
加氢裂化尾气脱硫与溶剂再生装置流程模拟与优化研究
2022-08-09 08:08边圣海
石油炼制与化工 2022年8期
边 圣 海
(中国石化齐鲁分公司,山东 淄博 255411)
流程模拟技术是近几十年发展起来的,利用计算机模拟进行生产优化的综合技术,是过程系统工程的重要技术之一。作为采用信息技术提升传统产业整体水平的重要举措,流程模拟是实现装置精细化管理的有效手段,是分析现有流程性能、改进现有装置操作的有力工具。利用流程模拟软件,通过对相关化工装置建立数学模型并对其工况进行模拟,分析和诊断生产装置的操作方案、工艺参数、装置潜力和瓶颈,可在装置节能降耗、挖潜增效、技术改造等方面取得良好效果。流程模拟技术已经成为设计、研究部门和生产车间强有力的辅助工具,并在炼化装置优化中得到广泛应用[1-4]。
本课题针对某炼油厂加氢裂化尾气脱硫与溶剂再生装置存在的能耗偏高现象,通过 Aspen Plus 模拟软件对该套装置进行模型优化,通过调整胺液量、再沸器蒸汽负荷等优化措施,对装置进行优化调整,以达到节能降耗的目的。
1 装置流程简述
装置共有两股物料,分别是来自装置自身的低压分离气(低分气)和液化气,经冷却后进入分液罐,去除固体与液体杂质后进入脱硫塔下部,在脱硫塔的上部喷入贫胺液以吸收硫化氢。脱硫后的低分气送至装置的氢提浓部分回收氢气,脱硫后的液化气送出装置。
吸收了硫化氢的富胺液(干气脱硫塔的富液直接经换热后进入溶剂再生塔)进入富胺液闪蒸罐,经缓冲、脱气、换热后进入胺溶剂再生塔(C604)。在此,通过塔底再沸器将溶剂再生,使硫化氢自塔顶逸出。再生后的贫液自塔底部流出,经换热冷却后进入溶剂储罐,再由贫液泵抽出分别送往本装置的循环氢、低分气、干气与液化气4个脱硫塔,流程示意见图1。
