
注塑级透明聚丙烯专用复合助剂NHY-001的开发与应用
2022-09-27 07:02孙玉梅张子尚李天然
合成树脂及塑料 2022年5期
孙玉梅,刘 浩,杨 冬,张子尚,陆 浩,李天然
(1. 徐州云天高分子材料技术研究院有限公司,江苏 徐州 221300;2. 湖北新南化科技有限公司,湖北 松滋 434200)
聚丙烯(PP)为半结晶高聚物,晶态结构是PP大分子的一种非常重要的聚集态结构。晶态结构中结晶形态对材料的力学性能和光学性能影响很大,所以在加工成型过程中,会通过控制大分子的晶态结构获得综合性能良好的塑料制件。在注塑成型过程中,PP大分子进入型腔后,熔体温度下降到熔点时,在熔体中杂乱缠结的高分子链就会有规则地排列起来形成一个足够大且热力学稳定的有序区,这个有序区就是晶核[1]。PP大分子以晶核为基础,在晶核上继续堆砌高分子链,使晶体增长变大成长为球晶[2]。成核过程是控制PP晶相结构和晶体形态的主要因素,决定了晶核的数量并影响球晶的尺寸,因此,成核过程对PP制品性能影响很大[3]。成核分为均相成核和异相成核。高透明度PP的生产技术路线已经很成熟,即以无规共聚PP为基础树脂,通过添加透明成核剂得以实现[4]。透明成核剂的作用就是异相成核,为便于添加和利于环保,国内大型石化企业均使用复合助剂(常规助剂如抗氧剂、卤素吸收剂和成核剂及少量抗静电剂等功能助剂混合后挤压成颗粒)。本工作通过评价2种不同种类的成核剂、考察这两种成核剂添加量对乙丙无规共聚PP增透效果的影响,开发了注塑级透明PP专用复合助剂NHY-001,并就该复合助剂对无规共聚PP增透作用效果的稳定性及时效性进行评价。
1 实验部分
1.1 主要原料
乙丙无规共聚PP粉料RP346R:徐州海天石化公司;成核剂NHS-9999,成核剂SKC-Z9988:湖北新南化科技有限公司;抗氧剂1010,抗氧剂168:梁山新翔新材料有限公司;硬酯酸钙(Ca-St),安徽沙丰新材料有限公司;抗静电剂硬脂酸单甘酯(GMS),丹尼斯克(中国)有限公司。
