基于切比雪夫拟合的倒装焊接机调平
2022-10-08 12:39张文琪郝耀武
电子工业专用设备 2022年4期
张文琪,韦 杰,郝耀武
(中国电子科技集团公司第二研究所,山西 太原030051)
随着电子信息技术的迅猛发展和人类对电子产品消费需求的增长,在集成电路封装领域,传统的引线键合方式已经无法满足需求,倒装焊技术的发展为集成电路封装高密度微型化的提供了可能。倒装焊接技术通过芯片与基板的直接互连,与丝焊(WB)、载带自动焊(TAB)、楔形焊等其他芯片互连技术相比较,需要在芯片的I/O电极上制造凸点,凸点的结构和形状多种多样,其互连线短、寄生电容和寄生电感小。使封装具有更优越的高频、低延迟、低串扰的电路特性,能有效提高电路、部件或系统的组装互连的可靠性,倒装焊工艺主要通过高精度倒装焊接机实现[1]。如图1所示,在对位焊接中,两个焊接面的平行度会影响焊接的压力,只有对位准确,平行度一致时,才能焊接出更好的产品。

图1 对位焊接
先进的高精度倒装焊接机可实现芯片与芯片以及芯片与晶圆键合,具有精度高、粘力大的特点,适用于处理尺寸300 mm的晶圆。特别适用于3D-IC封装工艺中的铜对铜接合,或者热压印光刻工艺中的纳米压印,也可用于成像设备、RF或光电器件组装的小压力回流焊,并且具有胶黏剂粘接或使用纳米压印光刻工艺进行纳米压印的紫外固化等工艺能力。倒装焊接设备进行高精度互连时,在完成自动上料后,首先通过光学系统对于芯片(或者基板)上的标记(Mark)进行识别、读出电路上特定位置处的对准标记,然后进行高精度的自动对准,自动调节角度和位置偏移[2];完成对位后,采用激光对标记(3到4个)进行单点的位置信息采集,最后进行数据处理,计算出上下两平面的角度偏移量,调节电机,实现角度调平。本文主要介绍采用切比雪夫拟合实现平面拟合,进而得到两平面的偏转角,实现调平的过程[3]。
1 倒装焊调平流程
调平是设备能否焊接出优质产品的重要因素,焊接产品(芯片或者晶圆)经过前道工艺生产后,由于受到煅烧不完全可控的影响,其表面存在煅烧痕迹,并且每一批次的工艺产品也无法做到完全的一致。由于产品表面存在不平整性,直接进行焊接时,可能会形成高度差,进而影响到对位调平精度,因此调平流程必不可少。常用的调平方式有2种,即采用光学调平和激光调平,光学调平由于受限于光斑尺寸固定,对于不同尺寸的焊接产品其调平结果可能存在差异性;而激光调平采用激光测量位置,可以实现对多种尺寸焊接产品的对位调平[4]。
因此,本文重点研究激光调平方法,其工艺流程为:清洁上料、初调对位、激光调平、位置细调四大步骤,如图2所示。

图2 工艺流程
1.1 清洁上料
由于设备对洁净度要求较高,因此在条件允许情况下尽量在洁净车间佩戴洁净工作服进行上料操作,通过高纯度氮气清理工件表面附着物,将待焊接产品放置于上料位置。
1.2 初调对位
通过视觉系统对吸附的产品进行亮度调节和聚焦,然后通过下载料台的运动控制进行对位和角度的旋转调节,保证上下两路的产品处于同一视场内,使对位标记高度重合,如图3所示。
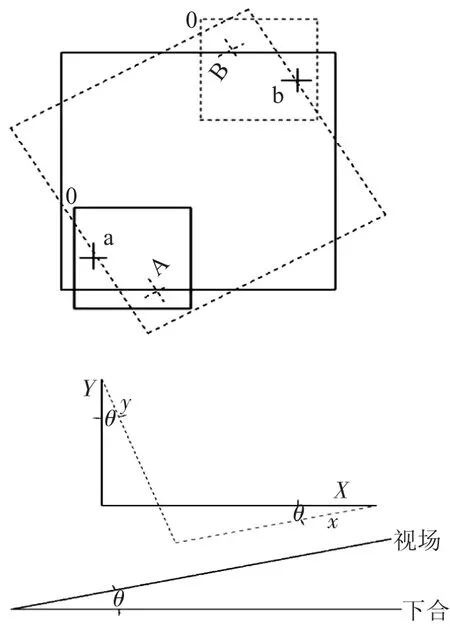
图3 平移旋转对位
1.3 激光调平
产品对位完成后,选择产品上的多个标记(最少3个)作为激光采集点,保证上下路激光都打在对应的标记上,然后进行位置获取,采用切比雪夫调平算法计算角度偏移量,控制机械结构完成角度的调节,实现激光的调平流程。
1.4 位置细调
由于激光调平,导致X-Y平面内微小的平移误差和旋转误差,需要再次角度旋转和对位细调,完成焊接前的对位。
2 切比雪夫调平算法
由于在激光调平中计算角度时,受限于激光采样的精度以及轴运动位置准确度的影响,采集到的多个标记(大于3个)的位置信息不一定在同一平面,无法直接生成其对应的平面信息,因此需要对位置信息进行优化,得到能反映其最真实平面的拟合平面信息,采用的标记的数据越多,拟合优化得到的平面越真实。
使用切比雪夫四点拟合调平算法时,设定n个数据点(xizi),i=0,1,2,…,n-1。其中,x0<x1<xn-1,求m-1次(m<n,m≤20)。
多项式:

使得在n个给定点上的偏差最大值逼近参考偏差阈值h,即:

计算步骤:
从给定的n个点中选取m+1个不同点u0,u1,u2....,um组成初始的参考点集合。设在初始点集u0,u1,u2....,um上,参考多项式φ(x)的偏差值为h,则其在初始点集上的取值为:φ(x)=a0+a1x+a2x2+...+am-1xm-1,多项式φ(x)与实际值的偏差最大值为s,即若S=h,则φ(x)即为所求的拟合多项式;若S>h,则用达到偏差最大值点的xj代替点集{ui}(i=0,1,2,...m)中距离xj最近且具有与φ(xi)-yi的符号相同的点,从而构成一个新的参考点集。用此新的参考点集重复以上过程,直到最大逼近误差等于参考偏差I为止[5]。
3 机械调平机构
在设备调平中根据拟合得到的角度偏移量进行角度调节后,主要通过PR轴摇摆台运动来完成基板与芯片的平行度调节。芯片夹具安装在PR轴摇摆台上,PR轴摇摆台机构由一个球和杯组成,机械调平示意如图4所示,球的旋转中心会聚于芯片表面和读出电路表面的中心处,在进行调平校正时,由于球的旋转中心就是器件表面和读出电路表面的中心,因此以此中心点为支点进行调平,避免了在X-Y平面内凸点对准的偏移,消除了摇摆运动对对位的影响。当进行平行度调节时,摇摆球和摇摆球窝的接触面充正压,形成气膜,通过调节P电机和R电机校正芯片和基板的平行度,完成平行调整后,关闭气垫正压,打开真空吸附,锁定平行状态。通过正压与负压的不断切换,并设定合理的接触压力和调节时间,在高压的焊接过程中负压吸附来保证平行度。
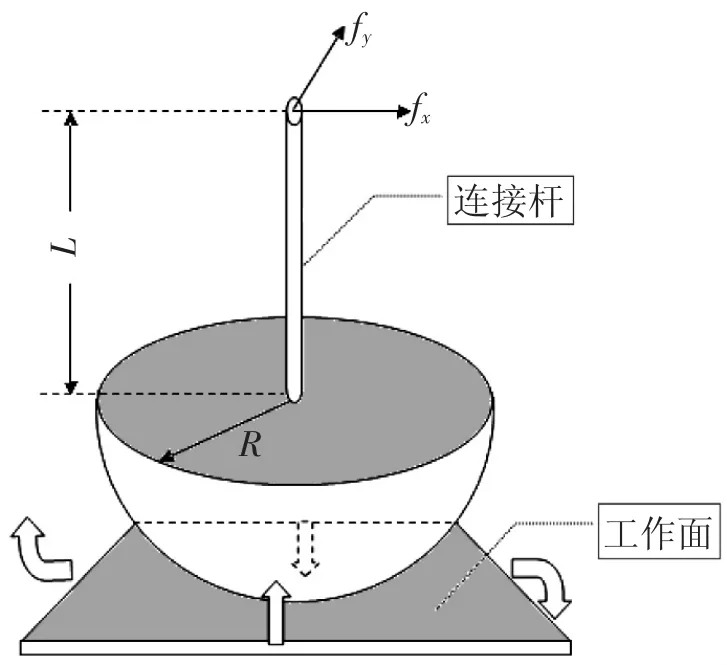
图4 机械调平示意图
4 实验结果
主要从调平速度对算法的优劣进行对比分析,分别对采用三点调平和四点拟合调平方式各进行100次调平,实验结果如表1所示。
从表1两种算法对比可以看出,四点切比雪夫拟合调平算法的平均调平次数更少,调平时间也更短,大大缩短了设备的工艺时间。
5 结束语
本文针对倒装焊接机在调平对位时所存在的问题,采用切比雪夫拟合算法的方式,允许多点的激光数据参与到平面调平的工作中,减少了三点调平带来的偶然性误差,提高了设备调平的效率和稳定性,在实际生产中具有一定的实用意义。
猜你喜欢
天津音乐学院学报(2022年2期)2022-07-28
中国民间疗法(2021年5期)2021-06-09
机械工程与自动化(2020年4期)2020-08-25
——论传统对位教学两种体系的冲突
艺术探索(2020年1期)2020-05-08
森林工程(2018年4期)2018-08-04
河南教育学院学报(自然科学版)(2017年3期)2017-11-04
航天工业管理(2017年4期)2017-05-12
统计与决策(2017年2期)2017-03-20
核技术(2016年4期)2016-08-22
湖州师范学院学报(2016年2期)2016-08-21