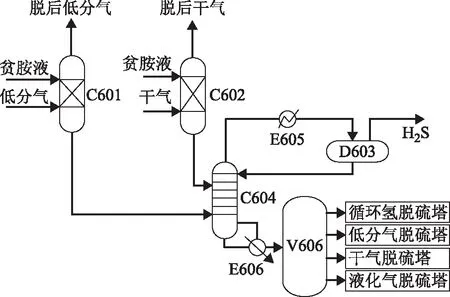
图1 加氢裂化尾气脱硫及溶剂再生流程
2 原理及反应方程
化学吸收法是以可逆的化学反应为基础,以碱性溶剂甲基二乙醇胺(MDEA)为吸收剂的脱硫方法,溶剂与含硫气中的酸性组分(主要是H2S)反应生成铵盐;吸收了酸气的富液在升温、降压的条件下,铵盐又能分解而放酸气。主要反应方程式为:

(1)
(2)
式中:R为—CH2—CH2OH;R′为—CH3。
上述反应为可逆反应,较低温度下(25~40 ℃),反应向右进行(吸收);较高温度下(大于105 ℃),反应向左进行(解吸),此时生成胺的硫化物分解,析出H2S,醇胺溶剂被再生,可以循环利用[5-6]。
3 模型建立与对比
应用Aspen Plus自带流程图绘制功能,建立了加氢裂化尾气脱硫及溶剂再生模型流程,物性计算采用ELECNRTL方法,C601,C602 ,C604的流程模拟采用Radfrac模型。
加氢裂化尾气脱硫装置对脱后气体质量要求如下:C601、C602塔顶气H2S体积分数不大于0.004%,塔釜液H2S质量浓度不大于30 g/L。
C601、C602和C604模拟条件、模拟结果和实际工况对比分别见表1~表6。可以看出,3个塔工艺参数模拟值和实际值均吻合较好,说明模型能够较好地反映装置实际操作状况,可以进行后续应用分析。

表1 C601模拟条件
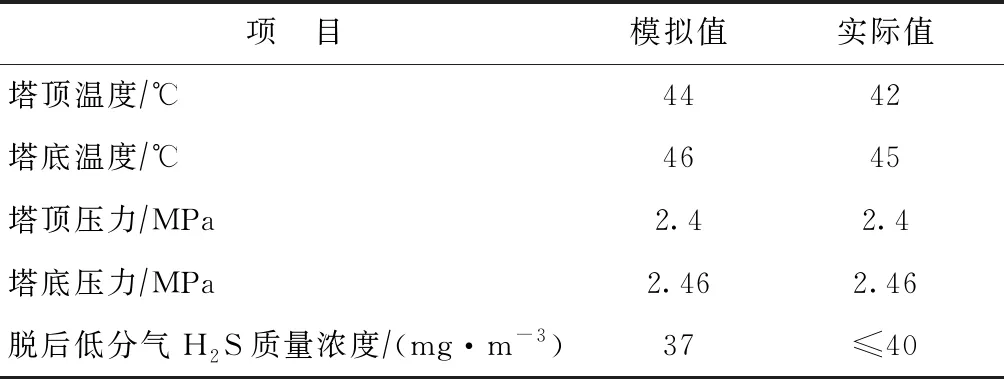
表2 C601工艺参数模拟值与实际值对比

表3 C602模拟条件

表4 C602工艺参数模拟值与实际值对比

表5 C604模拟条件
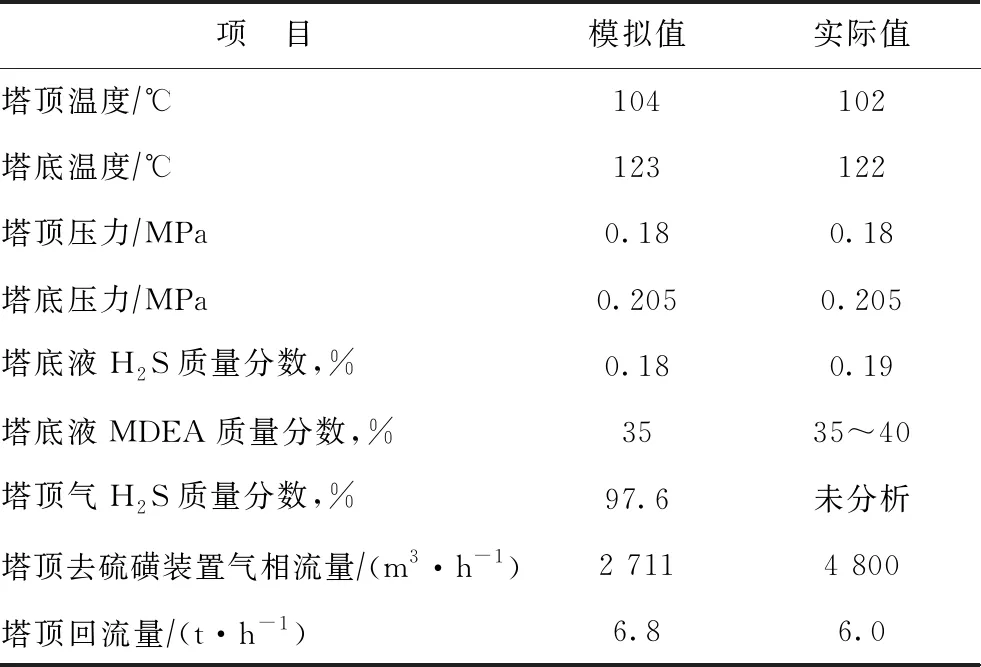
表6 C604工艺参数模拟值与实际值对比
4 模型分析与结果讨论