1.2 主要仪器与设备
CJW-35型挤出机,常州金纬智能化工设备有限公司;MA860G型注塑机,海天塑机集团有限公司;TH-100型雾度仪,杭州彩谱科技有限公司;DSC Discovery DSC25型差示扫描量热仪,美国TA仪器公司;CMT-4204型电子万能试验机,PMT-25B型塑料摆锤冲击试验机:珠海市三思泰捷电气设备有限公司;FTIR-650型傅里叶变换红外光谱仪,天津港东科技发展股份有限公司。
1.3 注塑级透明PP的生产
将定量助剂加入到乙丙无规共聚PP粉料中,经低速混合机混合后加入到挤出机喂料器,经塑化后挤出,拉条,吹干机吹干后切料,包装,备用。
用生产的粒料在注塑机上分别加工厚度为1 mm,直径为50 mm的圆形样片、哑铃型样条(试样尺寸170 mm×10 mm×4 mm)和矩型样条(试样尺寸80 mm×10 mm×4 mm),并将此样条放置1 h后自制A型缺口,所有样条在状态调节仪(温度23 ℃,湿度50%)中放置24 h后进行相关性能测试。
1.4 测试与表征
差示扫描量热法(DSC)分析按GB/T 19466.3—2004测试,升温速率20 ℃/min,自然降温状态下测试结晶性能。雾度按GB/T 2410—2008测试。拉伸性能按GB/T 1040.1—2018测试,拉伸速度为1 mm/s,在到达屈服点之前切换拉伸速度为50 mm/s。抗冲击性能按GB/T 1043.2—2018测试。黄色指数按HG/T 3862—2006测试。
2 结果与讨论
2.1 成核剂评价及复合助剂配方优化实验
2.1.1 NHS-9999性能评价
