
提高Q195热轧带钢塑性生产工艺实践
2022-08-26 10:02史付悦
天津冶金 2022年4期
史付悦
(天津市新天钢联合特钢有限公司,天津 301500)
0 引言
Q195热轧带钢是一种碳素结构钢,具有高的塑性、韧性、焊接性以及良好的冷加工性,被广泛应用于汽车、家电、建筑、交通等行业。随着市场同质化竞争的加剧,下游用户对Q195热轧带钢性能的要求越来越高。而热轧带钢的塑性是带钢产品一项非常重要的力学性能指标,它是判断热轧带钢后续加工性能优劣的重要依据,对热轧带钢后续的冷轧加工、冲压加工有着直接的影响。天津市新天钢联合特钢有限公司(后称天钢联合特钢)生产的部分Q195热轧带钢产品,是用于下游冷轧制品的基料,对带钢塑性要求严格。目前,天钢联合特钢生产的部分批次Q195冷轧基料存在强度偏高、塑性低的情况,这给下游冷轧、酸洗用户带来了一定的影响。
伸长率是代表热轧带钢塑性的一项重要指标,是判断钢材塑性均匀变形或稳定变形的重要参数。因此,若想提升Q195热轧带钢的塑性就需要对带钢的伸长率指标进行改进。本文结合生产实际,对影响Q195热轧带钢塑性的各种因素进行了梳理,通过对Q195热轧带钢伸长率偏低试样金相检测结果的分析,确定了造成Q195热轧带钢塑性偏低的主要原因,并从加热、保温、卷取等方面制定了工艺改进措施[1]。
1 Q195热轧带钢生产现状及存在问题
1.1 Q195热轧带钢轧制工艺
图1为Q195热轧带钢生产工艺流程图。由图1可以看出:检查合格的板坯经上料台架,通过入炉辊道输送进入加热炉;板坯加热至工艺规定的温度后,由炉中悬臂式辊道送至出炉辊道上,再送往炉后除鳞机组进行除鳞,为粗轧做准备;除鳞后的板坯送入粗轧机组进行连续轧制,粗轧后中间坯送至粗轧除鳞机组进行除鳞,随后根据需要利用飞剪对中间坯头部进行处理,以保证精轧机组轧制;粗轧合格的中间坯由辊道输送至精轧机组轧制,精轧后带钢进入精轧除鳞机组进行除鳞,以保证带钢表面质量;除鳞后的带钢进入层流冷却系统进行降温,降至规定温度的带钢经卷取、打包、在线取样和打标后送至成品库或装车外运。

