6008铝合金不同焊接接头的组织和性能研究
2022-10-26 02:59齐芃芃叶树茂
热处理技术与装备 2022年5期
李 欢,邓 鑫,齐芃芃,叶树茂,黄 晨
(辽宁忠旺集团有限公司,辽宁 辽阳 111003)
随着可持续发展理念的不断深化及汽车工业的飞速发展,汽车车身材料高耗能、高污染带来的社会问题也日益严重, 汽车轻量化是整个汽车行业的发展趋势。铝及铝合金因其具有密度低、比强度高、成形加工性能好、可再生重复回收利用、节能环保等优点, 备受人们的重视, 成为汽车轻量化的理想材料[1]。目前,主要是从车身轻量化入手,通过简化车身结构,利用更为轻便的材料进行车身设计。传统的汽车车身多采用钢材,为实现汽车轻量化发展,选择更为合理的材料是当前的主要工作。铝合金质量约为钢材的1/3,是当前实现汽车轻量化的主要车身材料。同时,铝合金材料还可以回收利用,有效减少资源消耗和浪费,实现汽车制造行业经济效益与社会效益的有机统一[2]。
6008合金属于6XXX系可热处理强化中等强度铝合金,具有良好的热成形性、抗蚀性、冷变形性、焊接性能、疲劳性能和韧性,是瑞士铝业协会在国际上注册的合金,由6005A合金发展而来[3]。两者的区别主要是6008合金中加入了0.05~0.15%V[4]。由于因该合金具有良好的吸能性,因而被广泛应用于汽车防撞梁、吸能盒等部件上。目前,国内外对6008铝合金焊接接头的研究较少。因此,本试验分别采用熔化极惰性气体保护焊(MIG)、非熔化极惰性气体保护焊(TIG)、激光填丝焊(LBW)对6008铝合金进行焊接,研究不同焊接方法对6008-T7铝合金焊接接头微观组织与性能的影响,为6008铝合金在汽车制造行业的应用提供理论依据。
1 试验材料及方法
1.1 试验材料
