SPC在座椅头枕拔插力控制中的应用
2022-06-24 23:00陈述罗巧玲
时代汽车 2022年12期
关键词:质量控制
陈述 罗巧玲


摘 要:统计过程控制(SPC)是应用统计技术对制造过程进行评估和监控的一种方法,结合汽车座椅生产企业的座椅头枕插拔力控制过程,通过研究利用SPC方法进行质量控制,判断过程稳定性,提出改善措施,提高座椅头枕拔插力控制过程的稳定性。
关键词:统计过程控制 质量控制 SPC 头枕拔插力
Application Of SPC In The Force Control Of Seat Headrest
Chen Shu Luo Qiaoling
Abstract:Statistical process control (SPC) is the application of statistical technology to evaluate and monitor the manufacturing process, combined with the control process of seat headrest insertion and withdrawal force in automobile seat manufacturing enterprises, through the use of SPC method for quality control, judge the stability of the process, put forward improvement measures to improve the stability of the control process of seat headrest insertion and withdrawal force.
Key words:statistical process control; Quality control; SPC; Headrest pulling force
1 SPC概述
SPC是一种借助数理统计方法的过程控制工具,它不仅能解决个别工序的问题,而且强调从整个过程、体系来解决问题[1]。
SPC采用控制图对生产制造过程质量特性进行检测、记录、评估,监察过程是否处于控制状态的一种统计方法。控制图包含中心线(CL)、上控制线(UCL)及下控制线(LCL),按时间抽取样本并测量描点,从描点结果是否落在控制线内或排列不随机判断过程是否异常[2]。
当过程出现异常波动时,要立即用解决工具进行原因查找,实施改进措施,使生产过程恢复正常,保证产品质量趋于稳定可靠。控制图结构见图1。
2 应用实例
座椅头枕拔插力是汽车座椅关键控制点,拔插力小,头枕容易自由下落,车辆行程时头枕容易发生异响问题;头枕拔插力大,乘客在调整头枕过程中很难操作,会产生抱怨,因此厂家的座椅生产过程必须做好头枕插拔力的管控。
座椅生产过程中,以往只用测力计对拔插力进行检测和记录,根据图纸技术要求判定是否合格,但不能保证座椅装配过程中拔插力是否受控。通过使用SPC画出控制图的方法对座椅装配中的头枕插拔力进行管控,能够确保座椅装配过程中头枕拔插力的稳定性。
2.1 控制图的分类及选用
SPC控制图分类见表1
常用的控制图类型主要是X-R和X-S两种。对计量数据而言,X-R控制图是最基本的控制图。X控制图主要用于观察正态分布的均值变化,而R控制图用于观察正态分布的分散或变异的情况,两者结合用于观察正态分布的变化[3]。
X-S控制图与X-R控制图相似,只是使用了标准差S控制图代替了R控制图,X-R控制图由于计算简便得以广泛应用,但当n>10时用极差来估计总体的标准差效率降低,所以需要用S控制图来估计总体标准差σ。
