
安山玢岩-花岗斑岩混合矿石的磨矿产品粒度特性研究
2022-07-07 08:04柳晓峰康建雄
有色金属科学与工程 2022年2期
柳晓峰,康建雄
(金堆城钼业集团有限公司,陕西 渭南 714100)
配矿工作是结合矿山生产目标和生产技术条件限制进行矿石质量综合采选的系统工程,按照一定比例将不同品位的矿石进行搭配、混匀,使其满足矿山矿石产品质量要求[1-5]。通过将不同品位的矿石进行质量匹配与中和,增加合格矿石的产出量,减少矿山废石的占用空间,改善矿山企业的经济效益,提高矿产资源综合利用率。不同矿石由于品位和嵌布粒度存在差异,导致矿石硬度不同,粉碎时抗压强度也有差异,导致磨矿产品粒度特性也有所不同,进而影响矿物的浮选行为。何云林等进行了可选性研究,制定了合理的配矿方案[6],在合适的选别条件下可获得最终铁精矿品位67%以上的选别结果,提高了采区矿石的综合利用率。林玉明等利用表外低品位矿与高品位矿合理配矿,将废弃低品位表外矿变废为宝,提高了资源综合利用率,符合国家产业政策;同时也降低了采剥成本及运输成本[7]。韩西鹏等根据山东金岭铁矿选矿厂不同采场矿石性质差异大的特点,将3 矿区矿石与金鼎矿区矿石按质量比7∶3 配矿生产,能够稳定矿石性质,提高磨矿效率及铜回收率,可实现自动控制系统,降低了选矿生产成本[8]。刘胜卿根据矿体矿石的最佳入选细度、最佳配矿比例,在保证回收率的前提下提高金精矿品位,为金矿的生产提供指导和参考[9]。蔡国良通过对磨矿过程配矿,提高了磨机的磨矿效率,稳定了磨矿产品的粒度,减少了钢球和衬板的损耗。选择适当的配矿生产工艺可在很大程度上提高选矿效率,并且能够发挥节能降耗的作用[10]。
金堆城钼矿是我国最大的钼生产基地[11-19],矿石以安山玢岩和花岗斑岩为主,两种矿石硬度不同[20],许多地质学家对花岗斑岩进行了研究[21-22]。为使得磨矿产品粒度特性更加稳定,从矿石的硬度及耐磨性两方面考察配矿方案。本文通过矿石的点载荷实验、JK落重实验、分批次磨矿实验,分析了这两种常见的含钼矿石的硬度与耐磨性的关系,研究了配矿对磨矿粒度特性的影响。
1 实 验
1.1 样品来源与制备
采集的花岗斑岩和安山玢岩样品来源于金堆城采矿场,其原矿品位为0.16%~0.20%,所选样品的颗粒照片如图1 所示,花岗斑岩呈褐色且具有斑状结构和典型的带状结构,肉眼可见斑晶颗粒结构良好;安山玢岩呈浅灰色,含钼矿物肉眼难以识别,粒度明显较细,但肉眼可见金色片状矿物,经测试分析为硫化物。XRD 测试如图2 所示,安山玢岩和花岗斑岩主要由石英、透辉石、钼钙、黄铁矿、白云母、磷铝矿组成。安山玢岩还含有绿泥石和蛇纹石,这可能影响磨矿粒度分布特性。

图1 安山玢岩和花岗斑岩断面示意Fig.1 Cross section of andesite porphyrite and granite porphyry

图2 安山玢岩和花岗斑岩XRD 测试结果Fig.2 XRD results of andesite porphyrite and granite porphyry
将安山玢岩与花岗斑岩分别按质量比1∶0、1∶4、1∶2、1∶1、2∶1、4∶1、0∶1 进行配矿,并对矿样进行试验,找出提高分选指标的最佳配比。
1.2 破碎力学测试
采用点载荷实验[23-26]和JK 落重实验[27]考察矿石抗破碎性能。点载荷试验在配有100 kN 称重传感器的RL-056 通用压力机中进行(图3)。根据测定点载荷强度的标准试验方法(ASTM2002),对5 批粒径分别为15、20、25、30、35 mm 的样品进行了检测,并记录了力与变形的数据。

图3 点载荷仪器Fig.3 Point load instrument
JK 落锤试验机是Julius Kruttschnitt 矿物研究中心研发的冲击破碎设备(图4),目的是获得矿石破碎特性参数A 和b。A×b 值越小,矿石越硬。对45.0~37.5 mm(36 颗)、31.5~26.5 mm(90颗)、22.4~19.0 mm(90 颗)粒级在3 个能量水平下进行测试,得到了能量-粒度组合的t10和比粉碎能(Ecs)值。按t10=A[1 -exp(-bEcs)]公式拟合出t10-Ecs关系曲线,获得物料特性参数A、b。

