
基于改进遗传算法和LVQ网络的刀具故障诊断
2022-09-19 01:27王文昊李海伟王焕棋张锴锋
机械设计与制造工程 2022年8期
王文昊,李海伟,聂 鹏,王焕棋,张锴锋
(1.沈阳航空航天大学机电工程学院,辽宁 沈阳 110136)(2.沈阳飞机工业(集团)有限公司,辽宁 沈阳 110136)
近年来由于航空制造领域的需求增大,如何降低制造成本显得尤为重要。航空制造领域中目前认可度最高的是一种由碳纤维复合材料和钛合金构成的叠层材料,属于难加工材料,且加工刀具的磨损将直接影响航空零件装配时的精度[1]。当今航空制造企业为确保零件的加工质量,加工刀具往往未达到使用寿命便进行更换,既降低了刀具的使用率,又影响加工效率[2]。因此,准确识别刀具磨损状态是改良叠层材料加工工艺的重点[3]。
神经网络算法已被大量引入到刀具磨损监测中,其中贝叶斯判别法、隐马尔科夫预测模型以及人工神经网络较为常用[4-7]。但当模型参数选取不当时,使用上述算法会导致运行效率低、收敛慢或出现局部最优解等问题,且模型本身的局限性也会影响最终的预测识别精度。
针对以上问题,国内外学者进行了大量的研究。文献[8]使用遗传算法优化隐马尔科夫模型(hidden merlov moldel,HMM)对立式铣刀的磨损状态进行识别,提高了模型的识别能力,但存在易早熟的问题,会对刀具磨损量的预测识别产生一定的干扰;文献[9]使用模拟退火改进遗传算法,一定程度上解决了种群易早熟的问题,并优化了小波神经网络预测模型,使其预测精度有所提高;文献[10]通过动态自适应改进遗传算法,极大程度上避免了易早熟的问题,优化了钛合金铣刀的加工参数。
为了改良遗传算法爬山能力差、易种群早熟等不足,本文采用小波包分解和主元分析法提取综合信号中的钻头磨损特征向量,建立基于学习向量量化(learning vector quantization,LVQ)网络的钻头磨损预测模型,运用退火式变异(simulated annealing metamorphosis,SAM)的遗传算法对LVQ网络模型进行优化。
1 信号特征提取
1.1 小波包分解的信号处理
小波包分解是一种更加精细的时频分析方法,能较好地表达声发射(acoustic emission,AE)信号的能量特征。因此,本文采用小波包分解提取钻头磨损的特征向量。小波包分解算法是由小波分析算法改良而来,其不仅对低频信号进行逐层分解,对小波分析中未做处理的高频部分也进行分解,并对每个子频带再次划分,从而得到更精准的信号[11]。图1所示为小波包分解树状图。
1.2 主元分析与特征提取
主元分析通过对数据集进行降维处理,将有用的变化信息保留到几个主元上,从而得到主特征向量。以此简化模型的输入,减少训练时间,可以从整体上提高模型的性能。
本文对综合信号进行主元分析时采用方差贡献率作为选取标准。设定主元累积方差贡献率达到90%作为选择依据,其方差贡献率Si的计算公式为:
(1)
式中:Xi为第i个信号的方差。
对由小波包分解所得的频带能量值、红外温度传感器采集的温度信号与切削三要素共同构成的16维数据集进行主元分析,运算后数据集从16维降到4维,极大降低了数据的处理量。对得到的4个主元做归一化处理,导入到预测模型中。