座椅头枕拔插力的测量数据为连续型的计量值数据,并且所设立的点在测量能力上有保证,计算过程简单,易于现场推进,所以选择X-R控制图。不选择X-S控制图的主要原因是计算相对麻烦,不易于现场的实施。
2.2 数据收集
应用SPC对头枕拔插力进行管控,首先收集头枕拔插力数据,然后计算关键控制统计量,画出X-R控制图,深入分析质量状况及预测问题。
(1)选择子组大小、频率和数据
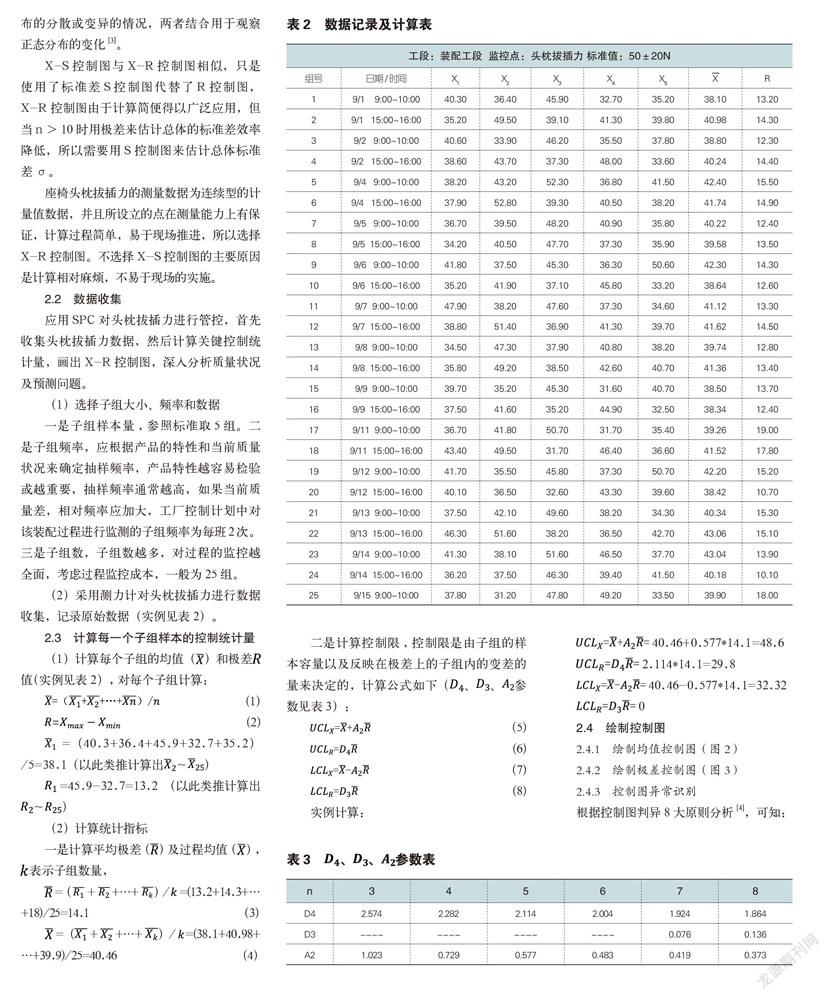
一是子组样本量,参照标准取5组。二是子组频率,应根据产品的特性和当前质量状况来确定抽样频率,产品特性越容易检验或越重要,抽样频率通常越高,如果当前质量差,相对频率应加大,工厂控制计划中对该装配过程进行监测的子组频率为每班2次。三是子组数,子组数越多,对过程的监控越全面,考虑过程监控成本,一般为25组。
(2)采用测力计对头枕拔插力进行数据收集,记录原始数据(实例见表2)。
2.3 计算每一个子组样本的控制统计量
2.4 绘制控制图
2.4.1 绘制均值控制图(图2)
2.4.2 绘制极差控制图(图3)
2.4.3 控制图异常識别
根据控制图判异8大原则分析[4],可知:(1)X控制图连续3点中有2点在B区之外;(2)R控制图,连续7点呈下降趋势;(3)R控制图有1点落在A区以外。因此判断该过程存在异常,需进行过程原因分析,制定改进措施。
2.4.4 过程改善
为确定问题原因,分析采用鱼骨图(又称因果图)对5M1E:人、机、料、法、环、测进行深入分析。
人员方面,操作人员有良好的技能,数据测量期间人员稳定,能力达到L3级别,设备/环境/测量有定期维护,无异常。物料包含头枕护套、金属导套、头枕3个零件,以及靠背骨架部件。座椅头枕拔插力受3个零件和1个部件的尺寸稳定性影响较大。对3个零件进行多批次连续抽检测量,发现头枕护套筋条尺寸存在波动,经查该注塑零件为1模4腔,有1个腔的模具零件尺寸走下差,筋条偏小,头枕护套装配后存在松动,头枕拔插力会走下差。对靠背骨架部件进行检查,发现导套中心距存在偏差,要求130±0.5mm,实际测量导套上端中心距130.2mm,下端129.5mm,上下端不平行,呈喇叭口,头枕拔插时由于受力不平行,会造成拔插力偏大。
2.4.5 控制图分析
从控制图可看出:(1)数据点无超出控制线;(2)无连续7点单边;(3)无连续6点上升或下降;(4)无连续15点在C区;(5)无集中90%点在控制线1/3区域。根据控制图的8项判异原则[4],极差图和均值图内所有点均处于受控状态。
2.5 过程能力分析
3 结束语
在开展座椅头枕拔插力过程管控能力分析工作中,需要每天对拔插力数据进行测量、整理,应用SPC工具对头枕拔插力检测数据进行统计分析,通过加强监控头枕导套、头枕护套、头枕管中心距、靠背骨架头枕导套等零部件来料及过程尺寸管控,持续改进整个座椅装配焊接生产过程的质量控制,进而达到提升公司过程质量水平的目的。
参考文献:
[1]苗苗.浅谈SPC在紧固件扭矩监控工作中的实战运用[J]. 科技创新与应用.2015,(06):7-9.
[2]杨帆,钱洁.基于SPC的制动盘铸造质量控制研究[J]. 内燃机与配件,2019,(02):31-32.
[3]于振凡. 统计技术在质量管理中的应用[J]. 世界标准化与质量管理,2004,(11):5.
[4]向勇,张勇,乐虎等.统计过程控制(SPC)分析方法在铸造生产过程中的应用[J]. 2018 重庆市铸造年会论文集,2018,(05):61-63.
猜你喜欢
科技视界(2016年21期)2016-10-17
中国实用医药(2016年24期)2016-10-17
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29