炼铁部煤粉系统氮气优化实践
2022-06-08 07:39胡绍磊孙岳琦侯金龙
劳动保护 2022年3期
文/胡绍磊 孙岳琦 侯金龙
实习编辑 李楠楠
鞍钢股份有限公司鲅鱼圈分公司炼铁部煤粉系统于2008 年竣工投产,采用中速磨制粉工艺。其主要由原煤储运系统、制粉系统、喷吹系统、干燥气制备系统以及供气动力系统五部分组成。年平均为鲅鱼圈高炉提供喷吹用煤粉100 万t,为鲅鱼圈分公司炼铁部两座高炉的稳定顺行提供了有利保障。
煤粉工序氮气使用工艺
鲅鱼圈分公司炼铁部煤粉喷吹系统采用全氮气喷吹,氮气消耗量大,氮气是煤粉生产成本中的重要组成部分。
煤粉工序用氮气分为低压保安氮气、2高炉煤枪环冷风用氮气、1和2高炉喷吹、倒罐充压用氮气、1高炉煤枪环冷风用氮气、煤粉布袋除尘用氮气等五个部分。其中低压保安氮气用于三个方向,一部分供给磨机入口、磨机和磨机出口,一部分供给布袋箱保安氮气,最后一部分用于燃烧炉炉顶元件冷却和管道吹扫。1、2高炉煤枪环冷风用氮气属于高压氮气,一旦煤枪停煤开启环冷风对煤枪进行冷却,这部分氮气消耗量较大。1和2高炉喷吹、倒罐充压用氮气属于高压氮气,这部分主要包括喷吹罐充压、底部和锥体流化、喷吹二次补气风量,其中喷吹罐充压和二次补气风量用氮气量较大。煤粉布袋除尘用氮气属于0.5 MPa 的中压氮气,用于4 台布袋箱和2 台仓顶布袋的氮气脉冲。
氮气消耗超标的影响
鲅鱼圈分公司炼铁部煤粉喷吹系统采用全氮气喷吹,保持稳定的氮气总管压力是喷吹系统稳定生产的必要条件,正常氮气总管压力在1.4 ~1.5 MPa 之间,一旦氮气消耗量大,将造成氮气总管压力下降,当氮气总管压力降低到喷吹罐设定的临近罐压,煤粉喷吹系统将无法继续,只能停止产煤,严重影响高炉的生产顺行。在鲅鱼圈分公司炼铁部所有生产工序中煤粉是氮气消耗的“大户”,氮气消耗是煤粉生产成本中的一个重要指标,氮气消耗量大会导致煤粉生产成本升高。煤粉区域有很多阀门,由于年久失修存在外漏或内漏现象,一旦某区域出现氮气泄漏并大量聚集,岗位人员在巡检或在此处作业时将会出现氮气窒息,轻则出现呕吐,重则导致人员伤亡事故的发生。由此可见,如何控制氮气消耗是煤粉生产工序中的一个重要环节,降低氮气消耗有3 个优点:一是可以保持稳定的氮气总管压力,继而保证煤粉喷吹系统的正常生产;二是降低工序生产成本,实现节能降耗;三是消除区域内的安全环保隐患,保证企业的安全生产。
影响氮气消耗的因素分析及控制措施
煤粉系统氮气消耗因素分析
1.低压保安氮气
低压保安氮气主要作用控制磨机、布袋箱等部位的氧含量,一旦氧含量超标立即启动保安氮气降低氧含量,在制粉系统启动和停止期间对磨机出口充氮降氧降温,另外为防止磨机入口积煤自燃,需要定期对磨机入口进行氮气吹扫。燃烧炉炉顶元件冷却和管道吹扫采用低压保安氮气,炉顶元件冷却需要24 h 连续使用,氮气消耗量较大。其中制粉系统启停充氮和磨机入口氮气吹扫属于常规作业,燃烧炉管道吹扫只是在检修作业时使用,可以忽略。对于低压保安氮气消耗的控制措施,一是降低制粉系统氧含量,减少充氮频次;二是燃烧炉炉顶元件冷却改用压缩空气。
2.煤枪环冷风用氮气
1、2高炉煤枪环冷风用氮气属于高压氮气,当某颗煤枪因风口或其他原因停煤时需要对煤枪通氮气冷却,鲅鱼圈分公司炼铁部两座高炉72 颗煤枪每天都有煤枪停煤,每颗煤枪冷却需要氮气量在500 m/h 左右,氮气消耗量巨大。针对这个问题,通过研究采取停煤煤枪停氮气,并将煤枪回退,最大限度保护煤枪,并降低氮气消耗。
3.喷吹罐喷吹、倒罐充压用氮气
