
玻璃纤维增强聚丙烯复合材料的制备及其性能
2022-08-04 08:20程军生
合成树脂及塑料 2022年4期
程军生
(玉林师范学院,广西 玉林 537000)
聚丙烯(PP)因其优良的力学性能、化学稳定性,以及低廉的成本,在汽车制造、建筑建材、包装材料等方面得到广泛应用;但PP的低温易脆断、成型收缩率大、尺寸稳定性低的问题,限制了其进一步应用[1]。采用PP制造的塑性材料,拉伸强度仅为30~40 MPa,难以满足高强度应用领域的需求,而非极性PP较差的亲水及抗静电性能,进一步限制了材料的二次加工[2-3]。因此,为扩展PP的工程应用领域,对PP的改性成为研究热点[4-6]。通常,采用化学方法改变PP的原子种类和组成方式来提升PP复合材料的综合性能,包括交联、氯化、互穿聚合物网络等[7-10]。利用物理改性来改变PP的聚集态结构,改变材料的性能,应用较多的有填充改性、表面改性、共混改性等[11-14],但目前的技术手段均存在一定的缺陷。如添加乙烯-1-辛烯共聚物(POE)等增韧剂来提升PP的冲击强度,但拉伸性能下降[15];加入碳纤维作为增强剂,可提升PP的剪切强度,但拉伸强度存在一定程度的下降[16]。因此,不同的组成对PP复合材料的综合性能影响存在较大差异。
本工作以玻璃纤维(GF)为增强剂,POE为增韧剂,马来酸酐接枝POE(POE-g-MA)为增容剂,采用双螺杆挤出机制备PP/POE/GF复合材料,并分析了复合材料的力学性能,以获得综合性能最优的复合材料配方。
1 实验部分
1.1 主要原料
PP PPH-T03粒料,密度0.903 g/cm3,熔体流动速率3.5 g/10 min,中国石油化工股份有限公司武汉分公司;GF 988A,纤维直径13 μm,中国巨石股份有限公司;POE 8150,1-辛烯摩尔分数为25%,密度为0.886 g/cm3,熔体流动速率为1.0 g/10 min,美国Dupont-Dow公司;POE-g-MA,接枝率1%,中国聚星材料公司。
1.2 主要仪器与设备
TE-35型双螺杆挤出机,德国布拉本德公司;SEEV-A型注塑机,日本住友电气工业株式会社;PH-750型冲击试验机,沃特拜试验设备(南京)有限公司;UTM5305X型万能拉伸试验机,济南恒思盛大仪器有限公司;JSM-5510LV型扫描电子显微镜,日本JSM公司。
1.3 试样制备
采用高速混合机将预先配好的PP,POE,POE-g-MA在500 r/min条件下搅拌5 min,于60 ℃鼓风干燥1.5 h后取出备用。将物料置于双螺杆挤出机中,螺杆温度为220~230 ℃,主机频率为8 Hz,喂料转速为90~100 r/min,将混合均匀的物料由加料斗加入,进行熔融挤出,待平稳出料后,加入GF,通过双螺杆剪切,保证GF与PP充分混合,GF含量由GF股数和主机转速控制,挤出料经过水冷、风干后制得粒料。
1.4 测试与表征
挤出料干燥后,由注塑机得到横截面为4 mm×2 mm的哑铃状拉伸样条和80 mm×10 mm×4 mm(缺口厚度0.8 mm)的缺口冲击样条,注塑机温度192~210 ℃。
拉伸强度按GB/T 1040.2—2006测试,拉伸速度为50 mm/min。缺口冲击强度按GB/T 1043—2018测试,室温,每组试样测试5次,取平均值。
扫描电子显微镜(SEM)观察:将试样断面置于正庚烷超声刻蚀30 min后,经过乙醇、丙酮、超声波清洗,于室温条件下干燥,喷金处理,观察断面微观形貌。
2 结果与讨论
2.1 POE对PP性能的影响
PP/POE复合材料配方见表1。