从表1可以看出:成核剂NHS-9999的增透作用随其添加量的增加而增强,且添加量在0.24%(w)时增透效果明显好于添加量为0.22%(w)。当成型温度为220~230 ℃且NHS-9999添加量为0.24%(w)时,试样雾度不高,且雾度随时间的延长增幅不大,当试样经过96 h状态调节后,雾度仍低于12.0%。
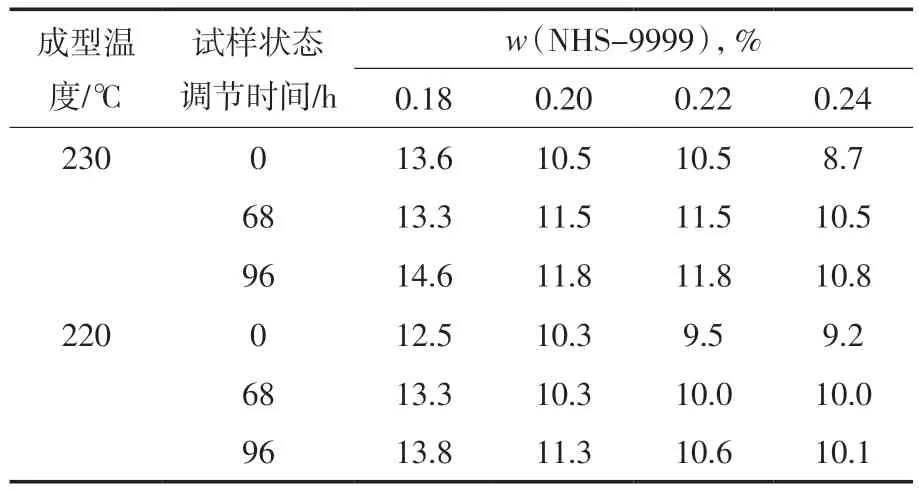
表1 成核剂NHS-9999添加量及成型温度对雾度的影响Tab.1 Addition of nucleating agent NHS-9999 and molding temperature as a function of haze %
成核剂NHS-9999的添加量及成型温度对雾度影响的优化实验结果见表2。
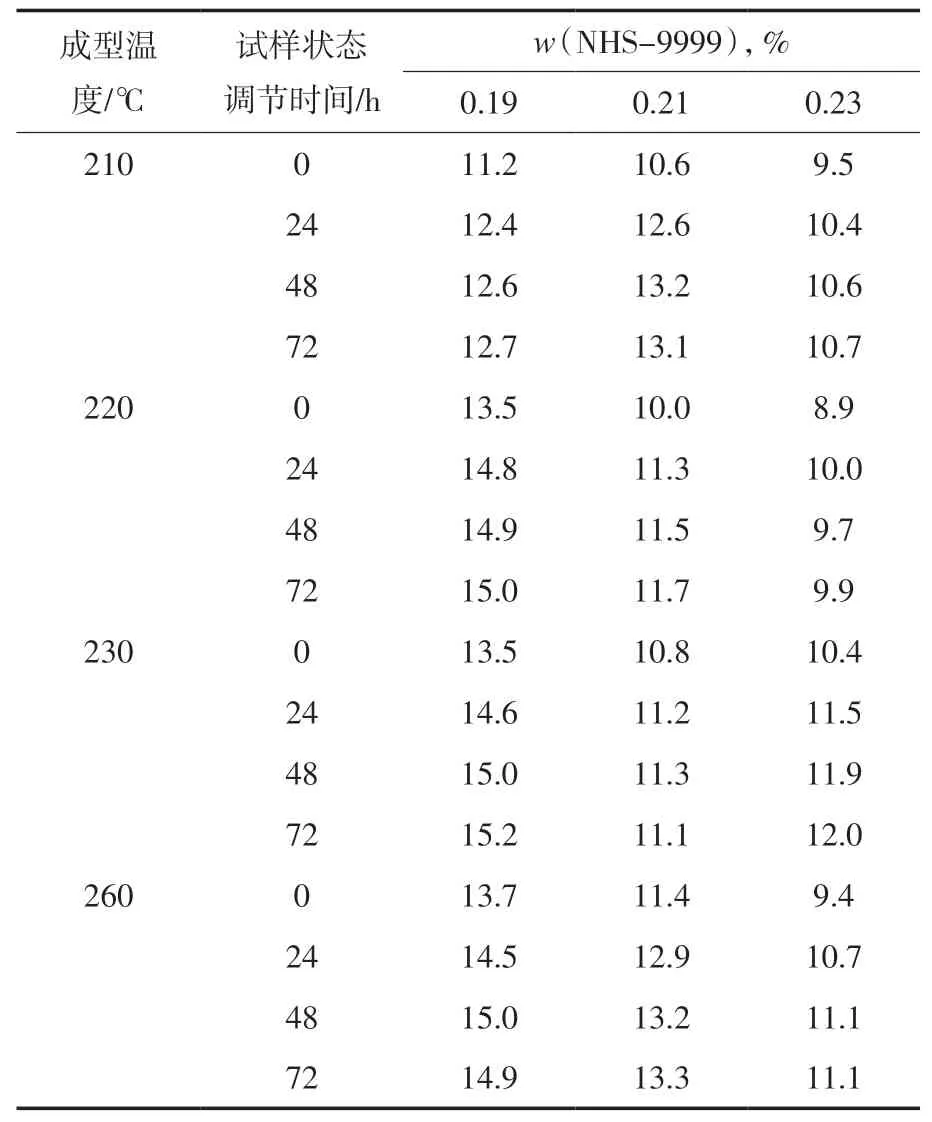
表2 NHS-9999添加量及成型温度对雾度的影响优化实验结果Tab.2 NHS-9999 addition quantity and molding temperature as a function of haze %
从表2还可以看出:成核剂NHS-9999的增透效果随其添加量的增加而增大,且0.23%(w)的添加量明显好于0.21%(w),但与0.22%(w)相近(见表1)。从成型温度和增透作用的时效性看,NHS-9999增透作用比较稳定,即随时间推移,材料的雾度变化不大。用NHS-9999增透的PP RP346R在成型加工过程中,成型温度在220~230℃较合适。
2.1.2 SKC-Z9988的性能评价
从表3可以看出:成核剂SKC-Z9988对PP增透作用的趋势与NHS-9999一致,当其添加量为0.20%(w)时,增透作用较为明显,试样放置72 h后,雾度大多低于12.0%。从表3还可以看出:试样的雾度并不是随着成核剂加入量增大而一直降低的,在加入量为0.25%(w)时,雾度出现增加趋势。
