
3D打印PLA/HA复合材料的力学性能研究
2022-11-21 06:48吕京友帕提古丽艾合麦提乌日开西艾依提
机械设计与制造 2022年11期
吕京友,帕提古丽·艾合麦提,乌日开西·艾依提
(新疆大学机械工程学院,新疆 乌鲁木齐 830047)
1 引言
3D打印技术又称增材制造技术[1]。近年来,3D打印技术与医学领域的结合越来越紧密,在医学领域具有广泛的应用前景[2-3]。熔融沉积成形(Fused Deposition Modeling)具有材料利用率高、成本低且操作较为简便等优势,因此其成为应用最为广泛的3D打印技术之一[4-5]。
聚乳酸(PLA)是3D打印中的常见材料之一,在医药领域应用非常广泛[6]。但由于其存在力学性能较差、在体内降解导致炎症等不足,需要与其他材料进行复合以拓宽其应用范围。羟基磷灰石(HA)作为动物及人体骨骼的主要无机部分,其所具有的良好生物活性等特点而非常适合广泛用于作为骨支架的材料[7]。基于PLA/HA复合材料能够实现HA与PLA两种材料之间的优势互补的优势越来越突出[8],近年来,国内外许多学者对于PLA/HA复合材料作为人工骨修复材料的研究越来越重视。文献[9]采用溶液共混-粒子沥滤法制备了PLA/HA复合多孔生物支架,研究了孔隙率对支架力学性能的影响。文献[10]对3D打印多孔复合支架的生物相容性进行了研究。文献[11]采用3D打印技术制作聚乳酸/纳米二氧化硅/羟基磷灰石三元复合生物材料,研究了复合材料的力学性能及体外降解性能。文献[12]采用静电纺丝法制得n-HA/PLA复合纳米纤维支架材料,研究表明合理控制好n-HA的用量才能提高n-HA/PLA 复合纤维支架材料的力学性能。文献[13]主要对PLA/HA复合材料作为骨替代材料的生物相容性进行了研究。文献[14]使用冷冻干燥/颗粒浸出法将PLA/PCL/HA复合材料悬浮液浇铸到可溶解的3D打印负模中制备支架,研究表明,HA和PCL的添加使复合支架在生物相容性、骨诱导性能等方面具有更好的性能。目前国内外已有的研究主要集中在复合材料支架制备及其生物相容性方面。由于接骨板在骨折部位需要承受较大的压力,因此需要具有足够的机械强度以满足生物组织工程中的现实需要,但目前国内外通过3D打印方式制备PLA/HA复合材料接骨板的力学性能的研究较少。
使用具有不同HA含量的PLA/HA复合材料丝材作为试验原料,以不同的3D打印扫描路径进行力学试件的制备,然后对试件的力学性能进行测试,探究了HA 在PLA 基体中含量和3D 打印扫描方式对PLA/HA复合材料的力学性能影响。
2 实验部分
打印使用的是PLA基体中HA含量不同的五种PLA/HA复合材料丝材,HA在PLA基体中的含量(重量百分比)分别为0,5%,10%,20%和30%,直径1.75mm。使用FDM 式3D 打印机打印拉伸和三点弯曲试件,将PLA/HA复合材料丝材按照不同HA含量和不同扫描方式分别打印3个试件。3D打印制备试件的扫描方式为往复扫描和交叉扫描两种方式。采用往复扫描方式制备试件的过程中每一层都,如图1(a)所示。采用交叉扫描方式制备试件时。如图1(b)所示。先采用横向往复扫描制备一层,再采用纵向往复扫描制备一层,然后依照此扫描方式进行试件制备。