表1 PP/POE复合材料配方Tab.1 Formula of PP/POE composites
2.1.1PP/POE复合材料的微观形貌
从图1可以看出:POE均匀地分散在PP基体中,说明PP与POE存在一定相容性,为部分相容体系。
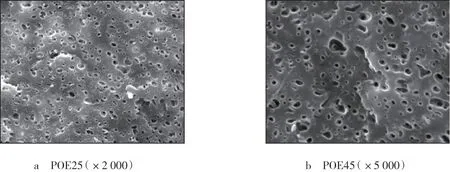
图1 PP/POE复合材料的微观形貌Fig.1 Microscopic morphology of the PP/POE composites
2.1.2POE用量对PP/POE力学性能的影响
从图2可以看出:随着POE用量增加,复合材料的冲击强度显著增加。纯PP的缺口冲击强度为7.5 kJ/m2,当POE用量25 phr时,试样POE25的冲击强度达到18.6 kJ/m2,较纯PP的冲击强度提升了148.0%,POE用量45 phr时,试样POE45冲击强度提高到30.2 kJ/m2。POE在PP基体中分散均匀,当材料受外力冲击时,大颗粒POE作为应力集中点,诱发形成银纹和剪切带,吸收冲击能量,且大量银纹间形成干扰的应力场,降低了银纹端应力,避免形成裂纹,提高了复合材料的冲击强度[17]。从图2还可以看出:随着POE用量增加,复合材料拉伸强度下降明显。纯PP的拉伸强度为30.6 MPa;当POE用量为25 phr时,试样POE25的拉伸强度降低到24.0 MPa;POE用量为45 phr时,试样POE45的拉伸强度仅为20.6 MPa。POE作为一种模量较低的弹性体,加入到模量较高的PP基体中,容易降低复合材料的拉伸强度,且POE用量越多,拉伸强度下降越明显[18]。为保证复合材料同时具备较高的冲击强度和拉伸强度,选择PP与POE的用量分别为100,25 phr。

图2 POE用量对PP/POE复合材料冲击强度和拉伸强度的影响Fig.2 Effect of POE content on the impact strength and tensile strength of PP/POE composites
2.1.3PP/POE的断面形貌
从图3可以看出:纯PP的冲击断面光滑,断裂痕迹较少,表明PP为脆性断裂,主要由银纹吸收冲击能量。PP/POE复合材料银纹和裂纹较多,吸收较多冲击能量,一定程度提升了材料的韧性,PP/POE复合材料断裂面形成了部分空穴,说明复合材料断裂吸能可能存在空化机理[19]。

图3 纯PP与试样POE25冲击断面的SEM照片(×500)Fig.3 Impact section SEM photos of pure PP and sample POE25
2.2 GF用量对PP/POE性能的影响
良好的PP/POE/GF复合材料需要同时具备较高的冲击强度和拉伸强度。通常控制POE用量低于30 phr,以获得性能优异的PP/POE/GF复合材料。PP/POE/GF复合材料的配方见表2。

表2 PP/POE/GF复合材料配方Tab.2 Formula of PP/POE/GF composites
2.2.1GF用量对PP/POE/GF力学性能的影响
从图4可以看出:随着GF用量的增加,复合材料的缺口冲击强度逐渐下降;未加入GF时,PP/POE复合材料的缺口冲击强度为18.6 kJ/m2,w(GF)为14.6%时,试样GF1的冲击强度为12.2 kJ/m2,w(GF)为27.9%时,试样GF3的冲击强度为12.6 kJ/m2,下降了32.2%,但较纯PP的冲击强度提高。随着GF用量的增加,冲击强度的降幅逐渐减小,这是由于定量的GF断裂和拔出吸收了部分冲击能量[20]。从图4还可以看出:随着GF用量的增加,复合材料的拉伸强度不断提高,w(GF)为14.6%时,复合材料的拉伸强度为28.2 MPa。w(GF)为27.9%时,试样GF4的拉伸强度增大到34.6 MPa,较PP/POE复合材料与纯PP的拉伸强度分别提升了44.2%,13.1%。GF的加入弥补了POE加入导致的复合材料拉伸强度下降的问题。但相较于纯PP,PP/POE/GF复合材料的拉伸强度并未大幅增加,主要是POE的存在削弱了GF的增加作用,但适量的GF能明显增强材料的拉伸强度。

图4 GF用量对PP/POE/GF复合材料冲击强度及拉伸强度的影响Fig.4 Effect of GF dosage on the impact strength and tensile strength of PP/POE/GF compostes
2.2.2PP/POE/GF复合材料的断面形貌
从图5可以看出:GF能够很好地分散在PP基体中。由于增容剂的存在,断裂的GF上附着了大量的基体树脂,GF与PP基体间良好的相容性可较好地传递外界的冲击应力。当材料受冲击力作用,GF通过拔出断裂方式吸收冲击能,POE粒子通过变形吸收冲击能,二者共同延缓裂纹的发展[21]。但GF用量增加到一定程度时,GF与PP基体间界面作用减小,树脂不能完全包裹GF,进而发生团聚现象,导致增强效果下降。为保证复合材料具备较强的增强效果,选择GF质量分数为 27.9%。