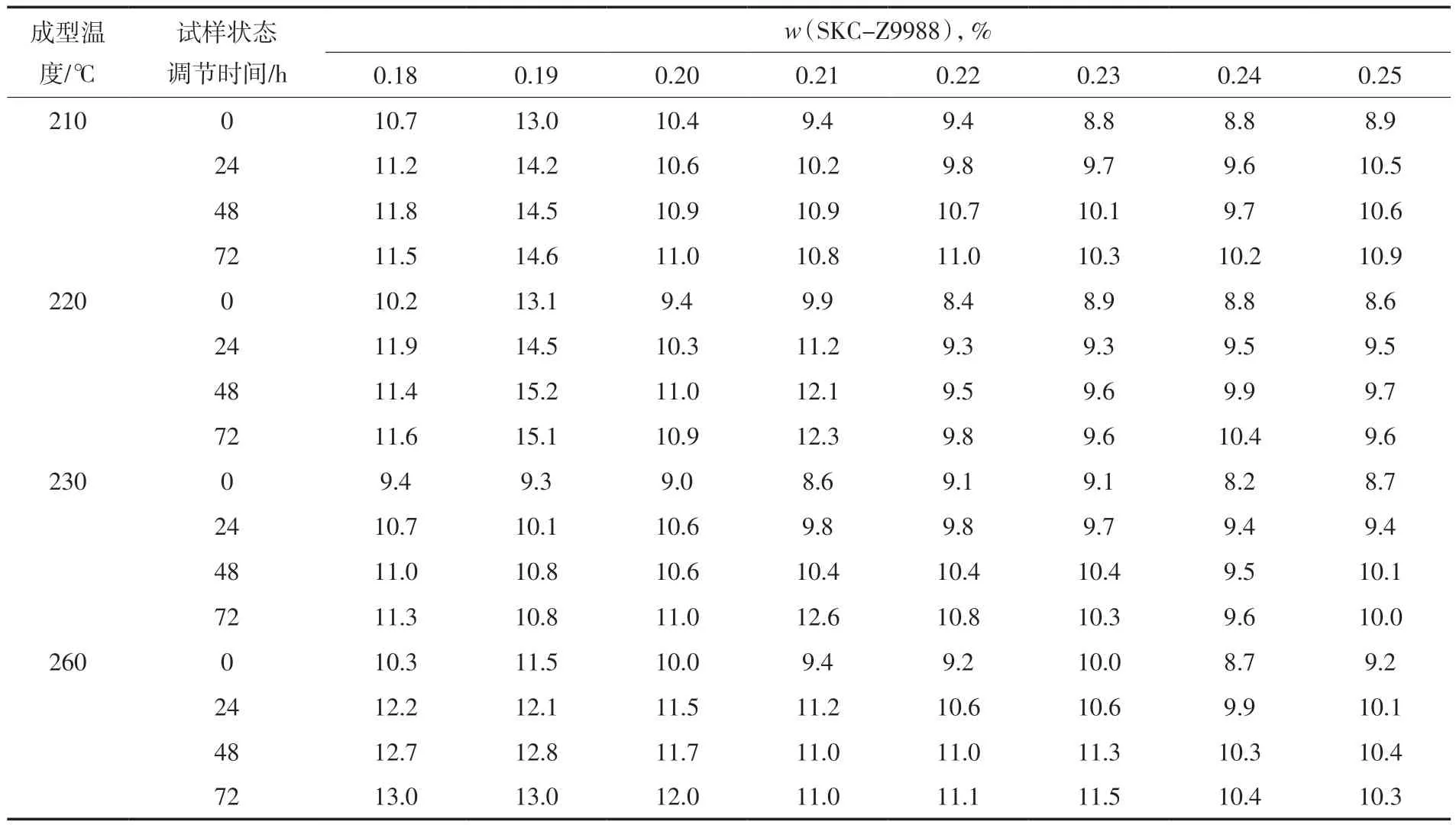
表3 SKC-Z9988添加量及成型温度对雾度的影响Tab.3 SKC-Z9988 addition quantity and molding temperature as a function of haze %
通过评价NHS-9999和SKC-Z9988的添加量对PP增透作用的影响,确定采用NHS-9999作为增透成核剂。考虑到复合助剂的性价比,将成核剂的添加量确定为0.22%(w)。结合前期实验结果,注塑级透明PP专用复合助剂NHY-001配方确定为主抗氧剂、辅抗氧剂、卤素吸收剂、抗静电剂、成核剂的添加量分别为0.04%,0.08%,0.05%,0.02%,0.22%(w)。
2.2 成型温度优化及复合助剂NHY-001增透作用时效性评价
为了考察成型温度对复合助剂NHY-001增透效果的影响及复合助剂NHY-001增透作用的时效性,采用相同添加量即0.41%(w),小试生产注塑级透明PP,在加工雾度样片时,采用不同的成型温度,并连续一周对样片进行雾度测试。从图1可以看出:在注塑成型过程中,在220~260 ℃时,随着成型温度的升高,透明PP的雾度呈现下降的趋势,且这种趋势并没有随着试样放置时间的增加而改变,表明在注塑成型过程中,对成型温度的控制具有一定指导意义,即用复合助剂NHY-001改性的注塑级透明PP适合高温成型,高温成型时透明性能较好,且随着时间的推移,制品的雾度增幅不大。
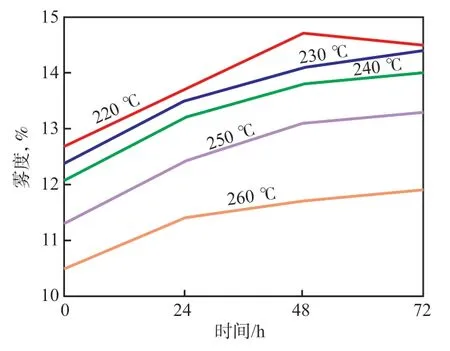
图1 成型温度对注塑级透明PP雾度的影响Fig.1 Processing temperature as a function of haze of transparent polypropylene
