自己所擅长的本领来进行设计。
3 改进措施
针对公母端对配倾斜角度过大而造成密封圈翻转的问题,主要从两个方面提出解决思路。
1、合理调整接插件公母端配合间隙。过大的配合间隙会出现公母端倾斜角度过大密封圈出现翻转的可能;而过小的配合间隙会出现公母端配合困难,母端难以插入公端的情况;因此选择合理的配合间隙至关重要。
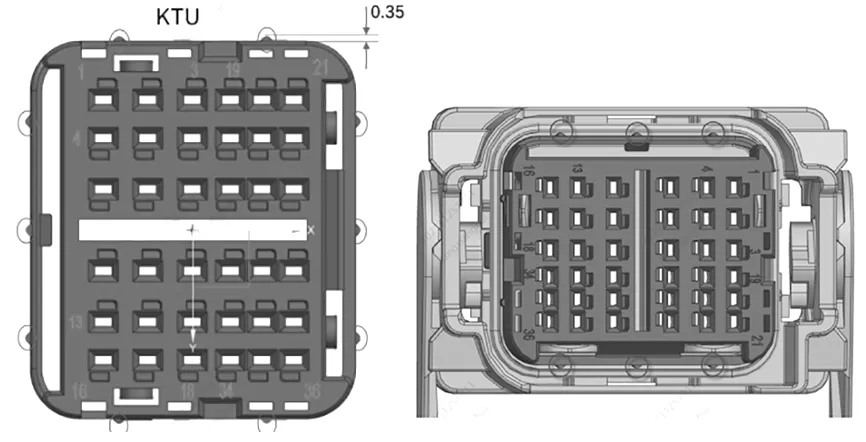
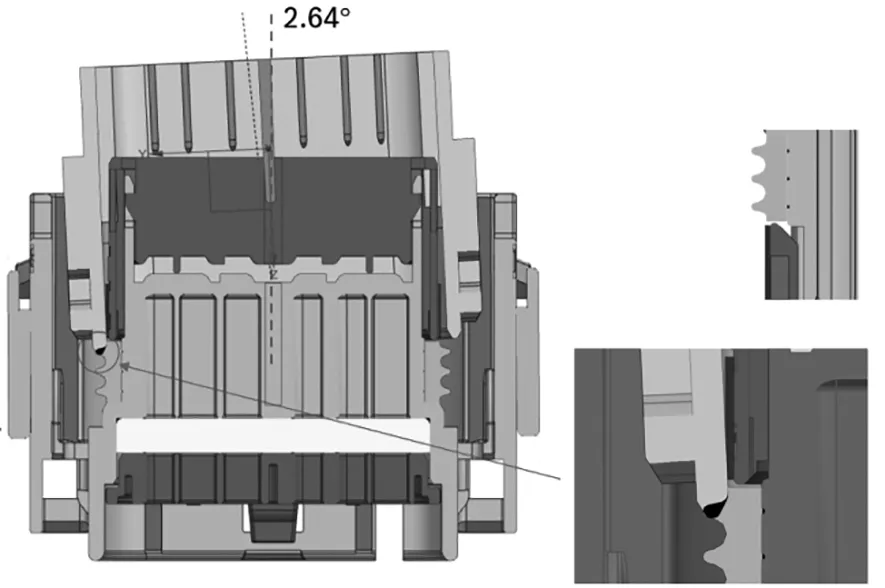
2、设置密封圈防脱出结构。通过结构优化,设置相关结构提高密封圈接插件上的稳定性,具体解决措施如下:
适当减小公母端配合间隙,并且在接插件近密封圈位置设置相应加强筋,以此减小配合时近密封圈位置的配合间隙降低密封圈倾斜角度;设置凸筋高度为0.35mm,在理论最坏情况下,倾斜角度从原来的3.74°减小到2.64°。
4 结论
本文通过对密封圈破损原因的分析,介绍了一种分析零部件失效模式的解决思路,根据分析过程可以看出,首先对于故障件失效形式进行分析,确定故障件的失效模式后对故障件使用环境进行排查,排除环境因素后确定故障件本身问题,首先对设计初期输入的合理性进行论证,其次对与对手件的配合尺寸选取的合理性进行分析,最后对实际装配过程进行排查。分析思路主要为确定失效模式,探究工作环境,论证设计输入,分析配合尺寸以及排查装配过程,整个过程逻辑清晰循序渐进,有利于故障原因的排查。

通过对该故障件的失效原因分析,可以对于前期的设计过程提供指导:
1、在前期实验设计时充分了解零部件的使用工况,对可能存在的问题进行评估,作为设计输入依据,为后续设计、仿真及试验提供依据。
2、在对零部件进行设计时,需要加强前期仿真验证类型,对于可能遇到的各个工况进行分析,对可能遇到的问题提前评估,缩短设计优化进程。
税收策划指的是是税收和规则,是税收减慢行为,条件是他们没有违反现有的税法,根据纳税义务,这样他们就可以减少税收的经济行为。在税收策划被安排后,他可以减少企业的税收负担,增加公司盈余。税收策划是一项新经济活动。尽管政府要求企业整个经济活动的开展和相关法令和法规,这些原则方法,无疑使企业不断完善;此外,国家提倡和鼓励创业,总是有一些税收优惠,这就给了企业税务策划的可能。
3、增加实验验证种类与次数。考虑不同工况可能性进行实验,增加对失效风险的验证。
[1]吴怀伟.汽车线束接插件进水故障分析与改进[J].汽车实用技术,2021,46(16):79-81.DOI:10.16638/j.cnki. 1671-7988.2021.016.022.
[2]蒋沙沙. 硅橡胶加速老化及失效机理研究[D].哈尔滨工业大学,2013.
[3]褚小立,史云颖,陈瀑,李敬岩,许育鹏.近五年我国近红外光谱分析技术研究与应用进展[J].分析测试学报,2019,38(05):603-611.
[4]A Jha, A K Bhowmick. Thermal degradation and ageing behaviour of novel thermoplastic elastomeric nylon-6/acrylate rubber reactive blends[J].Polymer Degradation and Stability, 1998,62(3):575-586.
[5]J E Coons, M D McKay, M S Hamada. A Bayesian analysis of the compression set and stressestrain behavior in a thermally aged silicone foam[J]. Polymer Degradation and Stability, 2006,91(8):1824-1836.
[6]曹婷婷. 橡胶疲劳寿命的有限元分析研究[D].华南理工大学,2014.
猜你喜欢
时代汽车(2022年18期)2022-09-06
汽车实用技术(2022年15期)2022-08-19
汽车实用技术(2022年10期)2022-06-13
汽车电器(2022年5期)2022-05-23
汽车实用技术(2022年4期)2022-03-07
China’s foreign Trade(2021年6期)2021-12-26
今日财富(2019年30期)2019-11-16
中华奇石(2015年7期)2015-07-09
中华奇石(2015年5期)2015-07-09
科技致富向导(2013年13期)2013-08-26