图5 不同GF含量复合材料冲击断面的SEM照片(×1 000)Fig.5 Impact section SEM photos of composites with different GF content
2.3 POE-g-MA用量对PP/POE/GF复合材料性能的影响
增容剂的加入能够提升GF与PP基体的相容性,进而改善复合材料的综合性能。加入POE-g-MA的复合材料的配方见表3。

表3 加入POE-g-MA的复合材料的配方Tab.3 Formula of the composites adding POE-g-MA
2.3.1POE-g-MA用量对PP/POE/GF复合材料力学性能的影响
从图6可以看出:随着POE-g-MA用量的增加,复合材料的冲击强度提高。当POE-g-MA用量为10 phr时,试样POE-g-MA5的冲击强度为15.1 kJ/m2,较未添加增容剂时的冲击强度提升了19.8%左右,较纯PP的冲击强度提高101.0%,表明增容剂能够提升GF与PP基体的界面相互作用,降低由于GF加入而导致复合材料冲击强度下降的问题。POE-g-MA用量进一步增加,复合材料的冲击强度小幅增长,但增幅并不明显。

图6 POE-g-MA用量对PP/POE/GF复合材料冲击强度及拉伸强度的影响Fig.6 Effect of POE-g-MA dosage on impact strength and tensile strength of PP/POE/GF composites
从图6还可以看出:未添加增容剂时,复合材料的拉伸强度为34.6 MPa,POE-g-MA用量为10 phr时,复合材料的拉伸强度提高到37.8 MPa,较未添加增容剂时的拉伸强度提高9.2%,较纯PP的拉伸强度提高23.5%。这是由于复合材料中未加入增容剂时,GF与PP基体不能够很好地相容,GF在拉伸过程中容易拔出,不能作为骨架起到很好的支撑作用[22]。POE-g-MA含量进一步增加,复合材料的拉伸强度有所下降,可能是由于POEg-MA作为一类弹性颗粒,含量较高时,容易造成GF相互缠绕,分散不均,从而降低了GF对复合材料应力提升的作用。
综上所述,当PP,POE用量分别为100,25 phr,GF质量分数为27.9%,POE-g-MA用量为10 phr时,复合材料的冲击强度和拉伸强度较纯PP分别提高了101.0%,23.5%。
2.3.2PP/POE/GF/POE-g-MA的断面形貌
从图7可以看出:未加入增容剂时,GF与PP基体间形成明显的缝隙,直接影响到GF作为骨架对基体应力的传递作用,导致GF在较小的拉伸力作用下从基体中拔出,使复合材料力学性能下降。加入增容剂后,GF与PP基体间相容性逐渐改善,大量的基体树脂附着在断裂的GF上,使GF能够被基体很好地包覆浸润。因此,应该选择不同的增容剂用量来保证POE与GF能够形成协同作用,增强复合材料的韧性,获得综合性能更优的复合材料。

图7 不同增容剂用量复合材料冲击断面的SEM照片(×2 000)Fig.7 SEM photos of the composite impact section with different compatibilizer dosage
3 结论
a)POE与PP存在一定相容性,PP/POE复合材料的冲击强度提高,拉伸强度降低。POE用量为25 phr时,复合材料冲击强度较纯PP提高了148.0%。
b)PP/POE/GF复合材料中,GF可提升复合材料的拉伸强度,降低了材料的冲击强度。
c)增容剂POE-g-MA显著改善了GF与PP/POE的界面相容性。PP,POE用量分别为100,25 phr,GF质量分数为27.9%,POE-g-MA用量为10 phr时,复合材料的冲击强度较纯PP提高101.0%,拉伸强度提高23.5%,有效提升了材料的增强增韧效果。
猜你喜欢
广州化工(2022年20期)2022-12-01
科技视界(2022年21期)2022-11-08
表面技术(2022年1期)2022-02-12
轮胎工业(2021年5期)2021-12-26
新疆钢铁(2021年1期)2021-10-14
西部交通科技(2021年9期)2021-01-11
兵工学报(2019年4期)2019-05-08
环境(2019年4期)2019-04-20
人间(2015年11期)2016-01-09
青少年科技博览(中学版)(2015年4期)2015-07-18
