
MGP模具料饼自动投放结构形式探讨
2022-08-29 08:27刘文超
模具制造 2022年7期
刘文超
(安徽耐科装备科技股份有限公司,安徽铜陵 244061)
1 引言
对于MGP(Multiple Gate Plunger)多注射头封装模具封装形式(见图1),料饼的上料目前仍以手动摆放至料饼上料框架,再用上料框架装载至模具中居多。但这种料饼上料方式存在很多的弊端:料饼的缺损没有精确的检测、料饼附带的粉尘无除尘集尘装置处理、料饼是否全部入位也无精确检测等等,造成的生产事故相对较多。且加上塑封环境温度较高、人力成本不断增加等因素,全自动料饼上料机应运而生。
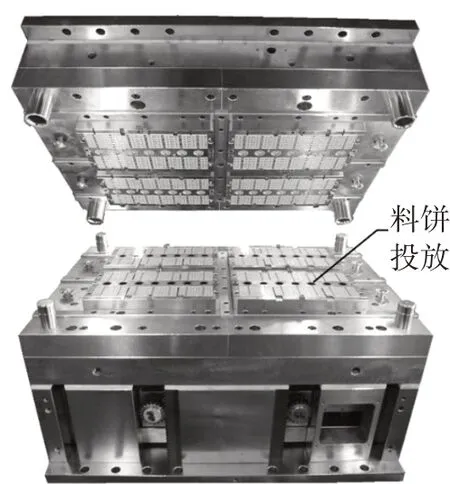
图1 MGP模具
2 传统料饼上料结构特点
MGP 模具全自动料饼上料机,主要就是代替人工,自动将料饼装入料饼上料框架中,如图2所示。这种全自动料饼上料机一般采用圆形振动盘阵列料饼。料饼经过除尘机构、称重检测及推送机构、储存投放机构等机构,可以实现料饼的除尘、重量检测、自动投放上料、入位检测等一系列动作。除了具有替代人工的功能外,各种检测功能大大提高了MGP 模具的生产可靠性。

图2 料饼自动上料机
对于全自动料饼上料机,其中最重要的一环就是料饼投放。目前市场常用的投放方式主要有两种。一种是料饼经过阵列、除尘、称重后,由料饼推送机构将料饼逐颗推入一软管,软管与投放机构连接,最终料饼由投放机构逐颗投放到料饼上料架上,如图3所示。因为上料架一般一次上料20~50 颗不等数量的料饼,这种结构的优势可实现料饼的连续投放,不受数量的影响。同时,这种机构也有一个最大的弊端。料饼的连续投放过程,是料饼推送机构必须采用一颗推一颗的形式将软管全部装满料饼,因软管一般长度较长,料饼在整个装填过程中,自身需要承受一定的挤压力,不仅容易卡涩,而且也会造成料饼的破裂损坏。同时,当结束生产的时候,软管中的料饼不方便及时取出。因料饼具有时效性,需防氧化,不能及时取出也会造成料饼的浪费。

图3 软管连接式投放结构
另外一种料饼投放是将料饼储存与投放机构一体式设计,这种结构目前市场常用的是单料筒存储机构,料饼存储量有限,存储数量太多,料筒尺寸又过高,存贮过程容易造成料饼的损坏。同时过高的料筒尺寸也需要比较大的安装空间,料饼数量如果不能满足一次塑封所需要的料饼数量,只能通过多次收料、放料才能完成整体生产所需的料饼排布,用时长、效率低,影响整体设备的封装生产效率。因此,考虑料筒尺寸不能太高,且一次可以存储一次塑封所需要的料饼数量,最新设计了旋转式,多料筒料饼投放机构,如图4 所示。该机构采用6 个存储料管,旋转式收料放料,可一次性可完成所需料饼的排布,极大提高了塑封产品生产效率。

