
连续退火炉炉压波动伴随露点异常原因分析及治理
2022-08-02 01:18王海涛
现代工业经济和信息化 2022年6期
王海涛, 高 宁
(河钢集团衡水板业有限公司, 河北 衡水 053000)
引言
河钢集团衡水板业有限公司连续退火炉在生产T3 厚规格高温产品时,会出现炉压不稳,尤其是下降段炉压波动较大并伴随出现炉内露点异常造成带钢氧化现象。炉压的不稳定严重影响了公司的生产秩序,为确保设备运行和产品质量的稳定性,对炉内炉压的异常进行分析和控制显得越来越重要。本文分析了北京钢研院为我司设计成套的连续退火炉炉压在生产过程中的异常波动现象,并提出了解决措施,满足了连续退火生产机组的稳定生产。
1 连退炉炉压不稳伴随露点异常对带钢退火质量的影响
1.1 炉压的稳定性对退火炉运行的重要性
连续退火炉炉内存在易燃易爆的氢气,所以炉内必须保持正压运行,防止外部空气进入炉内造成事故。连续退火炉控制炉内压力时,首先要为各个路段设置恰当的压力值。因为压力值过高,会导致保护气体的消耗量增加,生产成本过高;压力低时,会增加炉外空气进入炉内的风险,导致控制炉内气氛难度增大。炉压异常波动,尤其过低时会造成外部空气及淬水槽处的水蒸气进入炉内造成炉内露点的异常。
1.2 炉压的变化会引起露点的异常,露点对带钢的影响的机理
带钢暴露在空气中与空气中的氧气和水发生化学反应,使带钢表面附着一层氧化铁皮,发生如下化学反应:
连退炉在对冷轧带钢退火提高机械性能的同时,炉内保护气体会与带钢表面氧化铁皮发生化学反应,使其表面的氧化铁皮还原为铁。如下反应式:
正产生产时,炉内保护气体成分的变化情况和带钢表面被氢气还原的状态无法直接得到,而是通过炉内露点的检测和分析间接地推断炉内的这些变化[1]。因此,如何保证炉压的稳定性,防止退火炉内的露点发生异常升高,是解决此问题的关键。
2 连退炉炉压异常的原因分析
我司连续退火炉在10 年的生产运行中,出现过多次炉压波动并伴随露点异常的现象,对生产带来严重的影响。根据实践经验分析,炉压波动伴随露点异常产生的原因分为如下几类:
1)保护气体供气系统出现问题,保护气断供或者供气量减少,造成炉压迅速降低;
2)入口段的密封辊间隙过大,致使氮封不起作用;
3)炉体密闭不严,炉压低;
4)淬水槽处液位波动,致使水封破坏,炉内下降段密封箱氮气外泄;
5)缓冷段、快冷段、终冷段循环风机进出口泄露对炉压及露点的影响。
针对以上可能引起炉内压力异常的原因进行逐一分析,并提出有效的控制措施及可行的办法。
2.1 保护气体供气系统出现问题对炉压的影响
炉内充满氮氢保护气体,为了防止发生安全事故,必须要保证炉压始终处于正压,并且处于合理的压力控制值。我司对退火炉每段炉区均配备了炉压检测,压力均符合我公司《连续退火炉生产工艺作业指导书》的标准,并且没有异常波动,如果供气量出现异常,炉压会立即发生变化并示警。
2.2 入口段的密封辊间隙对炉压的影响
带钢通过一个入口密封装置垂直进入加热段。该入口密封装置设置于加热段入口端的底部,并与炉体联接。入口密封装置由两根单独驱动的密封辊组成并设有N2封,以增加气阻的方式保证钢带运行时空气不进入炉内。运行时两密封辊闭合贴近钢带,中间有留有5~8 mm 间隙,从而保证在不划伤钢带表面的前提下更好的起到氮气密封作用。