图1 试件的3D打印扫描方式Fig.1 3D Printed Scanning Method of Specimen
拉伸试件根据GB/T 1040-2018确定,试件厚度为4mm,如图2(a)所示。弯曲试件根据GB/T 9341-2008确定,试件的厚度为4mm,如图2(b)所示。试件的打印工艺参数,如表1所示。

图2 3D打印完成的试件Fig.2 3D Printed Specimen

表1 打印工艺参数Tab.1 Printing Process Parameters
将3D打印完成的试件仔细去除支撑材料,用砂纸对试件与支撑材料接触面进行打磨以保证支撑材料去除完整,检查试件表面是否存在裂纹、气泡以及明显杂质等缺陷,用游标卡尺测量试件是否达到实验误差标准,将同一工艺参数制备的三个试件测量后对关键参数取平均值以用于后续计算使用。然后将合格试件在微机控制数字化电子万能生物材料试验机(3005T型)上分别进行拉伸和弯曲的性能测试试验。其中,按GB/T 1040-2018进行拉伸试验,在拉伸试件表面进行标距的标注,标距为50mm,检查试验机安装平台是否平稳以及试验机的运行是否正常。先将拉伸试件装夹在上夹头内,然后通过手动控制器将试件移动到下夹头装夹的合适位置,夹紧拉伸试件下端。启动试验机,加载速度为2mm/min,当试件断裂时试验结束,取下测试后的拉伸试件,计算机保存试验数据,具体试验过程,如图3所示。按GB/T 9341-2008进行三点弯曲试验,跨距为64mm,加载速度为2mm/min,当应力达到峰值应力后试验结束。记录每组试验数据并取平均值,绘制HA含量和3D打印扫描方式与PLA/HA复合材料力学性能的关系表格及曲线。
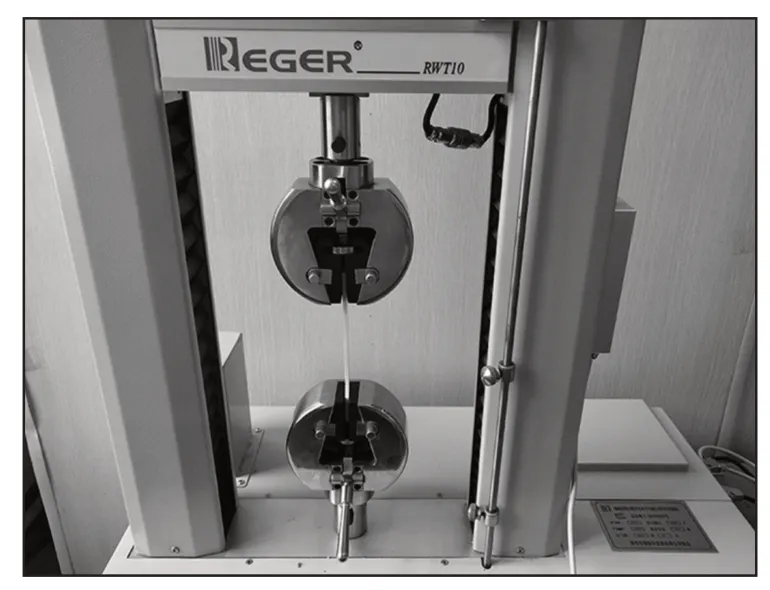
图3 拉伸试验Fig.3 Tensile Test
3 结果与讨论
3.1 拉伸试验结果分析
不同工艺参数3D打印试件拉伸试验应力—应变曲线,如图4所示。由图4可以看出,试验过程中没有出现明显的屈服和缩颈现象,而且拉伸试件在拉断前的应变也很小。采用往复扫描方式制备的试件中,纯PLA试件的应变略大于添加HA颗粒制备的试件。采用交叉扫描方式制备的试件中,HA 含量为10%和30%时,试件的应变值大于纯PLA试件。通过上述分析说明,HA颗粒的添加使塑性降低,同时试件的应变值也受试件制备扫描路径工艺参数的影响。
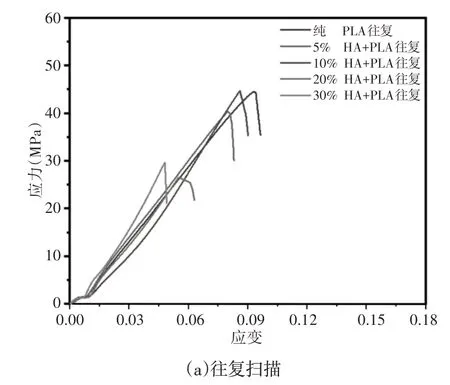

图4 拉伸试验应力—应变曲线Fig.4 Stress-Strain Curve of Tensile Test
