
滚珠丝杠支撑用推力角接触球轴承装配质量控制
2022-07-24 09:28徐永海
装备制造技术 2022年4期
赵 敏,徐永海
(纽威数控装备(苏州)股份有限公司,江苏 苏州 215163)
0 引言
机床驱动部件最常见的故障就是滚珠丝杠两端轴承损伤和机床定位精度超差,通过试验对推力角接触球轴承外圈施加外力来控制轴承外圈的紧固量,并测量不同紧固量导致轴承外圈受力变形的情况,从而使轴承外圈紧固量得到有效的控制。合理控制轴承外圈的紧固量,可以避免因外圈受力过大而导致的轴承异常温升和失效损伤,使推力角接触球轴承处于正常良好的工作状态,保证机床定位精度的准确性。从轴承的清洗、安装到轴承外圈紧固量的控制,做好每一步工序的质量控制,才能使机床驱动系统长期保持稳定运行,提升机床定位精度和精度保持性[1]。
1 滚珠丝杠支撑用推力角接触球轴承的安装
1.1 推力角接触球轴承的安装
1.1.1 轴承清洗
在实际工作中,由于轴承清洗不干净,残留的异物会损伤轴承的滚道。轴承清洗的目的在于彻底去除轴承内部的油脂和异物,在轴承清洗过程中需注意以下情况[2]:
(1)用优质煤油或汽油清洗轴承,轴承清洗分为粗洗和精洗,清洗时,粗洗槽与精洗槽分开不要混淆。
(2)在粗洗槽内,避免转动轴承,用刷子大致清除附着在轴承表面的杂质之后,再将轴承放入精洗槽中。
(3)在精洗槽中,将轴承轻轻转动进行清洗,精洗槽内清洗油必须经常更换始终保持清洁。
(4)精洗完成的轴承要进行吹干或者晾干,避免用抹布直接擦拭轴承。
1.1.2 润滑脂填充
润滑脂可以减小摩擦,降低轴承磨损,延长轴承的使用寿命,还有防尘和防锈的作用。在填充润滑脂时,用注脂器将润滑脂均匀的填充在各钢球之间,用手转动轴承,使润滑脂均匀进入滚道面、保持架内部、钢球间空隙和引导面等各处。总填充量占空间容积的10%~20%为宜,润滑脂填充量过少,易导致润滑不良,进而加速轴承的磨损;润滑脂填充量过多,会产生异常发热现象,尤其在设备运转初期易导致润滑脂劣化。
1.1.3 轴承安装
安装轴承时,注意保证轴承受力方向的正确性(图1),错误的受力方向会导致轴承滚道损伤(称为滚动体爬越锁口压痕),安装轴承有两种情况,一种情况是将轴承装在丝杠轴上,另一种情况是将轴承装入轴承座及电机座内孔中,注意事项如下:
(1)当轴承压入在丝杠轴时,用轴承具对轴承内圈均匀施力。
(2)当轴承压入在轴承座及电机座内孔时,用轴承具对轴承外圈均匀施力。