2.3 结晶热力学分析
从图2可以看出:成核剂的加入提高了无规共聚PP的结晶温度,即结晶曲线向高温区移动;成核剂的加入使无规共聚PP的结晶度增大且结晶峰峰宽变窄。这很好地验证了成核剂的增透机理,即异相成核缩短了结晶过程所需的时间,提高了材料的结晶度及结晶温度。
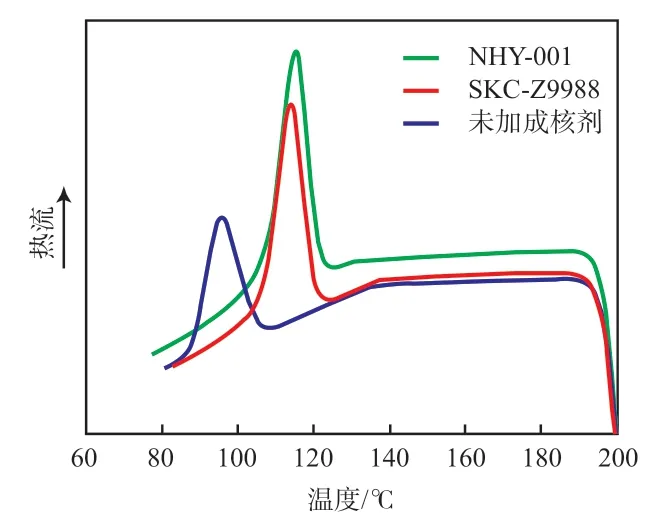
图2 成核剂对无规共聚PP结晶性能的影响Fig.2 Effect of nucleating agent on crystallization properties of random co-polymerized polypropylene
2.4 复合助剂NHY-001重复性评价实验
以成核剂SKC-Z9988为对标物,将复合助剂NHY-001以0.41%(w)的添加量,与PP粉料混合,小试工业化生产了注塑级透明PP,从表4可以看出:试样T1与试样T2的透明性能相当,但试样T2的弯曲模量和常温缺口冲击强度均大于试样T1,说明试样T2刚性和韧性均好于试样T1,即用NHY-001改性生产的透明PP具有较好的刚韧平衡性。
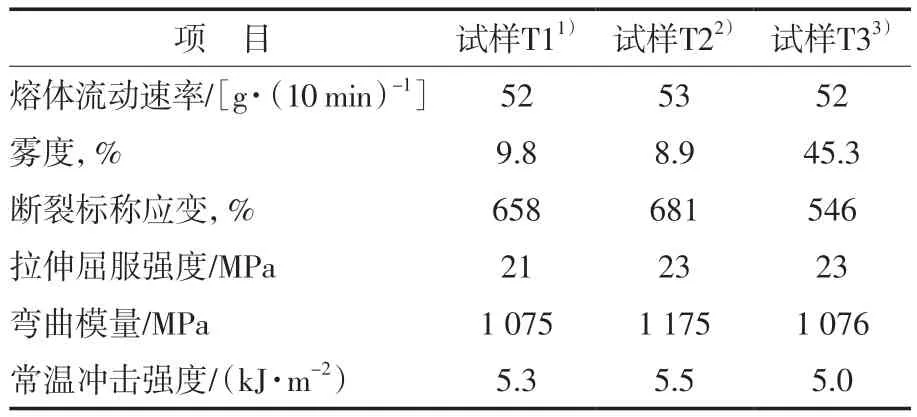
表4 注塑级透明PP的性能Tab.4 Properties of injection grade transparent polypropylene
从表5可以看出:复合助剂NHY-001具有较稳定的增透作用。从性价比上看,此配方具有一定的综合优势。另外,成核剂SKC-Z9988的增透作用较NHS-9999略差。
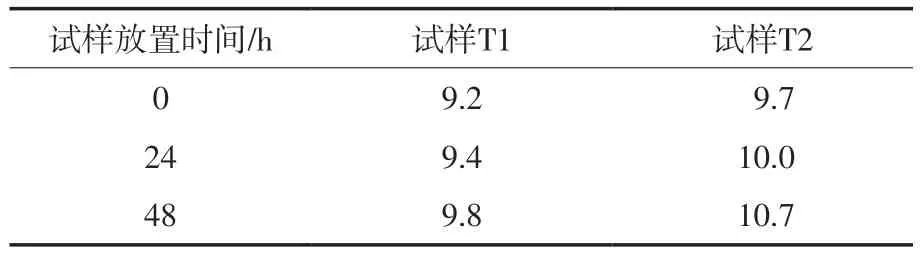
表5 小试工业化生产的透明PP的雾度测试结果Tab.5 Test results of haze of transparent polypropylene produced in industrial scale %