4.1 C601、C602的模型分析
4.1.1塔顶压力对脱后低分气、干气H2S含量的影响
C601、C602的压力主要来自原料气的压力,压力是关系到H2S吸收效果的主要参数之一。基于高压与低温均有利于吸收的原则,提高压力会增强原料气的脱硫效果,对低分气与干气质量提高有利;但过高的压力会增加再生塔的负荷,导致顶部酸性气不合格,影响硫磺生产。降低压力虽能减少再生塔的负荷,提高H2S的纯度,但很容易使净化气中的H2S含量超标,造成净化气质量不合格。C601、C602塔顶压力对脱后低分气和脱后干气中H2S含量和溶剂中MDEA含量的影响分别如图2、图3所示。

图2 C601塔顶压力对脱后低分气H2S、MDEA含量的影响

图3 C602塔顶压力对脱后干气H2S、MDEA含量的影响
由图2可见,当C601塔顶压力低于2.07 MPa时,塔顶脱后低分气的H2S质量浓度大于40 mg/m3,导致出塔低分气质量不合格。同样,从图3可见,当C602塔顶压力低于0.53 MPa时,塔顶脱后干气中H2S质量浓度大于100 mg/m3,导致出塔顶干气H2S质量不合格。
另外,过低的压力还会使MDEA溶液被带到瓦斯系统,影响加热炉的正常操作,严重时会造成吸收塔冲塔,由图2、图3可以看出,随着塔顶压力的降低,脱后低分气和脱后干气中的MDEA含量皆呈增加趋势。
4.1.2贫胺液MDEA浓度对脱后低分气、干气H2S含量的影响
固定贫胺液进料量为38 t/h,贫胺液中H2S质量浓度为1.6 g/L,改变贫胺液中MDEA浓度,考察MDEA浓度对脱后低分气H2S含量的影响,结果见图4。由图4可以看出,随着贫胺液中MDEA浓度的降低,脱后低分气中H2S含量升高,当贫胺液中MDEA质量分数小于33%时,脱后低分气H2S质量浓度大于40 mg/m3。因此,为确保低分气质量合格,贫胺液中MDEA质量分数应不小于33%。

