浙江省预制构件钢筋胎架应用现状及改进建议
2022-08-19 16:10顾森华马一跃赵超
中国设备工程 2022年15期
顾森华,马一跃,赵超
(1.浙江省交通工程管理中心;2.浙江交工集团股份有限公司,浙江 杭州 310000)
作为首批国家交通强国建设试点的浙江正努力打造现代综合交通体系,而桥梁作为交通道路的关键节点,其建造的高质量与高效率已成为当前发展的必然要求,预制构件施工技术也逐渐成为桥梁行业的主流趋势。钢筋绑扎胎架是决定混凝土预制构件成品质量的一道关键工序,是钢筋工程和预应力预埋件精度控制的关键因素。
为了掌握当前浙江省桥梁预制构件钢筋胎架应用现状,本文通过对浙江交工在建5个桥梁预制项目实地调研,梳理预制构件钢筋胎架结构形式与工艺要求等内容,分析存在的问题并提出改进建议,为提高钢筋胎架及预制构件成品品质提供支撑依据。
1 钢筋胎架应用现状调研分析
1.1 调研基本情况
由于当前钢筋胎架存在通用性不足、制作精度控制不高等问题,本文通过现场调研对预制构件钢筋胎架结构形式、材料选型、定位架精度控制、施工工艺等展开分析。表1 所示为本文调研项目中钢筋胎架基本情况。当前预制梁主要为20 ~40m 跨径T 梁,沪杭甬项目设有轨道箱梁生产线;钢筋胎架以定制为主,由梁肋胎架、顶板胎架、齿块胎架组成,仅绍兴工业化基地实现钢筋胎架部分组拼安装。
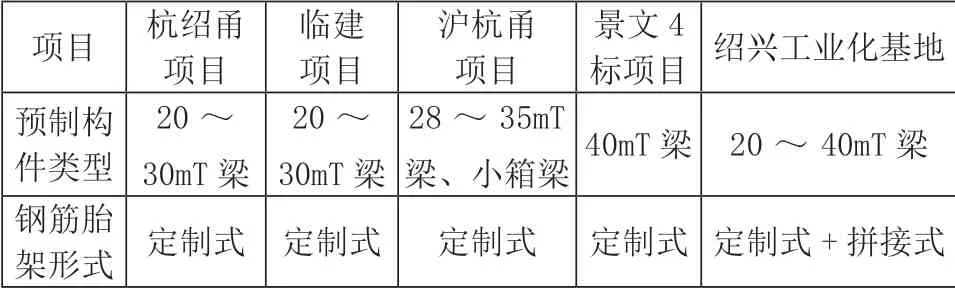
表1 调研项目基本情况
1.2 钢筋胎架主要形式
钢筋胎架结构形式各项目基本相同,由梁肋钢筋胎架、顶板钢筋胎架、齿块钢筋胎架组成以及钢筋骨架吊架。如图1 所示,梁肋钢筋胎架(a)由胎架底座、箍筋定位架、纵向钢筋定位架、横隔板水平钢筋定位架四部分组成;顶板钢筋胎架(b)由支腿、行走轨道、限位卡板、存放小车组成;齿块钢筋胎架(c)由主骨架(底座、横梁、立杆)、顶部限位钢板、底部两道限位架组成;钢筋骨架吊架(d)由专用吊架、起吊绳及吊钩组成。
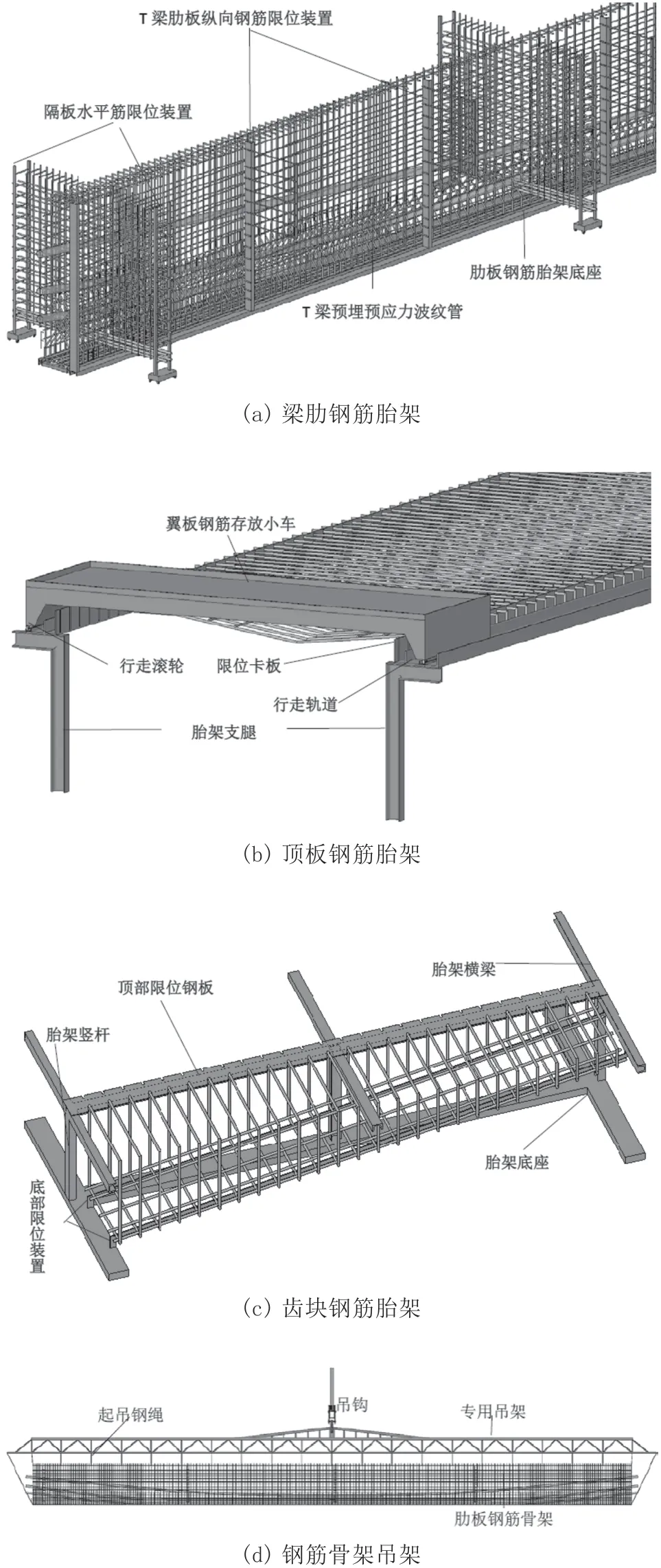
图1
1.3 主要存在的问题