图1 角接触球轴承安装受力方向示意图
1.2 消除引起轴承损伤的影响因素
滚珠丝杠支撑用推力角接触球轴承在清洗安装过程中,易出现轴承清洗不干净,填充润滑脂时异物混入,安装受力错误等问题,导致推力角接触球轴承的内外圈滚道和滚动体上存在异物压痕以及滚动体爬越锁口压痕,这些是推力角接触球轴承运转噪声异常的主要原因,安装因素造成的轴承滚道异物压痕损伤如图2所示。
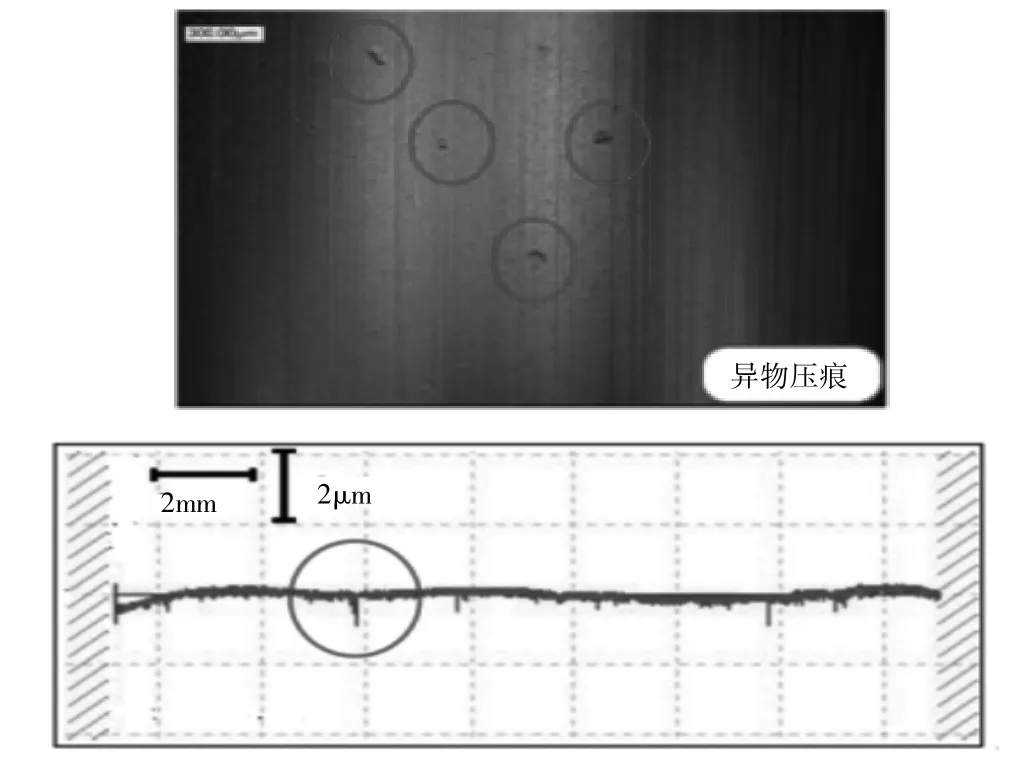
图2 角接触球轴承滚道异物压痕损伤
要避免轴承因为安装因素造成的损伤,在清洗和安装工序中,要注意以下问题:
(1)保证工作环境清洁无尘;
(2)安装前将轴承和其他零件清洗干净,轴承清洗和装配时注意的问题:轴承的粗洗和精洗工序分开进行;粗洗轴承时不要转动轴承;轴承清洗后吹干或晾干,不要用抹布擦干;专用工具填充润滑脂防止异物混入;轴承安装工具不要采用脆性材料;安装轴承时,保证受力方向的正确性。
2 推力角接触球轴承外圈紧固量的控制
2.1 滚珠丝杠支撑用推力角接触球轴承型号
机床驱动系统中,滚珠丝杠轴承主要承受轴向载荷,径向除了丝杠自身重量,一般无外载荷,最常用的滚珠丝杠轴承就是推力角接触球轴承,这种滚珠丝杠支撑用的推力角接触球轴承的接触角为60°,具有较高的轴向刚度,以NSK推力角接触轴承型号为例(图3)。

图3 NSK滚珠丝杠支撑用推力角接触球轴承型号
其中组合记号:表示滚珠丝杠支撑用推力角接触球轴承的多种组合形式,包括DB、DBD、DBB、DBBB、DF、DFD、DFF、DFFF、DT、DTD、DTT、和SU自由组合(单件)等;预紧记号:C10标准预紧/C9轻预紧;精度记号:PN7A标准精度/PN7B内外径尺寸差特殊管理精度(SU组合专用)。
2.2 推力角接触球轴承外圈紧固量试验装置
机床驱动部件一般由滚珠丝杠、隔套、轴承座、推力角接触球轴承、压盖、锁紧螺母等零件组成,机床驱动部件结构图参见图4a。
推力角接触球轴承外圈紧固量试验装置以自由组合形式的滚珠丝杠支撑用推力角接触球30TAC62-BSUC10PN7B的DB为例,为了测量轴承外圈的变形,试验中轴承被拆解只保留了轴承外圈,这样可以直观地测量轴承外圈的受力变形情况。推力角接触球轴承外圈紧固量试验装置(见图4b)包括轴承座、推力角接触球轴承外圈、压盖、扭矩扳手、转台、磁力表座、千分表(测量精度0.001 mm)、进口数显千分表(测量精度0.01μm)等。