图4 JK 落重仪Fig.4 JK drop weight instrument
2 结果与讨论
2.1 安山玢岩与花岗斑岩抗破碎性能比较
安山玢岩和花岗斑岩的抗压强度对比结果如表1 所列。
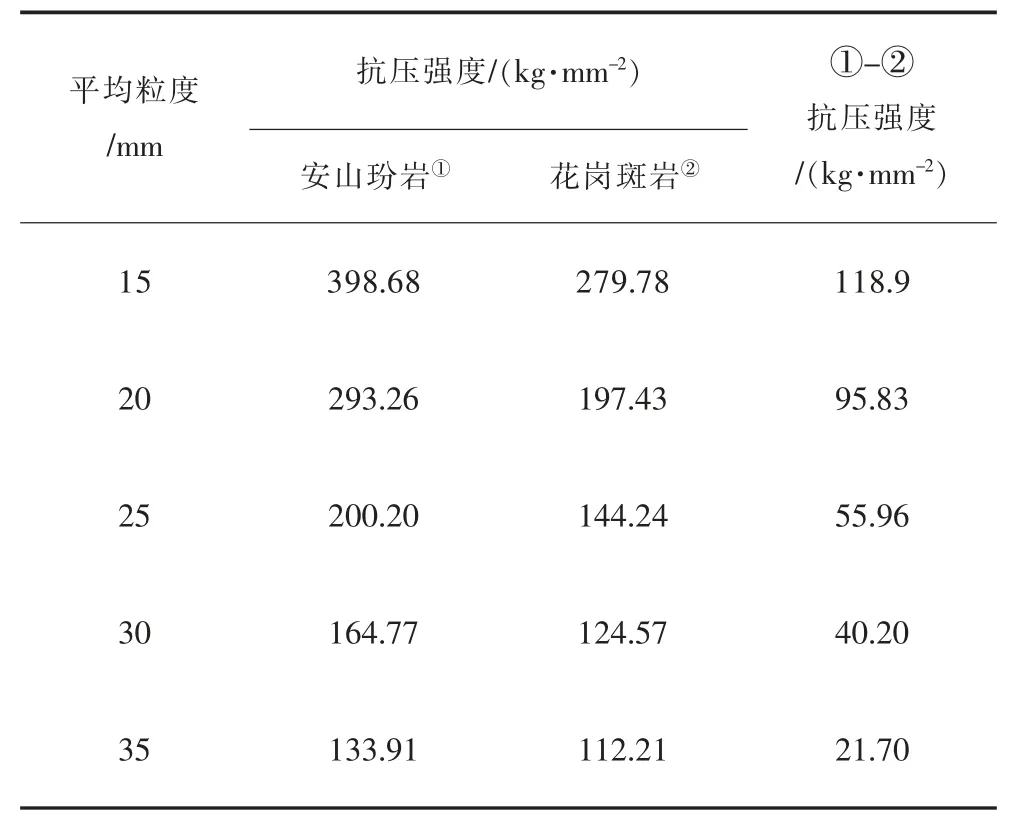
表1 安山玢岩和花岗斑岩的抗压强度对比Table 1 Comparison of compressive strength between andesite porphyrite and granite porphyry
从表1 可以看出,无论是安山玢岩,还是花岗斑岩,随着粒径的增大,抗压强度都逐渐减少。众所周知,大多数物料力学性质是不均匀的,粒度越粗,微裂纹越多,抗压强度越小,越易碎。另一方面,随着粒径变大,安山玢岩的抗破碎强度均高于花岗斑岩,平均值高66.52 kg/mm2,且粒度越小,这个差值越大,即安山玢岩比花岗斑岩更难碎。这一点从JK 落重试验中得到印证。
安山玢岩与花岗斑岩的Ecs-t10拟合曲线如图5 所示。从图5 可以求出两者的破碎粒度表达式。对于安山玢岩,其参数A 和b 值分别为42.8 和1.415,表达式为t10=42.8×[1 -exp(1.415×x×Ecs)]。对于花岗斑岩,其参数A 和b 值分别为55.5 和2.338,表达式为t10=55.5×[1 -exp(2.338×x×Ecs)]。
安山玢岩的A×b 值为60.6,花岗斑岩A×b 值为129.8,因此,安山玢岩的抗破碎能力大于花岗斑岩抗破碎能力。
2.2 安山玢岩与花岗斑岩的磨矿粒度特征
安山玢岩和花岗斑岩的分批次研磨试验结果如图6 所示。
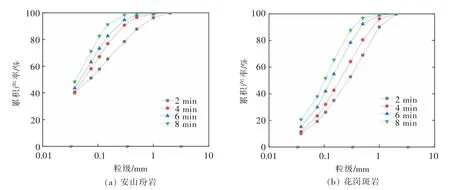
图6 安山玢岩和花岗斑岩磨矿产品粒度分布Fig.6 Grain size distribution of grinding products of andesite porphyry and granite porphyry
从图6 可以看出,安山玢岩磨矿产物的整体粒度分布比花岗斑岩更细。以磨矿时间4 min 为例,安山玢岩的P80为0.2 mm,而花岗斑岩P80为0.5 mm。这个结果表明,安山玢岩的易磨性大于花岗斑岩。这似乎与两者的抗破碎性能相左。从图1 矿石表面可以看出,花岗斑岩更容易沿着某一个裂隙破碎,这就是花岗斑岩抗破碎能力更低的原因之一。
2.3 配矿双组分的磨矿产品特性
正是因为安山玢岩的抗破碎性能强于花岗斑岩,其可磨性能又好于花岗斑岩,合理配矿对于提高磨矿产品特性至关重要[28]。在磨矿时间4 min 时,不同质量配比(A 为安山玢岩,H 为花岗斑岩)的磨矿产品特征如图7 所示。
从图7 可以看出,混合矿中随着安山玢岩的含量增加,其可磨性能是越来越大。当安山玢岩与花岗斑岩的比例达到2∶1 以上时,获得接近的磨矿产品特性。为进一步探求合适配矿比下的磨矿效果,图8 给出了相同磨矿细度下窄粒级分布情况。