试验材料选用尺寸为300 mm×150 mm×2 mm的6008-T7(过时效状态)铝合金板材,MIG焊和LBW焊选用焊接生产中常用于焊接6XXX系铝合金的ER5356铝合金焊丝,焊丝直径为φ1.2 mm。TIG焊也选用ER5356焊丝,焊丝直径为φ2.4 mm。表1和表2分别为6008-T7铝合金与ER5356焊丝的化学成分和力学性能。

表1 6008-T7铝合金及ER5356焊丝化学成分(质量分数,%)

表2 6008-T7铝合金及ER5356焊丝力学性能
1.2 焊接过程
本试验采用的接头形式为对接,为保证焊缝熔透、减少焊接缺陷,焊前进行开坡口处理,坡口形式为V形,坡口角度为70°,坡口尺寸如图1所示。使用的弧焊设备为福尼斯TPS5000手工MIG焊机、松下YC-300BP手工TIG焊机;激光焊设备为德国通快Trudisk 8002碟片式激光器、TRUMPF BEO D70激光头、通快直径200 um光纤、福尼斯Magic Wave4000送丝机构、KUKA公司生产的KR90六轴机器人。焊接前使用丙酮清洗母材表面的油污、灰尘等污染物,并用气动钢丝刷打磨坡口及其两侧30 mm区域内的氧化膜直至露出银白色金属光泽;然后将处理好的母材在工作台上用夹具固定好;最后使用酒精清理打磨后的区域,待酒精挥发后进行焊接[4]。焊接过程中所使用的焊接工艺参数见表3。

t1=t2=2 mm,α=70°,b=0.5~1.0

表3 焊接工艺参数
1.3 试验方法
采用岛津AG-X 100KNH型电子万能试验机进行横向拉伸试验,加载速率10 mm/min,拉伸试样厚度为2 mm,每组测试2个试样,测试结果取平均值。采用岛津AG-X 100KNH型电子万能试验机进行正面和背面弯曲试验,每组测试2个试样,弯曲试样厚度为2 mm。采用蔡司M2m光学显微镜对焊接接头进行金相组织观察。采用岛津SSX-550分析扫描电子显微镜对拉伸试样断口形貌进行观察。
2 试验结果与分析
2.1 焊接接头拉伸性能