图4 贫胺液MDEA浓度对脱后低分气H2S含量的影响
固定贫胺液进料量为17 t/h,贫胺液中H2S质量浓度为1.6 g/L,改变贫胺液中MDEA浓度,考察MDEA浓度对脱后干气H2S含量的影响,结果见图5。由图5可以看出,随着贫胺液中MDEA浓度的降低,脱后干气中H2S含量升高,当贫胺液中MDEA质量分数小于28%时,脱后干气H2S质量浓度大于100 mg/m3,因此,为确保干气质量合格,贫胺液中MDEA质量分数应不小于28%。
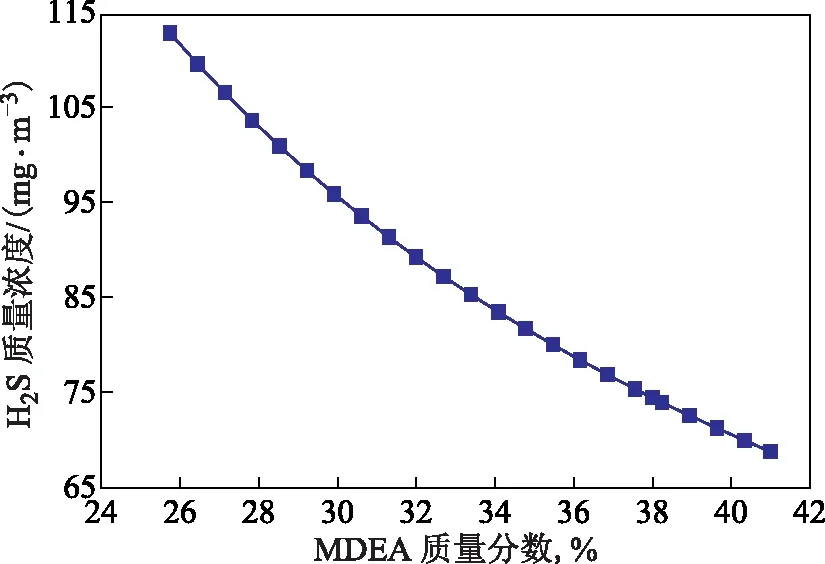
图5 贫胺液MDEA浓度对脱后干气H2S含量的影响
4.1.3贫胺液进塔温度对脱后低分气、干气H2S含量的影响
原料低分气和干气带到吸收塔内的烃类在遇冷的情况下会发生凝聚,从而造成溶剂发泡,进一步影响吸收效果,所以进吸收塔的贫胺液温度必须控制在至少比原料气进塔温度高5~6 ℃的水平,C601/C602贫胺液的温度通过调节E602/E603的循环上水控制阀的开度来控制。
因此,固定气相进料温度为30 ℃,按照贫胺液进塔温度比气相进塔温度高5~6 ℃的原则,在35~50 ℃范围内,考察了贫胺液进塔温度对脱后低分气、干气H2S含量的影响,同时考察了吸收塔塔顶、塔釜温度的变化,结果见表7、表8。
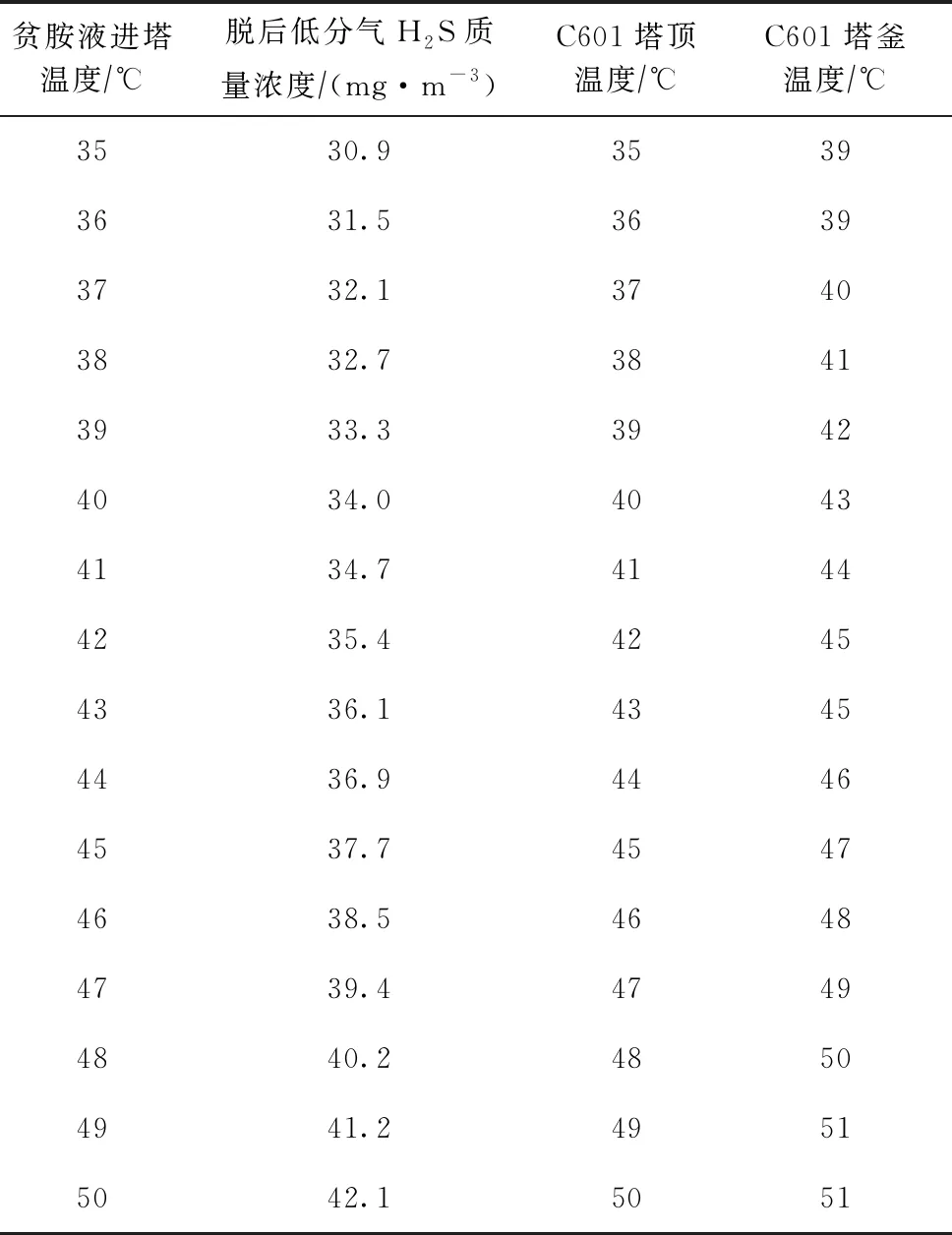
表7 贫胺液进C601温度对参数的影响
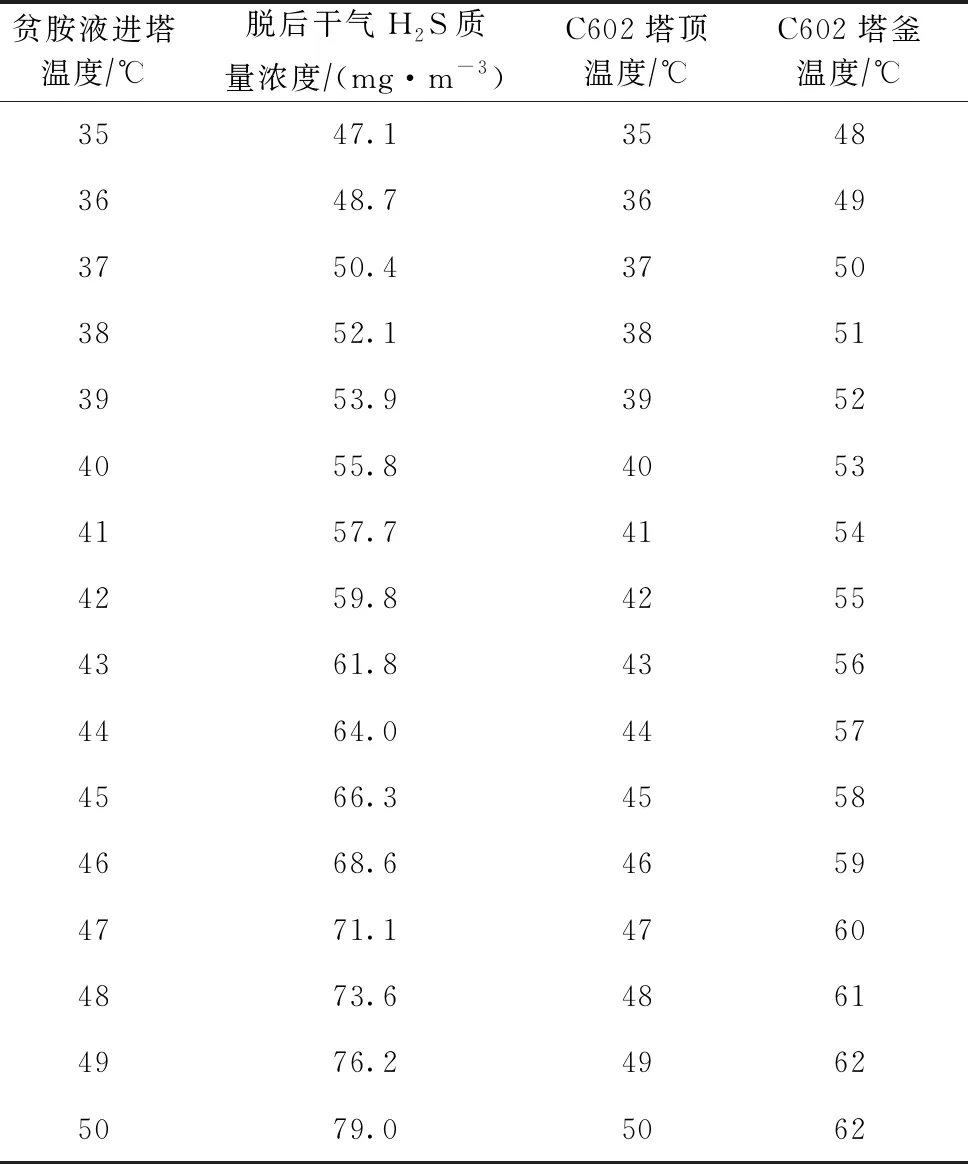
表8 贫胺液进C602温度对参数的影响