HA含量与试件拉伸性能的关系,如图5所示。由图5可以看出,当3D打印制备试件采用往复扫描方式,HA含量为10%时,试件的抗拉强度在试验分组中最大;HA含量为20%和30%时,试件的抗拉强度分别为29.83MPa 和30.08MPa,具有很小的差距。当3D打印制备试件采用交叉扫描方式,HA含量为10%时,试件的抗拉强度在试验分组中最大;HA含量为20%时,试件的抗拉强度在试验分组中抗拉强度最小。因此,HA颗粒在PLA/HA复合材料中含量10%时有利于增强PLA基体的抗拉强度。
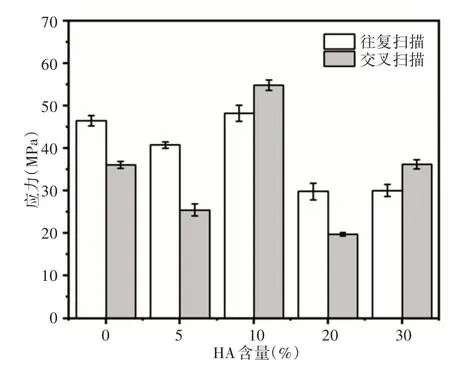
图5 HA含量与试件拉伸性能的关系Fig.5 Relation Between HA Content and Tensile Properties of Specimens
不同工艺参数3D打印试件拉伸试验结果,如表2所示。由表2可以看出,在相同工艺参数条件下,往复扫描和交叉扫描两种扫描方式所制备的试件达到各自抗拉强度分别为48.25MPa和54.90MPa。同时,在相同HA含量试件中,试件中HA含量分别为10%和30%时,采用交叉扫描方式制备的试件抗拉强度大于往复扫描方式制备的试件。当HA含量为10%且3D打印扫描方式采用交叉扫描时,试件达到试验中的最大拉伸强度54.9MPa。当HA含量为10%时交叉扫描方式制备的试件比纯PLA交叉扫描方式制备试件的抗拉强度提升34.28%。
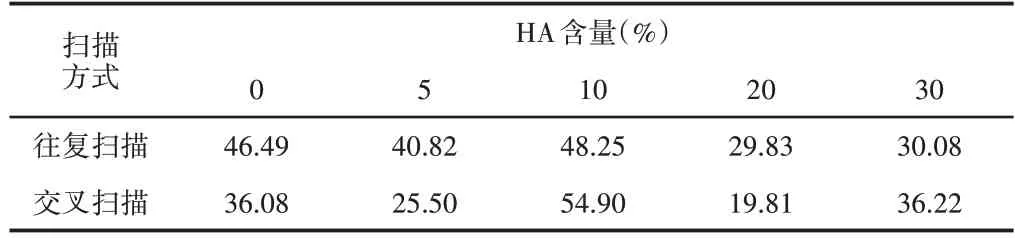
表2 不同工艺参数打印试件的拉伸强度(MPa)Tab.2 Tensile Strength of Printed Specimens with Different Process Parameters(MPa)
3.2 三点弯曲试验结果分析
不同工艺参数3D打印试件三点弯曲试验应力—应变曲线,如图6所示。由图6可以看出,在两种不同扫描路径下,纯PLA试件的抗弯强度均低于HA含量为10%时的试件。在相同应力值时,采用往复扫描方式制备的试件中,纯PLA试件的塑性高于添加HA颗粒的试件;采用交叉扫描方式制备的试件中,HA含量为5%的试件的塑性最高。

图6 三点弯曲试验应力—应变曲线Fig.6 Stress-Strain Curve of Three-Point Bending Test
HA含量与试件弯曲性能的关系,如图7所示。由图7可以看出,当3D打印制备试件采用往复扫描方式,HA含量为10%时,试件的抗弯强度在试验分组中最大;HA 含量为20%时,试件的抗弯强度在试验分组中抗弯强度最小。当3D打印制备试件采用交叉扫描方式,HA含量为10%时,试件的抗弯强度在试验分组中最大;HA 含量为20%时,试件的抗弯强度在试验分组中抗弯强度最小。同时,在HA含量相同条件下,采用往复扫描方式制备试件的抗弯强度总是高于交叉扫描方式制备试件的抗弯强度。因此,添加适当比重的HA 颗粒有利于增强PLA 基体的抗弯强度,且扫描方式对于抗弯强度具有明显的影响。三点弯曲试验结果,如表3所示。由表3可以看出,往复和交叉两种扫描方式制备的试件达到各自最大抗弯强度分别为96.32MPa 和88.59MPa。HA 含量为10%且采用往复扫描方式制备的试件达到试验的最大弯曲强度。HA含量为10%时往复扫描方式试件比纯PLA 交叉扫描方式试件提升抗弯强度26.75%。