我司氮封流量控制在200 m3,密封辊间距调整为5.5 mm,完全符合我公司《连续退火炉生产工艺作业指导书》的标准,因此生产T3 厚规格高温料时的炉压波动于密封辊间隙与入口氮封无直接关系。
2.3 炉体密闭不严对炉压与露点的的影响
连续退火炉工作是处于正压状态,我司炉压控制在55~130 Pa。一般在正压的条件下,炉外的空气和水蒸汽是不可能进入炉内的。并且由于目前我司只有在生产T3 厚规格高温料时,才会出现炉内压力波动并伴随氧含量超标及露点偏高的异常现象,可以初步认定造成炉内气氛异常不是炉体密闭不严造成。
2.4 淬水槽水位对炉压的影响
淬水槽的槽内存有一定液位的脱盐水,脱盐水液位高于下降段出口150~200 mm,形成水封,确保炉内的炉压正常,防止外部空气进入炉内,还对带钢进行冷却,减少了蒸汽的生成。废气风机将钢带入水淬槽产生的蒸汽通过排汽管路排到室外。
淬水槽液位较低时,在下降段通道处形不成水封,会造成炉压的快速降低,外部蒸汽、空气会迅速进入炉内,造成氧含量、露点迅速发生升高。在生产T3不同厚度规格产品,进行了淬水槽水温、炉压、露点进行了测量,测量数据如表1 所示。
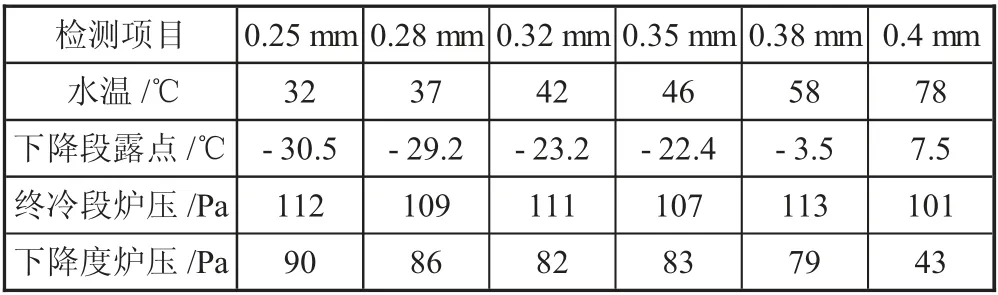
表1 水温、露点、炉压的检测
从表1 测量数据来看,当生产厚规格T3 产品时,随着水温的升高,下降段的炉压及露点发生了明显的异常,与本文提到的生产T3 厚规格高温料时炉压不稳伴随露点异常的情况相吻合。
2.5 缓冷段、快冷段、终冷段循环风机进出口泄露对炉压及露点的影响
缓冷段、快冷段、终冷段在带钢运行方向分为不同区域,每个区域配有循环风机。退火炉内的保护气体被气密性很好的循环风机抽出来,在气水换热器的作用下冷却,然后送到炉内风箱,从风箱的喷嘴喷出,对钢带进行强制冷却[2]。带钢的温度控制,通过调节循环风机的转速,控制保护气体循环量来实现。
假如风机进出口出现泄漏的情况下,由于风机的风量很大会立即引起炉内气氛的波动,因此在停炉保压保温的情况下,模拟生产T3 厚规格料的工艺,对各段风机进行相应调整,观察测量数据。检测结果如表2。
从表2 和表3 可以看出造成炉内气氛异常的原因是快冷段1 号、2 号风机进出口的某处存在裂口,在风机频率较大的情况下,对炉内气氛产生了致命影响,造成该段的炉压下降,露点升高。在炉压及气氛恢复正常后,为了节省时间对快冷段1 号和2 号风机进行重新检测时不对炉压进行测量,对露点及氢气、氧气含量进行测量比较,确定是哪个存在泄漏。
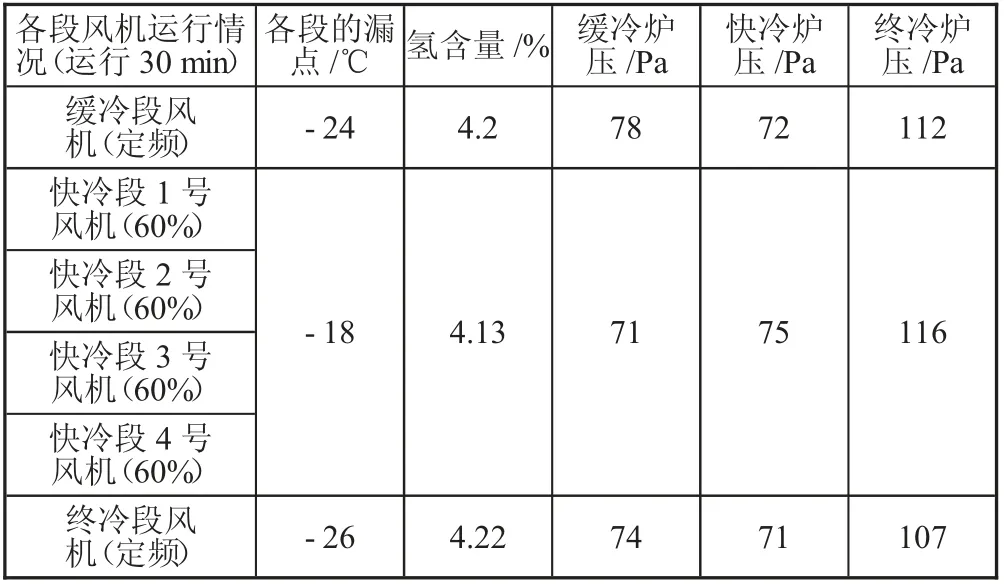
表2 T3(0.25~0.35 mm)产品生产工艺下的各炉段数据

表3 T3(0.38~0.4 mm)产品生产工艺下的各炉段数据
从表4 可以看出造成炉内气氛异常的原因是快冷段1 号风机管路发生泄漏,在风机频率较大的情况下,对炉内气氛产生了致命影响,造成炉内氧含量迅速上升,漏点升高。