图4 机床驱动部件结构图和丝杠轴承外圈紧固量试验装置
2.3 轴承外圈紧固量对外圈滚道面变形的影响
2.3.1 定量控制外圈紧固量
设计压盖时,压盖高度必须预留适当的装配调节量,轴承外圈紧固方法为:
先测量轴承座的轴承孔深度,再测量轴承组件和压盖止口高度之和,加工调整压盖止口高度,使两者之差满足装配调整量要求。
(1)定量控制外圈紧固量的优缺点
优点:轴承外圈的紧固量确定,压盖螺钉的锁紧力矩对轴承外圈紧固后变形的影响不大。
缺点:装配和检验工具多,如千分尺、深度尺、加工压盖的机床等;压盖的加工精度难以保证,对装配操作工人的技术要求高,测量误差和压盖及轴承座的加工精度对轴承外圈紧固量的影响无法消除,压盖的加工精度不良或紧固不均匀,会导致外圈紧固不均匀及外圈滚道面的变形。
(2)外圈紧固量及外圈滚道面变形之间的关系
试验中,首先测量轴承座的轴承孔深度,再测量轴承组件和压盖止口高度之和,加工调整压盖止口高度,使两者之差即紧固量分别为0.01mm、0.02mm、0.03mm、0.04mm、0.05mm,检测外圈滚道面各个测量的变形情况(图5)。

图5 外圈紧固量与外圈滚道面变形之间的关系
2.3.2 定量控制压盖螺钉锁紧扭矩
压盖与轴承座端面留一定量的间隙,设计压盖高度时,不预留装配调整量,压盖与轴承座端面之间保留一定量的间隙。装配时,使用扭矩扳手控制压盖螺钉锁紧扭矩保持一致。
(1)定量控制压盖螺钉锁紧扭矩的优缺点
优点:操作简单、装配工具少,只需扭矩扳手锁紧螺钉,控制压盖螺钉的锁紧力矩。
缺点:设计压盖时,相同规格的滚珠丝杠支撑用推力角接触球轴承采用了不同规格锁紧螺钉,以规定扭矩锁紧压盖的螺栓,导致相同结构和规格的轴承外圈,因压盖螺栓的规格和数量不同,采用不同规定的扭矩锁紧螺栓,轴承外圈的所受轴向力差别很大。
(2)压盖螺钉锁紧扭矩与外圈滚道面变形之间的关系
在试验中增加压盖螺钉锁紧扭矩的同时,转动转台测量轴承外圈滚道面各个位置的变形量,轴承外圈滚道面畸变为椭圆,随锁紧力增大,畸变更加严重(图6)。

图6 压盖螺钉锁紧扭矩与外圈滚道面变形之间的关系
2.4 零件设计改进
通过有限元分析在总锁紧力相同时,压盖以4个螺钉锁紧与8个螺钉锁紧是有所区别(图7),锁紧8个安装螺钉时滚道变形均匀,不会使滚道形状畸变为椭圆,任何位置都向内收缩,总体来说变形减小,同时压盖下表面变形均匀。对压盖设计进行改进,增加压盖安装螺钉个数,保持安装压盖总锁紧力不变。

图7 不同螺钉个数时外圈滚道面和压盖下表面受力变形对比
3 结语
对于滚珠丝杠支撑用推力角接触球轴承装配的质量控制,应在装配过程中得到足够的重视。在装配、检验工具和加工设备齐全的条件下,尽量采用定量控制外圈紧固量的方法进行装配;当采用定量控制压盖螺钉锁紧扭矩的方法来紧固螺钉时,合理设计并核算压盖对轴承外圈施加轴向力。滚珠丝杠支撑用推力角接触球轴承外圈紧固量和滚珠丝杠预拉伸量,对轴承承受的轴向载荷和整体刚性的影响非常大。做好滚珠丝杠支撑用推力角接触球轴承的装配工作,做好每一道工序,才能使推力角接触球轴承处于良好的工作状态,才能使机床驱动系统长期稳定运行,提升机床定位精度和精度保持性,延长机床的使用寿命。
猜你喜欢
大电机技术(2022年2期)2022-06-05
现代制造技术与装备(2022年3期)2022-04-21
防爆电机(2022年1期)2022-02-16
石油化工设备(2020年5期)2020-12-11
石油商技(2020年5期)2020-11-04
石油商技(2020年4期)2020-09-17
东坡赤壁诗词(2020年4期)2020-09-02
科技创新导报(2016年5期)2016-05-14
山东工业技术(2016年6期)2016-03-15
农机使用与维修(2014年9期)2014-09-21