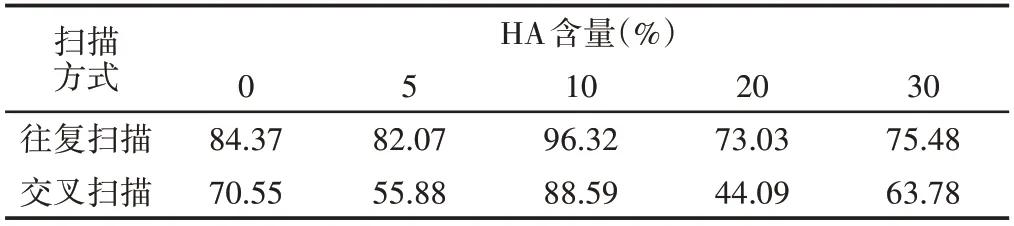
表3 不同工艺参数打印试件的弯曲强度(MPa)Tab.3 Bending Strength of Printed Specimens with Different Process Parameters(MPa)
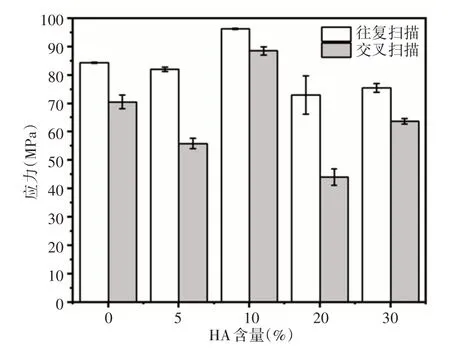
图7 HA含量与试件弯曲性能的关系Fig.7 Relation Between HA Content and Bending Performance of Specimens
通过往复扫描方式3D打印制备的纯PLA 试件在三点弯曲试验过程中可以看出,试件达到屈服极限后在试验过程中一直未出现断裂现象,仅发生塑性变形,试件表现出良好的塑性特点,测试后的试件,如图8(a)所示。而添加HA 颗粒后的试件塑性降低,致使所有添加HA颗粒的试件在三点弯曲试验过程中较早的出现明显的断裂破坏现象,测试后的试件,如图8(b)所示。
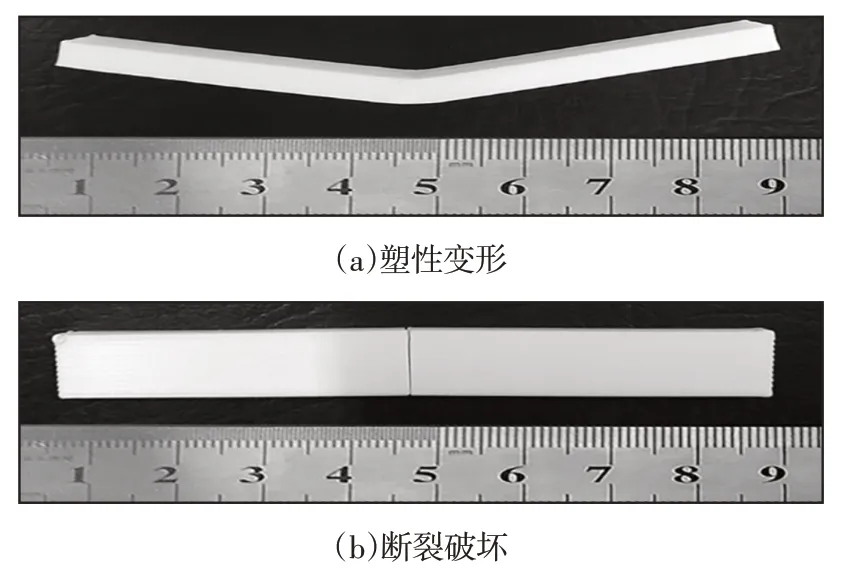
图8 经测试后的弯曲试件Fig.8 Bending Specimen after Test
4 结论
(1)当3D打印制备试件采用交叉扫描方式,HA含量为10%时,试件的抗拉强度在试验分组中最大,为54.90MPa。试件在较小抗拉强度下就被拉断,没有出现明显的屈服和缩颈现象。
(2)当3D打印制备试件采用往复扫描方式,HA含量为10%时,试件的抗弯强度在试验分组中最大,为96.32MPa。在HA含量相同条件下,采用往复扫描方式制备试件的抗弯强度总是高于交叉扫描方式制备试件的抗弯强度。3D打印扫描方式为往复扫描的纯PLA试件在试验中达到峰值应力后只发生弯曲变形而未断裂,而添加不同含量的HA颗粒后,试件在试验过程中达到峰值应力后出现断裂破坏,说明HA的添加降低了PLA的韧性。
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
今日农业(2021年12期)2021-11-28
林业机械与木工设备(2021年10期)2021-11-04
粉末冶金技术(2021年3期)2021-07-28
兰州理工大学学报(2021年2期)2021-05-10
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
宇航材料工艺(2020年3期)2020-07-24
模具制造(2019年7期)2019-09-25
初中生世界·八年级(2019年6期)2019-08-13
宇航材料工艺(2019年3期)2019-07-23