2.5 加工应用试验
2021年,小试工业化生产试样T1与试样T2,并进行加工应用试验。试用厂家是安徽省台丽包装有限公司,该公司专门生产各种规格和型号的奶茶杯制品。加工过程中未出现异常,机械手脱模、码垛正常,制品静电不大,冷却后杯身较为光滑,印刷过程中未出现卡杯现象,油墨附着力强。这说明用复合助剂NHY-001增透的注塑级PP具有较好的成型加工性能,且制品的透明性能较好。即小试生产的试样T1和试样T2的加工性能完全满足全自动注塑成型生产线加工要求,制品的透明性能较好,印刷效果较好。
3 结论
a)成核剂SKC-Z9988的增透效果略差于NHS-9999,但用其生产的透明材料,刚韧平衡性较好,其适用于对透明性能要求不严格,但对综合力学性能要求较高的透明PP的开发与生产。
b)采用成核剂NHS-9999制备的复合助剂NHY-001对PP具有较好的增透作用,且随着放置时间的延长,制品的透明性能变化不大。
c)用NHY-001生产的注塑级透明PP具有较好的加工性能,制品的透明性能及印刷性能较好,完全满足全自动化生产线的成型加工要求。
猜你喜欢
橡塑技术与装备(2022年6期)2022-06-02
汽车实用技术(2022年5期)2022-04-02
化学工业与工程(2022年1期)2022-03-29
疯狂英语·新读写(2021年5期)2021-11-23
建材发展导向(2021年11期)2021-07-28
陶瓷学报(2021年1期)2021-04-13
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
金桥(2020年10期)2020-11-26
今日农业(2020年20期)2020-11-26
石油石化绿色低碳(2020年1期)2020-04-08