图1 Q195热轧带钢生产工艺流程图
1.2 Q195热轧带钢存在的问题
天钢联合特钢在组织生产Q195冷轧基料过程中,部分批次生产的Q195热轧带钢存在强度偏高、塑性较低的情况。下游用户反馈,随着冷轧道次的增多,这批Q195冷轧基料加工硬化率逐渐增高,这不但给下游冷轧用户的生产组织带来了影响,同时也影响了天钢联合特钢的品牌及信誉。
1.3 热轧带钢塑性影响因素的分析
1.3.1 化学成分影响
普碳钢作为铁基合金,其中Fe元素含量的占比达99%,除此外还有C、Si、Mn、P、S等其他微量元素,这些微量元素的总含量约为1%。这些微量元素的含量占比虽少,但每一项都会对钢材的力学性能产生很大的影响。
1.3.2 组织影响
在所规定的化学成分组成中,由于金相组织结构的各不相同,钢材的塑性和变形抗力就会有很大不同。与多相组织结构相比,单相组织结构塑性好、抗力低。而多相组织则由于各种组织间性能的不同,导致钢材轧制过程中外形变形不一致,另外由于基本相受到其他相的机械分解,塑性能力降低,变形抗力提高。
1.3.3 冶金缺陷影响
钢材的冶金缺陷通常包括裂纹、重皮(结疤)、翘皮、折叠、气泡等。例如折叠缺陷,他不仅体现在金属材料表面,甚至深入到材料内部,产生向下的裂纹,在热轧过程中易发生褶皱缺陷,从而严重影响金属材料的加工塑性。
1.3.4 加工硬化
随着冷拉、冷弯、冲压等冷加工变形量的增加,使金属材料强度和硬度指标提升,韧性和塑性指标下降。
1.3.5 轧制温度影响
钢材在轧制生产过程中对温度变化十分敏感,提升或者降低轧制温度都会使钢材内部组织发生变化,继而影响钢材成品性能。特别是钢材在末道次轧制过程中遇到冷却速度过快时,就会引起钢材奥氏体组织分布不均或者出现马氏体组织,这都将进一步提升钢材硬度,影响钢材塑性。
1.3.6 反复荷载作用影响
钢材在反复载荷作用下,内部组织结构、抗力及整体性能都会发生重要变化,甚至发生疲劳破坏。
2 Q195热轧带钢塑性低成因分析
2.1 机械性能检测分析
伸长率是钢材机械性能中的一项重要指标,是判断钢材塑性均匀变形或稳定变形的重要参数。通过检测Q195热轧带钢的伸长率指标,就可以判断出钢材塑性能力的优劣。图2为工艺优化前天
钢联合特钢生产的Q195热轧带钢伸长率。由图2可以看出:工艺优化前Q195热轧带钢伸长率在32~40%范围内,这与其他厂家相比偏低,需要通过优化生产工艺来改善伸长率指标。
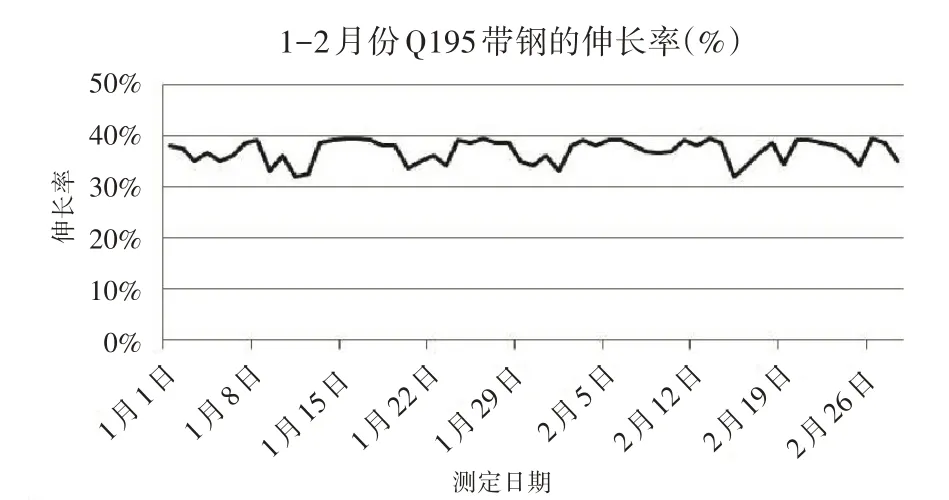
图2 工艺优化前Q195热轧带钢伸长率
2.2 金相组织检测分析
对伸长率偏低的Q195热轧带钢取金相样进行分析,分析结果如图3所示。由图3可以看出,轧制后带钢晶粒度在8.0~9.5级之间,并出现混晶。经对生产流程梳理,发现造成热轧带钢金相组织异常的原因有以下几方面:

图3 工艺优化前Q195热轧带钢金相组织
(1)板坯内外及沿长度头尾方向加热不均,造成钢坯奥氏体组织异常。
(2)精轧过程中,由于精轧起始轧制温度过低,引起钢坯内部产生两相区,中间坯在两相区轧制会导致出现加工硬化现象,进而影响热轧带钢塑性。
(3)冷却速度过快,会造成Q195热轧带钢内部组织发生固态转变的温度和速度不均匀,进而引发带钢组织异常,影响塑性指标。
3 热轧带钢组织性能对冷轧产品的影响
钢坯加热参数(加热温度以及保温时间)、终轧温度、卷取温度和轧机末道次轧制压下量等都是影响热轧带钢成品组织性能的重要因素。
决定热轧、冷轧钢材组织特性的是铁素体晶粒组织情况,包括铁素体晶粒的大小、形状及均匀程度;同时渗碳体大小以及分布的弥散程度也会对钢材组织特性产生影响。如果冷轧带钢内部晶粒组织过大,在经过多道次冷轧或者冲压加工后,加工件表面会形成严重缺陷。
冷轧退火后钢板的铁素体晶粒大小,除了与冷轧热处理条件有关外,也与热轧带钢的显微组织有关。热轧带钢的显微组织特征保持在冷轧薄板上,冷轧不能消除热轧变形时得到的粗大晶粒、过细晶粒及晶粒不均,这些都将遗传在冷轧带钢上[2]。因此,控制热轧带钢的组织性能对提升后续冷轧产品质量有着十分重要的影响。
4 提升Q195热轧带钢塑性生产实践
4.1 主要工艺改进措施
4.1.1 优化加热工艺
在原来板坯加热温度的基础上提高30℃,严格控制加热时间,使得奥氏体组织均匀并保证粗轧的开轧温度;避免冷、热坯同炉不同温;杜绝钢坯内外温度不均产生的热应力给粗轧、精轧带来不良影响。重新调整的Q195热轧带钢钢坯加热工艺参数如表1所示。为避免钢坯加热温度不均、过热、过烧、粘钢等现象发生,优化了加热炉的加热工艺:

表1 Q195热轧带钢钢坯加热工艺参数
(1)加热温度要均匀,钢坯整体温差控制在30℃以内。
(2)加热炉空燃比控制在0.7~0.8范围内。
(3)炉内采用微正压加热,炉压控制在10~30Pa。
(4)出钢节奏≤60s时,按中上限控制炉温;出钢节奏>60s时,按中下限控制炉温。
(5)Q195热轧带钢钢坯入炉时,在按组批原则执行的前提下,尽可能避免冷、热坯交叉混装,冷坯要集中入炉,每次装冷坯不少于20支。
(6)冷、热坯混装时,按冷坯加热制度控制。
4.1.2 增加中间辊道保温装置
粗轧至精轧辊道增加保温罩(见图4),防止中间坯在精轧入口处温度过低,内部组织过早向铁素体转变,造成精轧压下困难和加工硬化。辊道保温措施实施后,精轧机组轧制情况良好,轧制电流及轧制力稳定,中间坯在精轧入口处温度控制在≥1000℃。
4.1.3 优化卷取工艺
根据不同规格Q195热轧带钢调整层流冷却工艺参数,通过合理测算带钢卷取速度与冷却温度变化的关系曲线,保证合理的卷取温度,避免因出现冷却速度过快或冷却不均匀造成金属组织异常,而影响钢材塑性指标。优化后的卷取温度控制在650~680℃。

图4 粗轧至精轧轨道保温罩
4.2 实施效果分析
(1)工艺优化后,天钢联合特钢当年11月份生产的Q195热轧带钢伸长率稳定在38~45%,带钢塑性明显提升。工艺优化后Q195带钢伸长率如图5所示。

图5 工艺优化后Q195热轧带钢伸长率
(2)工艺改进措施实施后,Q195热轧带钢的金相组织正常、晶粒分布均匀,晶粒度达到10~11级。工艺优化后Q195热轧带钢金相组织如图6所示。

图6 工艺优化后Q195热轧带钢金相组织
5 结语
本文分析了Q195热轧带钢塑性低的原因,根据分析原因分别给出了优化解决方案,同时,分析了热轧带钢组织性能对后续冷轧产品性能的影响。从现有生产工艺流程来看,影响Q195热轧带钢塑性的主要因素是轧制温度制度制约,具体包括钢坯加热温度、轧制温度以及卷取温度,各环节的温度会影响到材料内部组织情况。生产实践表明,通过优化后新工艺的实施,Q195热轧带钢伸长率指标明显提升,带钢塑性加工变形能力显著改善。
目前,天钢联合特钢生产的Q195热轧带钢主要应用于建筑结构、家电背板和摩托车架等领域。可以说,此次Q195热轧带钢塑性指标的提升,满足了下游冷轧、酸洗用户的要求,同时也对未来增加下游产品种类、升级生产技术、促进产品更新换代奠定了良好的基础。
猜你喜欢
能源研究与利用(2022年2期)2022-04-26
中国核电(2021年3期)2021-08-13
大型铸锻件(2020年5期)2020-09-15
大陆桥视野·下(2016年9期)2017-05-08
科技创新与应用(2017年7期)2017-03-27
科学中国人(2016年32期)2016-07-16
纺织导报(2014年7期)2014-10-30
纺织导报(2014年5期)2014-06-23
山东工业技术(2014年12期)2014-05-03