由表7可见,贫胺液进C601温度为35 ℃时,脱后低分气中H2S的质量浓度为30.9 mg/m3,随着贫胺液温度的升高,低分气中H2S的含量升高,当贫胺液温度为48 ℃时,低分气中H2S的质量分数为40.2 mg/m3。因此为确保脱后低分气质量合格,贫胺液进C601温度应低于48 ℃。
由表8可见,贫胺液进C602温度为35 ℃时,脱后干气中H2S的质量浓度为47.1 mg/m3,随着贫胺液温度的升高,干气中H2S的含量升高,但在温度分析范围内皆满足脱后干气中H2S的质量浓度小于100 mg/m3的要求。
另外,随着贫胺液进塔温度的升高,C601、C602的塔顶和塔釜温度皆呈增加的趋势。
4.1.4贫胺液进料量对脱后低分气、干气H2S含量的影响
固定贫胺液中H2S的质量浓度为1.6 g/L,考察C601贫胺液进料量在21~45 t/h范围内对脱后低分气中H2S含量的影响,结果见图6。由图6可见,随着贫胺液进料量的降低,脱后低分气中H2S含量逐渐增加,当贫胺液进料量降至21 500 kg/h时,脱后低分气中H2S质量浓度为40.1 mg/m3,因此为保证脱后低分气质量合格,C601贫胺液进料量应大于21 500 kg/h。
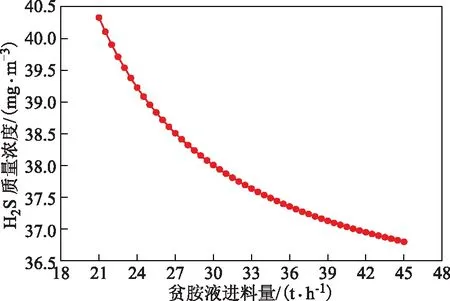
图6 C601贫胺液进料量对脱后低分气中H2S含量的影响
固定贫胺液中H2S的质量浓度为1.6 g/L,考察C602贫胺液进料量在13.5~27.0 t/h范围内对脱后干气中H2S质量浓度的影响,结果见图7。
由图7可见,同样随着贫胺液进料量的降低,脱后干气中H2S含量也呈现逐渐增加趋势。在贫胺液进料量13.5~27.0 t/h范围内,脱后干气中H2S质量浓度皆小于100 mg/m3,即质量合格。据此结果,操作过程中可以考虑适当降低C602贫胺液进料量。
4.2 C604的模型分析