喷吹罐罐压、二次补气风量与氮气消耗量成正比关系,合理的喷吹罐罐压和二次补气氮气风量不但可以提高喷煤的准确性,而且可以节约氮气消耗。根据不同的喷煤量调节喷吹罐罐压和二次补气风量,表1 为在不同喷煤量条件下喷吹罐压、二次补气风量和末端压力的关系,在条件满足的情况下实现浓相喷吹,将二次补气风量控制在1 000 ~1 500 m/h。
4.布袋除尘用氮气
布袋除尘用氮气为中压氮气,为煤粉1~4布袋箱除尘器和1、2仓顶布袋除尘器提供脉冲氮气,每个除尘器都设有一台氮气风包,用于储存氮气和调节氮气压力。氮气脉冲压力过高会造成布袋脱落,氮气消耗增加,过低起不到脉冲效果,造成布袋粘附煤粉,留下着火隐患。通过长期生产实践证明,氮气压力在0.25 MPa 时,不但可以降低氮气消耗,还可以有效清除布袋粘附的煤粉。
5.系统阀门泄漏
制粉喷吹系统个别阀门由于磨损等因素出现内漏或外漏现象,大量氮气从阀门及管道泄漏,一旦此处有人作业易发生氮气窒息事故。例如,磨机冲氮阀门出现过泄漏现象,造成磨机检修人员无法进入,影响了生产进度。针对此类阀门,作业区通过强化岗位巡检,及时发现并更换阀门,杜绝氮气泄漏情况的发生。此外,喷吹系统个别阀门用风为氮气,经常出现泄漏现象,通过与设备部门的协调逐步将喷吹系统所有阀门的用风全部改为压缩空气,解决了阀门泄漏所引起的危害。
实施控住措施之后的效果
1.安全管控
煤粉制粉系统日常主要的安全管控手段是控制系统的“氧含量”。在制粉生产以及粉尘爆炸要素中,“氧含量”是唯一可控因素,也是粉尘爆炸条件中的一个重要环节。制粉系统的惰性气体主要有两种,一种是煤粉燃烧炉干燥气和高炉热风炉废气的混合烟气,此烟气是控制磨煤机入口的“氧含量”,是将燃烧炉产生的高温烟气,通过与高炉热风炉的低温废气综合,形成较低温、低氧的惰性气体,既满足原煤的干燥又满足“氧含量”的控制;另一种是由能源动力部提供的中压保安氮气和高压氮气,中压氮气为磨机、制粉收集系统及布袋脉冲提供惰性保护气体,确保“氧含量”≤12%以下。高压氮气是喷吹系统所使用的氮气,由于喷吹系统内部的煤粉含量极大,基本不具备悬浮状态,且远远高于煤粉爆炸极限的上限,因此,高压氮气的主要作用为煤粉输送功能,气体惰化为辅的效能。
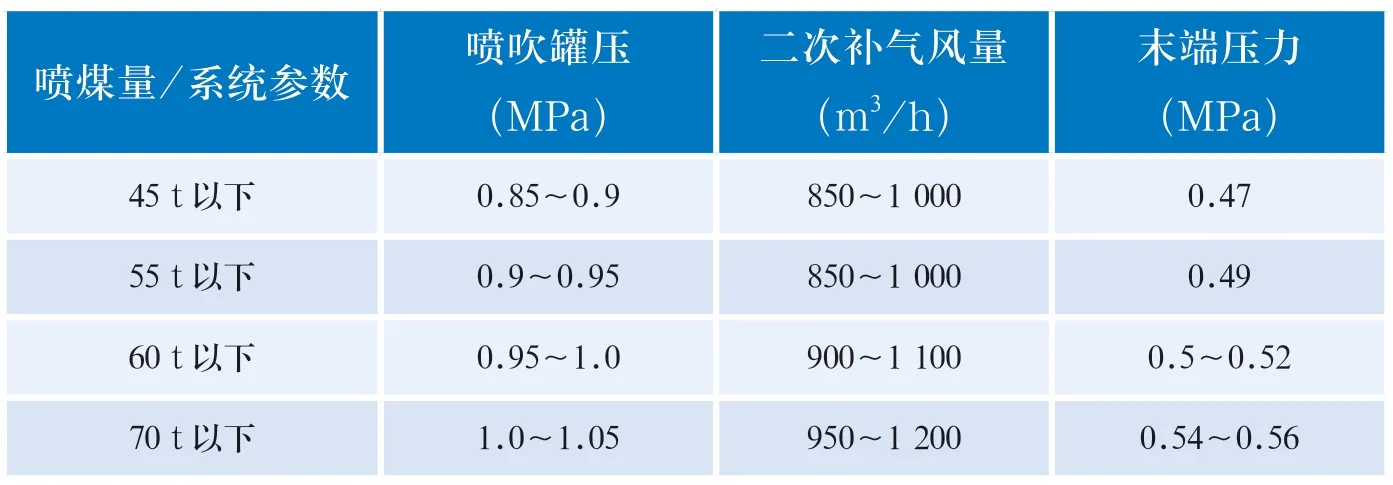
表1 喷吹系统各参数设定表
鲅鱼圈分公司结合工艺特点在制粉喷吹系统现场合理设置多个固定式氧气报警仪,避免由于氮气泄漏造成巡检作业人员窒息事故,同时利用安全生产费采购磨机入口、磨机出口、布袋箱出口氧分析仪,为系统高效安全运行提供数据支撑。惰化气体氮气的科学使用,使之成为制粉系统安全保障运行的有效措施之一。
2.优化降本
降低氮气消耗相关措施实施后,氮气消耗指标明显有了改善,2018年鲅鱼圈分公司煤粉制备所用氮气单位定额实际为106.516 m/t,2019 年下降至99.053 m/t,2019全年节约氮气降本147.98 万元。氮气总管压力稳定在1.4 MPa 以上,为煤粉喷吹生产提供了有效保证,为下道工序高炉生产提供优质服务。改进后阀门泄漏现象得到有效控制,氮气泄漏导致窒息的隐患彻底消除,岗位人员作业环境及安全环保指标得到了优化和提高。(本文作者单位系鞍钢股份有限公司鲅鱼圈钢铁分公司)
猜你喜欢
今日自动化(2022年1期)2022-03-07
金属加工(热加工)(2020年12期)2020-02-06
上海建材(2019年3期)2019-09-18
现代营销·经营版(2018年5期)2018-06-25
现代面粉工业(2018年6期)2018-02-14
现代工业经济和信息化(2016年8期)2016-05-17
河南科技(2014年24期)2014-02-27
河南科技(2014年22期)2014-02-27
铁道货运(2012年8期)2012-09-03
鸭绿江(2009年11期)2009-12-24