
助剂配送系统的研制
2022-07-15 06:25耿亚琳
染整技术 2022年6期
耿亚琳,王 勇
(1.明佳科技有限公司,山东泰安 271000;2.泰安市人才交流服务中心,山东泰安 271000)
1 研究背景
染色工厂中染色机台添加助剂的传统做法是人工进行助剂的称重、计量,并运送助剂加料至染色机化料缸。人工配制助剂的过程中不可避免地会滴落助剂至地面上。人工打扫清理滴落的助剂较困难,且助剂本身具有一定的刺激性气味,易造成助剂储存室环境较为恶劣,不利于配料人员的身心健康;助剂的化学腐蚀性对配料人员有一定的危害。另外,实际操作中,人工配助剂的计量准确度不容易把控,且人工运送助剂至染色机台过程中,把助剂弄混倒入其他染色机台的现象时有发生,导致染色质量的下降。人工在送料过程中,助剂滴落到染色平台地面上,同样会造成染色平台上环境的恶化。恶劣的劳动环境造成年轻一代从事该职业的意愿逐年降低。目前这些工作多由岁数较大的人员承担。助剂配送自动化是染色行业的发展趋势之一,也是目前广大染厂亟需解决的痛点难点之一[1-2]。
随着印染厂设备自动化程度的提高,助剂自动配送设备陆续上市,受到了市场的欢迎。其中,意大利拉沃公司和荷兰万维公司的产品代表了世界先进水平,得到国外染厂的信赖。由于引进成本过高,售后服务跟不上国内染厂的需求,以及国内助剂的品质较低等问题,其在国内的推广应用受到了限制[3]。因此,设计一种适应国情的助剂配送系统具有非常重要的应用价值。
2 系统组成
结合传统人工配送助剂的工作方式和内容,从机械设计原理出发,助剂自动配送系统一般由储存系统、动力系统、管路系统及相应的控制系统等组成。常规助剂的配送流程见图1,大用量粉体助剂的配送流程见图2。

图1 常规助剂的配送流程图

图2 大用量粉体助剂的配送流程图
2.1 储存系统
染色常用助剂按输送性质分类分为:常规自动配送助剂、大用量液体助剂、小用量粉体(含片状)助剂、大用量粉体助剂等。
常规自动配送助剂的储存采取标准的储存桶,根据用量一般配置500、1 000 L 等规格。助剂储存桶一般有3 个孔,正上方中间的大孔主要用于人工清理储存桶内部,正上方侧置的小孔用于自动上料,正下方中间的小孔用于助剂出料,并通过管路连接到配送系统。液体储存桶的上料装置一般采用泵系统,人工将加料管插入原料桶,输出管路连接储存桶。助剂储存桶液位检测方式根据用户要求可以只输出最高液位和最低液位的开关量,也可以输出连续液位的模拟量。液位的检测一般采用电容式接近传感器、浮球式传感器等类型的传感器。电容式接近传感器可以固定在储存桶外壁检测内部的液位,检测结果较为稳定,不受助剂品种的影响,一般只检测最高液位或最低液位。电容式传感器还有一种固定在储罐顶部,电容式探杆完全浸入到液体中。探杆的外部封装特氟龙,耐腐蚀性好,可以输出连续模拟量。浮球式传感器只能检测高低液位,输出开关量。
大用量液体助剂如液碱、双氧水,腐蚀性较大,一般采用单独的耐腐蚀储存罐进行隔离储存。助剂来料一般通过槽罐车进行加料。这种类型的助剂加料方式主要有两种:一种是获取染色机台加料信号时,通过独立的管路系统进行加料;另一种是把助剂打进助剂储存架的标准储存桶内,与前述常规配送助剂一起进行输送。
小用量粉体(含片状)助剂可以在储存系统附近单独的化料缸里进行搅拌溶解。搅拌均匀后,通过泵输送至助剂储存架的标准储存桶内,以标液的形式进行储存,并与前述常规配送助剂一起进行输送。
有沉淀的助剂采用搅拌器或者循环搅拌方式进行搅拌。
大用量粉体助剂如元明粉、纯碱,一般采用不锈钢储存罐或者玻璃钢储存罐。储存罐利用支腿支撑在地面上。根据染色工厂对粉体助剂的用量不同,元明粉纯碱储存罐容量一般高达10~20 t。储存罐的上料一般采用斗式提升机、真空上料装置或者吨包上料装置[4]。采用斗式提升机时,一般在地面配置上料斗进行上料。上料斗直接与斗式提升机的进料口连接。采用吨包上料方式时,需要配备单独的起吊装置。粉体助剂储存罐的料位一般采用阻旋式料位开关进行检测。
2.2 动力输送系统