图7 在磨矿时间4 min 时不同质量配比下的磨矿产品粒度分布Fig.7 Particle size distribution of grinding products with different mass ratios under a grinding time of 4 min(A is andesite porphyrite,and H is granite porphyry)
从图8 可以看出,粒级<0.038 mm 的矿石产率随着安山玢岩含量增加而增大,安山玢岩更易产生细磨。当安山玢岩和花岗斑岩配比为2∶1 和4∶1 时,0.150~0.106 mm 粒级含量分别为9.0%和8.1%,0.106~0.074 mm粒级含量分别为8.7%和8.6%;0.074~0.038 mm 粒级含量分别为12.9%和14.0%;<0.038 mm 粒级含量分别为35.7%和37.6%,因此,安山玢岩和花岗斑岩配比为2∶1 和4∶1 时,磨矿效果相似。

图8 双组分矿石在相同磨矿细度下粒级分布情况Fig.8 Narrow size distribution of two-component ore under the same grinding fineness
2.4 配矿双组分的磨矿能耗特征
另一种有效分析矿石耐磨性的方法是计算磨矿能耗。不同质量配比矿石的磨矿能耗不同,如图9所示。

图9 双组分矿物的磨矿能耗与新生成组分粒径0.074 mm 矿石含量关系Fig.9 Relationship between grinding energy consumption and newly formed ≤0.074 mm bicomponent minerals
从图9 可以看出,新生成组分粒径<0.074 mm 为20%时,安山玢岩与花岗斑岩的比例为1∶4、1∶2、1∶1、2∶1、4∶1 时所需能耗分别为14、9、5.5、2、3 kWh/t。当安山玢岩∶花岗斑岩=2∶1 时能耗最低,新生组分粒径<0.074 mm 粒级含量最高。说明硬度不同的双组分矿石在一定配比下可降低磨矿成本,不同类型的矿石在磨矿过程中可能存在相互促进作用,硬矿物可以充当磨矿介质对软矿石进行研磨。
3 结论
1)安山玢岩的点载荷平均值为313.91 kg/mm2,花岗岩斑岩的点载荷平均值84.21 kg/mm2,安山玢岩的抗压强度大于花岗斑岩。JK 落重试验中,安山玢岩的A×b 值为60.6,花岗斑岩A×b 值为129.8,安山玢岩的抗破碎能力更强。安山玢岩属于硬矿石,花岗斑岩属于中硬矿石。
2)硬度低的花岗斑岩的脉石矿物中石英颗粒含量较多,导致花岗斑岩的可磨性能不如硬度高的安山玢岩。随着硬质矿石比例的增加,磨矿细度越细,出现硬度越大可磨性能越差现象。安山玢岩和花岗斑岩不同质量配比的双组分矿石磨矿产品新生成组分粒径<0.074 mm 耗能随着配比的变化而变化,当新生成组分粒径<0.074 mm 为20%时,安山玢岩∶花岗斑岩比例为2∶1 能耗为2 kWh/t,均低于其他配比能耗。
3)选矿厂含有两种硬度截然不同的矿石,恰当地将多组分矿石进行配矿,对降低磨矿能耗具有重要意义,可进一步探索配矿对后续浮选指标的影响。
猜你喜欢
矿山安全信息(2022年24期)2022-11-24
金属矿山(2022年9期)2022-10-24
金属矿山(2022年9期)2022-10-24
矿产保护与利用(2022年3期)2022-08-12
广西大学学报(自然科学版)(2022年2期)2022-07-06
贵州大学学报(自然科学版)(2020年1期)2020-02-06
科技资讯(2017年20期)2017-08-22
现代企业(2017年5期)2017-06-15
科学与财富(2017年6期)2017-03-19
绿色科技(2014年2期)2014-08-30