通过现场调研发现当前钢筋绑扎胎架主要存在的问题体现在以下三个方面。
(1)钢筋胎架设计不合理:腹板梁底纵向主筋通过带孔端模进行定位,放置随意且梁中间段纵筋间距难以保障;波纹管、梁端预应力锚下钢筋、齿块纵筋在胎架中均缺乏定位;边梁顶板上下缘横向钢筋直径不同导致胎架卡槽需重新切割定位,护栏钢筋与顶板波纹管冲突导致护栏连接钢筋无法定位。
(2)钢筋定位精度不准确:钢筋胎架定位槽口偏差较大,梁肋箍筋中间定位槽与上部卡槽未对齐导致箍筋无法准确定位,马蹄形箍筋只在胎架底板上有定位卡槽导致定位不准或与其他钢筋冲突,采用预制花瓣形垫块时钢筋绑扎松散导致混凝土保护层厚度合格率不高。
(3)钢筋胎架施工不便捷:箱梁底腹板钢筋骨架整体吊装移运时,受到胎架中间固定定位槽口尺寸影响不易吊装移出;梁腹胎架定位齿板受骨架起吊影响容易变形;顶板胎架在重复改造利用时顶板横向钢筋定位存在一定偏差。
2 钢筋胎架改进建议
2.1 工艺亮点汲取
现场调研过程也发现一些项目在钢筋胎架制作、施工工艺流程中呈现出的亮点经验可供汲取,包括:
(1)规范化制作流程:针对变截面梁段钢筋(如梁肋拉钩钢筋、波纹管定位筋)尺寸变化,通过钢筋存放区、施工存放箱和钢筋胎架主骨架三处统一编号、分类取用,避免施工人员取错。
(2)精细化胎架设计:统一胎架卡槽尺寸为“钢筋直径+5mm”以提高钢筋定位;梁肋胎架箍筋定位架设置为顶、中、底三层,以提高箍筋间距定位精度;波纹管定位筋在波纹管定位胎架上焊接连接成整体;顶板钢筋胎架增设纵筋定位杆和横向钢筋定位板,提高T 梁顶板钢筋定位精度。
(3)便捷化胎架施工:梁肋胎架箍筋定位架中间层设置为活动式定位板,便于钢筋骨架移运;顶板移动小车增加挂钩钢筋安放槽,提高挂钩钢筋水平定位精度;顶板胎架两侧设置钢筋存放槽,便于施工取用;梁肋胎架水平钢筋定位杆通过增设带橡胶的可调式滑轮定位器,提高钢筋定位精度及定位杆安拆便利性。
2.2 施工流程建议