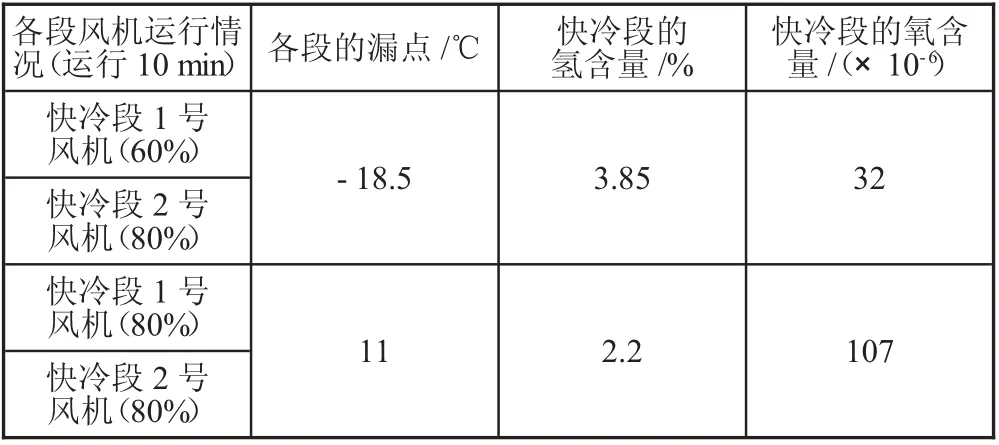
表4 快冷段1 号、2 号风机不同频率下的炉内气氛
3 解决连续退火炉炉压及露点异常的措施
在实际生产过程中,连续退火炉出现炉压不稳定露点异常的现象是不可避免的,问题是能够采取一些措施来减少此类生产事故的发生,使炉压波动控制在允许范围之内,满足工艺生产要求,以及带钢一旦发生炉压不稳定露点异常的现象后如何采取合理的保护措施来减少对生产及设备带来的损害[3]。
炉压不稳定露点的异常影响因素众多,结合实践经验总结来看,尽可能地减少此类现象的发生,应从设备、保护气供气系统、淬水槽液位及水温、各炉段的风机管路、炉体密闭性等几个方面来解决。根据我公司的实际生产情况,采取了如下措施:
1)定期对炉体进行密闭性进行检查,并制定相关巡检表,形成制度;
2)保证检测装置测量的准确性,确保炉压及炉内气氛的正常;
3)根据不同规格、不同品种的生产,制定合适的工艺;继续优化完善我公司的《连续退火生产工艺操作规程》;
4)炉区所有冷却风机进出口的管路,尤其是缓冷段及快冷段风机的管路,加装压力检测装置,一旦发生泄漏,可以随时发现,继续优化完善我公司的《连续退火炉操作规程》。
4 结语
连续退火炉出现炉压不稳定露点异常是一个多因素综合作用下呈现的现象。要想从中找出具体原因,必须根据生产实际情况,从中发现规律,从设备、工艺、检测装置等多个方面逐个分析排除。结合我公司连续退火炉的炉压不稳定伴随露点异常始终是生产厚规格的T3 高温产品时出现,主要对以下几个方面进行了调整:
1)炉体密闭情况制定了巡检检查制度,认真填写巡检表。
2)淬水槽液位控制实现自动控制;对淬水槽的水温进行了闭环检测,当温度快速升高时,自动开启备用循环泵及备用冷却器,并能够自动开启下降段的废气风机,将水蒸气立即排出。
3)建立测量点的检查、校验制度,加强巡检。为了检查各监测点是否工作正常,实行作业长制,严格考核,要求当班职工用手提式多功能露点仪逐点进行校验,特别是测量出的露点突然异常时要及时校验。
4)快冷段的冷却循环风机管路进行了补漏处理。
5)炉压检测实现了闭环控制,当炉压快速降低时,相应炉段的流量控制阀开口度进行迅速调节,进行大流量补充;在2 min 内炉压不能达到炉压要求的,工艺段进行急停。
6)编写了保护气供应系统出现故障时的应急预案。经此次各个方面的调整,我公司连续退火炉生产稳定,炉压及露点异常问题得到了很好的控制。
猜你喜欢
流程工业(2022年1期)2022-06-27
发明与创新·小学生(2021年11期)2021-12-24
发明与创新(2021年43期)2021-12-15
商品与质量(2021年26期)2021-07-19
玻璃(2020年2期)2020-12-11
Plasma Science and Technology(2020年11期)2020-11-10
科学导报·学术(2020年18期)2020-05-25
小天使·五年级语数英综合(2018年9期)2018-10-16
设计(2017年14期)2017-10-31
中国经贸导刊(2015年27期)2015-10-10