再沸器蒸汽负荷对C604是非常重要的调节参数,再生塔塔底热量主要是由塔底再沸器(E606)提供,其次来自进料。调整E606蒸汽量是维持塔内正常温度的主要手段。较高的操作温度对提高溶剂的再生效果有利,按设计要求E606的蒸汽量要确保再生后贫液中的H2S质量浓度低于2 g/L,相应地,在一定贫液量条件下,也可保证吸收塔塔顶净化气H2S质量浓度不超过100 mg/m3。如果E606提供的蒸汽不足,再生温度达不到要求,会使贫液内H2S含量升高,最终导致净化气不合格。
为此考察了再沸器蒸汽负荷变化对C604运行参数的影响,结果见表9。由表9可见,随着再沸器蒸汽负荷提高,贫胺液中H2S的含量逐渐减小,当再沸器负荷为11.9 MW时,贫胺液中H2S的质量浓度为1.98 g/L,满足质量控制要求,故C604塔底再沸器蒸汽负荷应不低于11.9 MW,此时塔釜、塔顶温度分别为123.7 ℃与103.6 ℃,塔顶回流量为6 851 kg/h,塔顶去硫磺回收装置的气相流量为6 745.4 kg/h。

表9 再沸器蒸汽负荷变化对C604参数的影响
5 优化效果
5.1 C604再沸器蒸汽负荷
C604塔底有两组再沸器,共用0.3 MPa蒸汽21 t/h,蒸汽温度145 ℃。C604塔底蒸汽流量与对应产生热负荷关系如表10所示。
由表10可见,当C604塔底蒸汽流量为20 t/h时,对应产生热负荷11.9 MW。因此,C604塔底蒸汽流量可由21 t/h降至20 t/h,每小时可节约0.3 MPa蒸汽1 t左右。
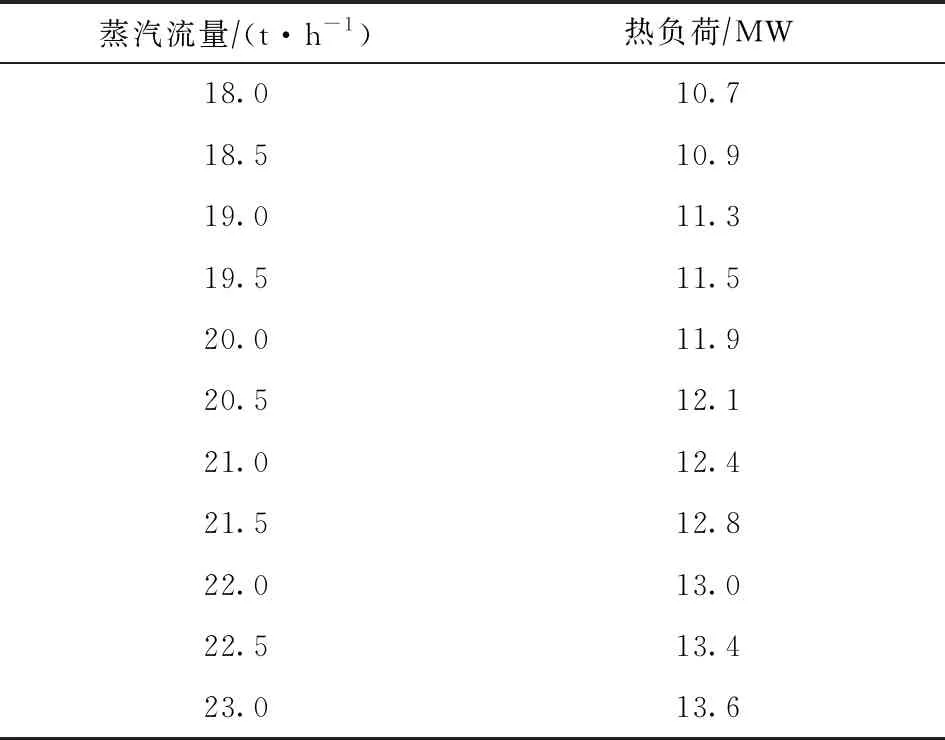
表10 C604塔底蒸汽流量与对应产生热负荷关系
5.2 贫胺液进C601、C602流量
当C601贫胺液进料量高于21.5 t/h时,脱后低分气中H2S质量浓度低于40.1 mg/m3,脱后低分气质量合格。目前,C601贫胺液实际进料量为38 t/h,通过详细的模拟计算建议进料量降至24 t/h。