2 SAMGA-LVQ模型的构建
2.1 遗传算法及其改进
遗传算法(genetic algorithm,GA)是由生物进化过程结合遗传学原理的一种算法,遵循适者生存、优胜劣汰的法则,拥有较强的搜索优化能力,能较好地解决复杂优化问题,在故障诊断方面有重要作用。其核心思想是种群的逐代进化,由遗传算子进行组合产生新的种群,对最终一代种群中的完美个体进行解读就可以得到最适合的答案。
遗传算法的运算过程包含种群初始化、适应度计算、选择、交叉、变异、终止条件判断6个部分,在解决函数优化、旅行商(teaveling salesman problem,TSP)问题等方面有明显优势[12]。当优异个体在种群中过少时,算法会失去遗传优化能力,从而导致局部寻优、易早熟、爬山能力差,因此本文提出一种SAM算法来解决此类问题。模拟退火优化算法借鉴退火过程中拉伸的思想,使遗传算法中选择操作的优化问题得到解决,但对于种群早熟和爬山能力的改良有限。退火式变异是在模拟退火的基础上进一步优化而来的算法,对适应度进行两次计算,并比较两者的大小,若第一次计算值大,则使用第一次计算值;反之则以退火概率来决定是否进行变异。退火式变异优化算法不仅能提高运算效率,还能较大程度提升爬山能力、降低种群出现早熟的概率。
使用GA与退火式变异遗传算法(simulated annealing metamorphosis genetic algorithm,SAMGA)进行寻优,所得适应度进化曲线如图2所示。
由图可知,传统遗传算法运算过程中由于爬山能力不足导致出现收敛速度较慢、计算稳定性较差、容易陷入早熟等问题,在引入退火式变异后,这些问题得到极大程度改善。
2.2 基于退火式变异遗传算法的LVQ神经网络模型
LVQ神经网络是具有竞争和监督的前馈型神经网络。相比传统的神经网络(如BP网络等),其结构简单,竞争与输出之间的权值为1,运行前只需要设置输入层与竞争层的权值,且运行速度快,能够对复杂的数据类型进行快速处理[13-15]。图3所示为LVQ神经网络的基本结构。但LVQ神经网络存在对初始值选取较敏感的缺点,如果选取不当,模型就会出现大量死神经元、训练速度慢等问题。针对此缺点,本文采用SAMGA优化LVQ神经网络的初始值,提高模型的识别精度。钻头磨损量预测模型的算法流程如图4所示。
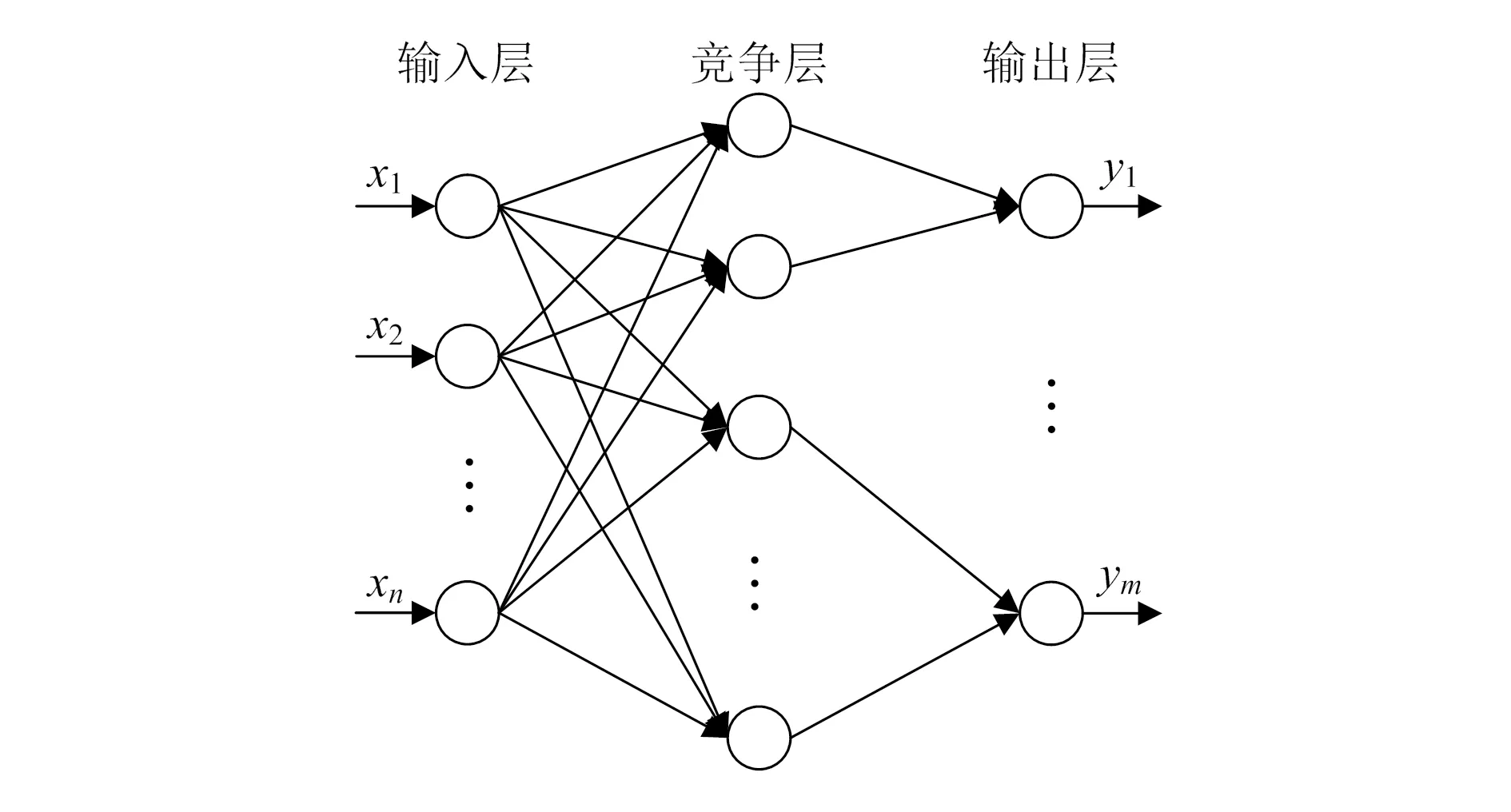
图3 LVQ神经网络结构

图4 SAMGA-LVQ算法流程图
SAMGA-LVQ优化算法的具体步骤如下:
1)将采集到的两种信号数据与相应的切削参数组成一个数据集进行特征提取并做归一化处理。把处理后的数据随机分为训练和测试两个部分,其中测试部分和其对应的刀具磨损量作为模型的输入和输出。
2)将SAMGA算法参数初始化,并进行适应度值的初期计算。
3)对优秀个体进行选择、交叉、变异等操作。
4)再次进行适应度值的计算,并比较两次计算值的大小,若后者大,则接受变异;反之则选择优秀个体以退火概率变异。
5)判断适应度值是否小于给定精度或超过遗传代数,如果不满足则跳回到步骤2),如果满足则输出最佳参数。
6)根据最佳参数建立SAMGA-LVQ网络模型,对钻头磨损进行预测识别。