(1)梁肋钢筋骨架预制。胎架限位装置严格按照施工图纸上钢筋间距进行加工,槽口按钢筋直径+施工容许偏差进行设置。沿限位卡槽按顺序逐根放置马蹄形钢筋,箍筋紧贴着马蹄形钢筋放置,并准确置于三层箍筋定位架槽口中。水平钢筋通过限位装置进行竖向位移限制,横隔板钢筋安装前将搭接式限位装置移动到设计位置,依次放置箍筋和水平筋并绑扎牢固。波纹管采用井字架定位,井字架首先在专用胎架上进行预制别井字架上口暂时不予封闭,然后在梁肋中安装定位。从下至上依次穿波纹管,焊接井字架上口钢筋进行波纹管最终定位。
(2)齿块钢筋骨架预制。齿块钢筋胎架制作时上下层限位装置一一对应,确保箍筋的平面不发生扭曲。下层限位装置对应于齿块斜边,制作安装时需进行斜边角度计算,使齿块箍筋面线型平顺,符合设计要求。箍筋结构尺寸渐变,应根据设计图纸采用线性插值的方法精确下料,依次放置安装。
(3)顶板钢筋骨架预制。首先进行顶板箍筋安装,两端用限位卡板定位,保证箍筋在纵向呈直线;底部由对称的限位槽口卡死,保证箍筋纵向间距。然后利用定位杆依次进行水平钢筋、纵向主筋安装,最后将预制完成的齿块钢筋骨架与顶板主体钢筋绑扎连接牢固,顶板钢筋成为整体。
3 结语
通过对浙江在建5个项目的现场调研,结果发现,纵向主筋、波纹管、锚下钢筋、齿块纵筋在胎架中均缺乏定位,钢筋间距不均、定位槽口尺寸偏大,箍筋、波纹管、胎架三者冲突而导致其一无法定位,定位架因频繁使用发生一定变形后导致施工不便且影响定位精度等问题。对此,结合实际工程应用经验,提出规范化制作流程、精细化胎架设计与便捷化胎架施工三方面改进建议,以及对梁肋钢筋骨架、齿块钢筋骨架和顶板钢筋骨架预制及钢筋骨架吊运等关键要点进行梳理总结。
猜你喜欢
建筑与预算(2022年10期)2022-11-08
西部交通科技(2022年2期)2022-04-27
船舶标准化工程师(2022年1期)2022-02-17
理化检验(物理分册)(2021年9期)2021-10-08
建材发展导向(2021年11期)2021-07-28
江苏科技大学学报(自然科学版)(2021年1期)2021-04-07
建材发展导向(2020年9期)2020-11-25
中国应急管理科学(2020年3期)2020-04-20
科学技术创新(2020年13期)2020-01-04
火箭推进(2019年1期)2019-03-08