C602贫胺液进料量在13.5~27.0 t/h范围内,随着贫胺液进料量的减少,脱后干气中H2S含量的呈现增加趋势。在此分析范围内,脱后干气中H2S质量浓度皆小于100 mg/m3,即质量合格。目前,C602贫胺液实际进料量为17 t/h,通过模拟计算建议进料量降至13.5 t/h。
C601和C602贫胺液进料量降低到最佳值后,C604再沸器热负荷降低约6%,相应的蒸汽消耗量降低1.2 t/h。
6 结 论
(1)采用Aspen软件完成了某炼油厂加氢裂化尾气脱硫与溶剂再生装置的建模优化。以此为基础分别提出了针对每套装置具体的操作优化建议,具有较好的节能优化效果。
(2)对加氢裂化尾气脱硫与溶剂再生装置的优化分析表明:满足净化气H2S含量控制指标前提下,吸收塔C601贫胺液进料量由38 t/h降至24 t/h,吸收塔C602贫胺液进料量由17 t/h降至13.5 t/h,再生塔C604再沸器热负荷降低6%,节约低压蒸汽1.2 t/h;再生塔塔釜再沸器蒸汽流量由21 t/h降至20 t/h,可节约低压蒸汽约1 t/h。
猜你喜欢
昆钢科技(2022年4期)2022-12-30
中州大学学报(2022年4期)2022-09-13
化学与生物工程(2022年4期)2022-04-27
炼油与化工(2022年2期)2022-04-25
科学家(2022年3期)2022-04-11
炼油技术与工程(2021年8期)2021-09-06
环球人物(2020年23期)2020-12-10
孩子(2020年12期)2020-01-06
红领巾·萌芽(2019年3期)2019-04-18
红领巾·萌芽(2019年2期)2019-04-18