3 实验及分析
3.1 钻头磨损实验
实验在立式加工中心上进行,所使用的叠层材料厚度为5 mm,其中碳纤维复合材料厚度为2 mm,钛合金厚度为3 mm。使用振动辅助刀柄夹持硬质合金钻头进行钻孔加工,钻头直径5 mm。本实验所用的声发射信号采集设备为Nano30传感器,测量范围为 25~600 kHz。前置放大器的型号为PAS放大器,响应频率为1.3 kHz~1.2 MHz。数据采集卡为PCIE-1816H型多通道多功能数据采集卡。进行4因素5水平正交实验,每组钻150个孔,每10个孔测量一次,观测钻孔质量、切屑形态以及刀具磨损状态。
3.2 模型建立以及参数设置
在特征提取的数据中随机选出40组对模型进行训练,并另选30组进行测试。设置SAMGA算法的种群为20,遗传代数为100,交叉概率为0.5,变异概率为0.001。本文采用3层LVQ神经网络,竞争层为20,结构为4-20-4。设定训练次数为1 000,速率为0.01,精度要求为0.001。采用相对误差表示磨损量预测的准确性。相对误差y的表达式为:
(2)
式中:xi为钻头预测磨损量;xe为钻头实际磨损量;n为测试样本数。
3.3 实验结果及分析
为了验证模型性能,用相同数据集分别对BP神经网络模型、LVQ神经网络模型、GA-BP网络模型、GA-LVQ网络模型和SAMGA-LVQ网络模型进行训练,得到的模型训练曲线如图5所示。

图5 5种预测模型训练曲线图
由图可知,BP神经网络模型训练252次后达到目标精度,误差小于0.008,而经过SAMGA优化之后的LVQ神经网络模型只需训练17次就达到目标精度,误差小于0.006,证明其有较高的精度。为更好地验证模型的可靠性,对比了各自的真实值与预测值,结果如图6所示。

图6 5种模型对比图
综上所述,汇总所得到的数据,见表1。

表1 预测性能比较
从表中可以看出,SAMGA-LVQ神经网络模型对于钻头磨损的预测识别率最高,BP神经网络模型对于刀具磨损量的相对误差为29.2%,经过SAMGA优化的LVQ神经网络模型对于刀具磨损量的相对误差减少到4.8%,且训练速度也远高于BP神经网络模型。
4 结束语
本文提出了一种使用改进遗传算法对LVQ神经网络模型优化的方法用于对钻头的磨损状态进行预测与识别,研究表明:采用BP神经网络模型对钻头磨损状态的预测识别率仅为69.7%,而采用本文提出的SAMGA-LVQ神经网络模型预测识别率高达93.2%。该方法训练速度更快,且通过引入的退火式变异解决了GA易早熟、爬山能力差及局部寻优的问题,有较好的应用前景。
猜你喜欢
金属加工(冷加工)(2022年12期)2023-01-05
石油工业技术监督(2022年6期)2022-06-25
表面技术(2021年9期)2021-10-16
海洋石油(2020年4期)2021-01-13
科技创新与应用(2019年31期)2019-11-28
科技资讯(2018年13期)2018-10-26
现代商贸工业(2017年30期)2018-01-22
发明与创新(2016年5期)2016-08-21
新媒体研究(2014年5期)2014-04-21
短篇小说(原创版)(2010年7期)2010-06-28