根据标准ISO 4136—2001《金属材料焊缝破坏性试验 横向拉伸试验》对三种焊接方法的焊接接头进行拉伸试验,测试结果见表4。结果表明:拉伸试样均在热影响区处断裂,这是由于整个热影响区都受到了焊接热作用而产生了软化现象所致;LBW焊接接头的抗拉强度要明显高于MIG焊和TIG焊,这是由于LBW焊相对于MIG焊与TIG焊来说,能量更为集中,且具有更低的热输入和更小的热影响区[6]。

表4 拉伸测试结果
2.2 焊接接头弯曲性能
根据标准ISO 5173—2009《金属材料焊缝破坏性试验 弯曲试验》对三种焊接方法的焊接接头进行弯曲试,弯曲试样如图2所示,测试结果见表5。由结果可知:三种焊接方法的焊接接头弯曲试样均未发生断裂,且试样表面均未见长度大于3 mm的裂纹,说明这三种焊接接头均具有良好的弯曲性能。
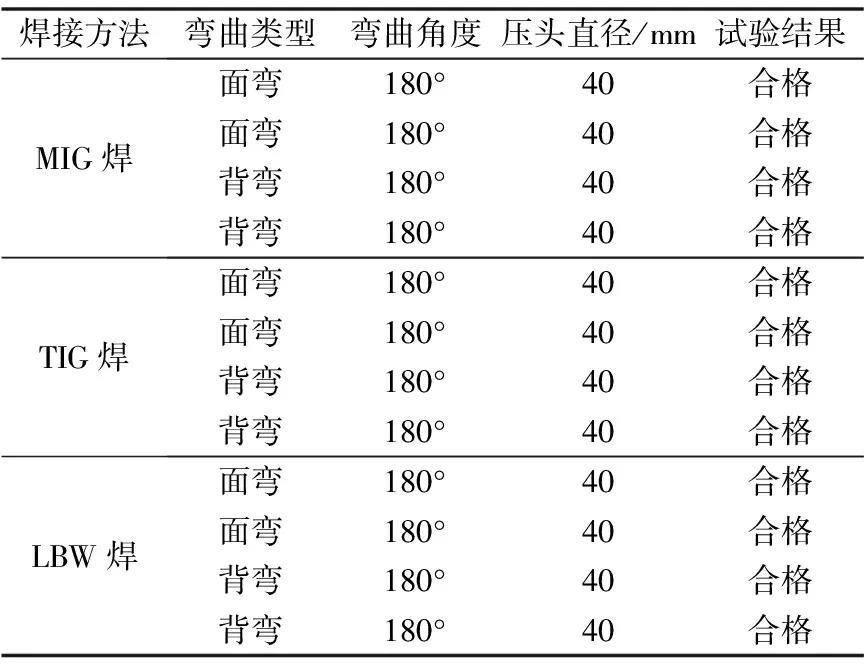
表5 弯曲测试结果

(a)MIG焊;(b)TIG焊;(c)LBW焊
2.3 金相组织观察
采用光学显微镜对三种焊接接头的焊缝及熔合线处进行金相组织观察,如图3所示。由图3可知:三种焊接接头的焊缝区均为典型的铸态组织,呈网状的枝晶组织形态,且LBW焊的焊缝区晶粒较其他两种焊接接头更为细小。这是由于激光焊接是一个快速加热和快速冷却的过程,激光与焊接材料之间相互作用的时间很短,焊缝区的温度梯度较大,焊接熔池的冷却速度非常快,增加了过冷度,导致晶体的形核率与长大速度均增加,但两者的增加速度不同,形核率的增长率大于长大速度,因此焊缝区的晶粒得到了有效的细化[7]。三种焊接接头的熔合线附近均为典型的柱状晶组织,且LBW焊热影响区中靠近熔合线区域的母材受焊接热循环作用产生晶粒粗大的现象最不明显,而TIG焊焊接接头最为明显[8]。这是由于该区域经历了快速凝固的过程,一次枝晶的生长方向受到凝固过程中温度梯度的影响,因此在焊缝熔合线附近区域出现垂直于熔合线方向的柱状树枝晶[9]。而且由于TIG焊的焊接热输入较高,使热影响区在高温停留的时间延长,积累了更多的能量,造成靠近熔合线区域的母材晶粒粗大,晶界减少。当材料变形时位错和滑移绕过晶界所需的能量降低,表现为接头的抗拉强度低[10],这与拉伸性能的测试结果一致。