助剂储存桶至泵之间的管路一般采用耐腐蚀塑料管,管路之间的连接采用特种胶粘接的方式。液体助剂桶底部小口连接一个手动球阀,工作时处于常开状态。在维护过程中,人工关闭手动球阀,将助剂存在助剂桶内。储存桶底部通过塑料管连接至联阀。联阀上每个独立的阀门与其中一种助剂桶底部相连。联阀通过法兰与转子泵进口进行连接。转子泵出口连接高精度流量计,流量计之后连接管路系统。管路法兰之间需要加装耐腐蚀的密封垫。根据控制系统需求,通过控制联阀上每个独立阀的通断实现助剂品种的选择。当前一种助剂计量到需求时,关闭该路控制阀,再打开后一种助剂的控制阀,依次进行计量输送。配送完成后打开水路控制阀,用水将助剂推送到染色机台化料缸,同时将管路冲洗干净。
粉体助剂在储存罐底部通过螺旋提升机出料并输送到化料缸。在化料缸内,粉体助剂与热水搅拌均匀后,通过渣浆泵和管路系统输送至染色机台。根据工艺要求,溶液可以加入染色机台化料缸、辅缸、主缸3 个位置中的任何一个或多个。泵前后的管路需要紧密固定,防止泵运转过程中管路晃动而导致流量计计量出现偏差。
2.3 管路结构
管路系统主要由管路、弯头、接头、支吊架、阀门等组成。助剂一般具有腐蚀性,管路系统除支吊架采用碳钢喷漆外,均选择不锈钢材质。弯头主要用于车间内部管路走向拐弯处,一般分为圆弧弯头和折线弯头两种。支吊架主要是将管路系统固定在厂房上,并具有调节管路水平度的作用。
根据助剂系统在厂房内布置的位置,管路系统一般分为染色平台上方布管和染色平台下方布管。染色机一般是沿染色平台中心线镜像布置为两排。国内立式染色机应用较为普遍,纱笼一般采用天车进行提取。如果助剂配送系统与染色平台中心线平行,管路系统需要绕过天车或在染色平台下方绕行。染色平台下方布管一般是因为管路系统绕行天车上方时,管路系统长度增加造成助剂输送时管路压力损失增大或者施工难度增大。
管路长度一般为6 m。在染色平台上,染色机之间的距离一般不会超过6 m,故染色平台上的管路用一段直管和三通分配阀进行连接即可。而从助剂配送系统到染色平台,管路一般会超过6 m,需要在管路之间进行连接。连接方式主要有焊接和接头两种。焊接质量受焊接方式和焊工水平影响较大,如图3 所示。另外也可以选择采用接头方式进行管路系统的连接。
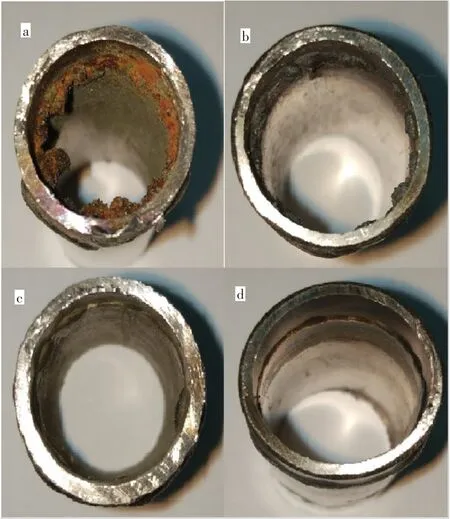
图3 焊接质量图
推荐采用氩弧焊接方式进行焊接。如图3 所示,图3a、3b 为氩弧焊接在不背保情况下的焊接质量,受焊工操作水平高低的影响,内部的焊接质量会存在较大的偏差,管路焊接内部平整度无法得到保证。图3c 为氩弧焊接在背保的情况下采用1.6 mm 焊丝,图3d为氩弧焊接在背保的情况下采用0.8 mm 焊丝。
2.4 控制系统
助剂配送系统一般在获得加料信号后进行计量输送。加料信号主要分为两种:(1)由染色机中央控制系统自动输出加料信号至助剂配送系统;(2)由人工操作现场机台附近的电脑发出加料信号。这两种信号分别对应全自动配送系统和半自动配送系统。另外,后一种加料信号也可以作为全自动配送系统的补充加料信号。
3 总结
储存系统采取标准容积的助剂储存桶集中放置,改善了助剂桶摆放杂乱无章的现状。动力系统和管路系统主要代替人工计量运送助剂的工作,解决人工计量不准确、加错料的问题。助剂配送系统的研制,在一定程度上提高了染色质量,解决了染色厂部分痛点,具有推广价值。
猜你喜欢
保鲜与加工(2022年8期)2022-09-01
纺织标准与质量(2022年3期)2022-08-10
纺织标准与质量(2022年2期)2022-07-12
爆炸与冲击(2022年6期)2022-07-11
包装工程(2022年5期)2022-03-21
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
科技视界(2020年17期)2020-07-30
科技与创新(2018年19期)2018-11-30
佛山陶瓷(2017年5期)2017-06-05
科技与创新(2015年2期)2015-02-11