图4 旋转式料饼投放机构
4
3
3 旋转式料饼上料机构及功能介绍
旋转式料饼投放机构由连接板1、检测传感器2、气吹3、6 个转轮收料筒4、聚光传感器5、传感器安装板6、传感器聚光板7、侧板8、金属垫圈9、托板10、侧板11、气缸安装版12、检测传感器13、电机安装板14、伺服电机15、气缸连接板16、升降滑台气缸17、缓冲垫18、抵紧气缸19、放料气缸20、止挡板安装块21、止挡板垫圈22、止挡板23组成。连接板1可将整个机构与运动部件相连。升降滑台气缸17 安装在连接板1上,滑台部分与气缸连接板16连接。同时,气缸连接板16 与侧板8、侧板11 连固定接,托板10 侧板8、侧板11连接。这样就构成投放机构主体部分。
料饼由称重及推送机构分别推送至6个转轮收料筒4中,当检测传感器2与检测传感器13检测出单个转轮收料筒4接收至最大存储量时,料饼供给机构停止推送料饼,此时抵紧气缸19、缓冲垫18会抵紧最后一颗料饼,同时放料气缸20带动止挡板安装块21、止挡板垫圈22 和止挡板23 伸出,挡住料饼。这时抵紧气缸19松开。此时伺服电机15驱动整体转轮旋转特定角度,将满料的转轮收料筒4旋转至存料工位,等待排布。同时将另外空的转轮收料筒4旋转至接收料饼工位,接收料饼。依次循环至所有转轮收料筒4都存满料饼。因料饼本身灰尘较重,因此在检测传感器2、检测传感器13出安装了气吹3,可实时清洁传感器表面的灰尘,有利于检测的可靠性。
排布时,连接板1可将整个机构与运动部件相连,根据上料架料饼点位进行X、Y 向运动。当料饼投放机构运动至投放位置时,升降气缸17驱动投放机构下降至指定高度,放料气缸20带动止挡板23伸出,挡住托板10的进出料的料口,此时伺服电机15驱动整体转轮旋转特定角度,使其中一个满料的转轮收料筒4达到托板10的进出料的料口,第一颗料饼会落在止挡板23上,此时抵紧气缸19带动缓冲垫18作用,除第一颗料饼外,其余料饼在转轮收料筒4保持悬空,接着放料气缸20 带动止挡板23 缩回,第一颗料饼落入指定工位,随后放料气缸20带动止挡板23推出,抵紧气缸19缩回,第二颗料饼落在止挡板23上,此时整体装置完成一次料饼排布,依次循环。料饼投放后,为了判断料饼有没有正确入位,投放机构上设计了入位检测传感器,即聚光传感器5,其通过传感器安装板6固定在投放机构侧面。为了检测准确性,安装有传感器聚光板7。投放机构投放下一颗料饼时,可同时检测上一颗是否入位。上料架排满后,投放机构整体装置运行至上料存储工位,等待下一次接收料饼。
4 结束语
旋转式料饼投放机构有6 个料筒依次存料,完全可以存贮一次塑封所需要的料饼数量。同时,料筒存储数量有传感器检测,旋转位置由伺服电机驱动,精度高,上下料饼动作顺畅,而且结构紧凑,不需要太长料筒,所需空间小。存储时,因每个料筒存储的数量无需太多,因此,料饼推送过程中,不需要太大的挤压力,有利于保护料饼的完整度,且具有料饼入位检测功能,大大提高了MGP 模具塑封的产品质量和稳定性。基于以上原因,具有存储功能的旋转式料饼投放机构更受市场的青睐。
猜你喜欢
科海故事博览·中旬刊(2022年4期)2022-04-23
轻兵器(2022年2期)2022-02-23
汽车维护与修理(2021年9期)2021-12-01
汽车维护与修理(2020年9期)2020-11-04
汽车维护与修理(2020年7期)2020-10-15
东坡赤壁诗词(2020年3期)2020-07-04
知识就是力量(2018年10期)2018-10-18
发明与创新·大科技(2017年1期)2017-01-14
科技资讯(2016年7期)2016-05-14
科技创新导报(2016年9期)2016-05-14