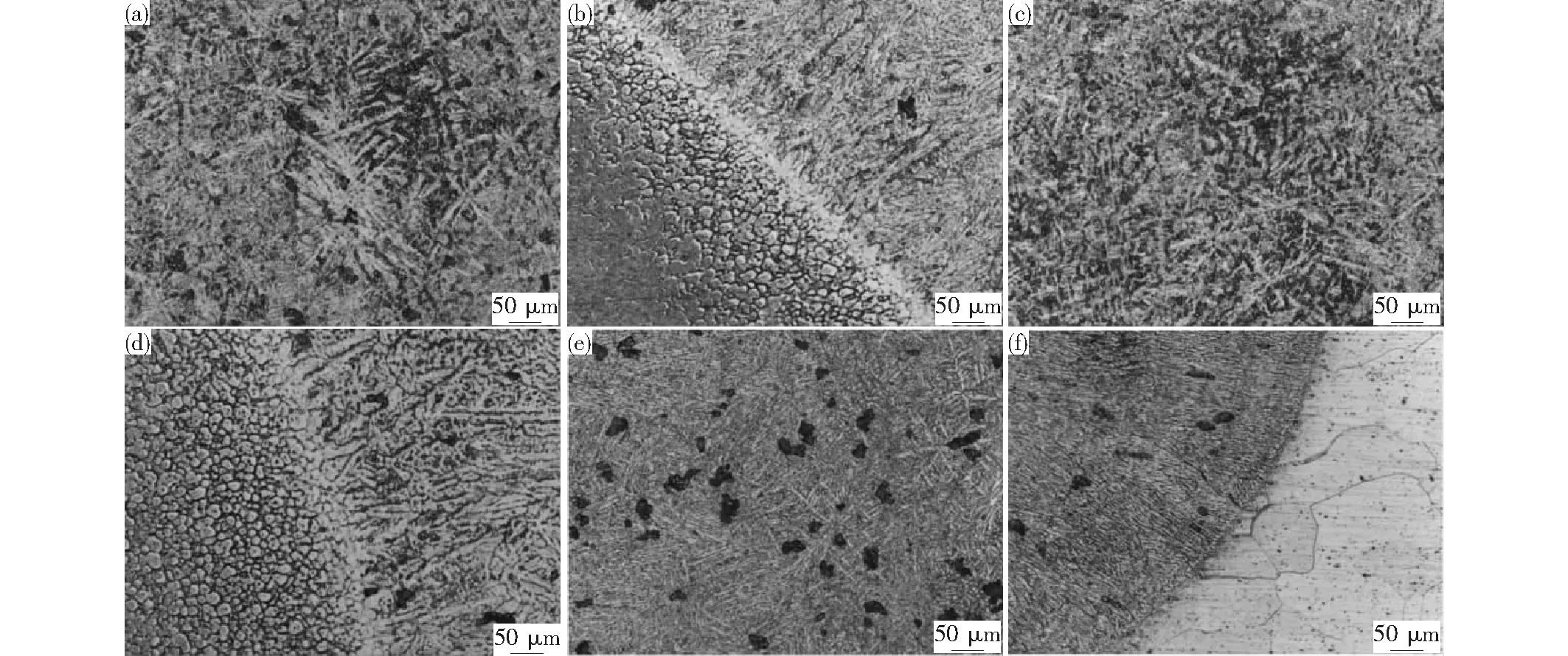
(a)MIG焊焊缝;(b)MIG焊熔合线;(c)TIG焊焊缝;(d)TIG焊熔合线;(e)LBW焊焊缝;(f)LBW焊熔合线
2.4 拉伸断口形貌
采用扫描电子显微镜对三种焊接接头的拉伸试样断口形貌进行观察,如图4所示。由图4可知,MIG焊和LBW焊的韧窝数量较多,尺寸较小,分布较为均匀,说明焊接接头的塑性变差,断裂机理为韧性断裂;TIG焊接头的韧窝数量较少,但韧窝大而深,且韧窝大小不均匀,表现出良好的塑韧性,断裂机理为韧性断裂[11]。
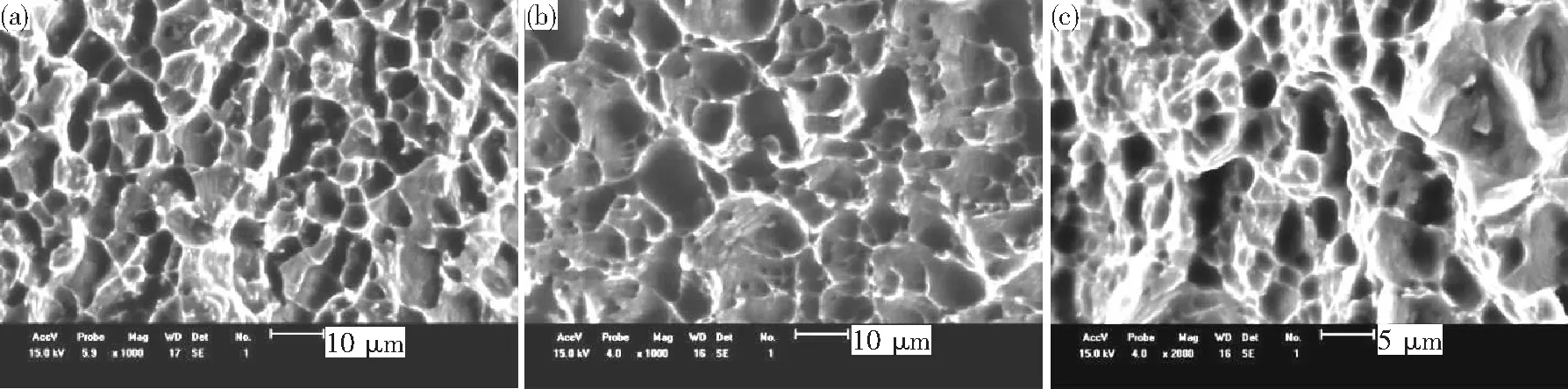
(a)MIG焊;(b)TIG焊;(c)LBW焊
3 结论
1)LBW焊接接头的抗拉强度高于MIG焊和TIG焊,且接头系数也略高于MIG焊和TIG焊;
2)三种焊接接头均具有良好的弯曲性能;
3)LBW焊接接头的焊缝区、熔合区晶粒比MIG焊和TIG焊更加细小;
4)三种焊接接头的拉伸试样断裂机理均为韧性断裂。
猜你喜欢
汽车实用技术(2022年11期)2022-06-20
汽车实用技术(2022年11期)2022-06-20
中国金属通报(2022年1期)2022-06-02
电焊机(2022年5期)2022-06-01
中国新技术新产品(2020年6期)2020-06-19
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
航天制造技术(2018年6期)2019-01-11
专用汽车(2016年1期)2016-03-01
专用汽车(2015年4期)2015-03-01