柔性生产线设备选型与设计要点
2022-12-12 10:41陈榜田恺肖熙宋旭
中国设备工程 2022年22期
陈榜,田恺,肖熙,宋旭
(1.中国航发航空科技股份有限公司;2.中国航空规划设计研究总院有限公司,北京 100032)
1 柔性制造系统定义与特征
柔性制造系统(Flexible Manufacturing System,FMS)出现在20世纪60年代,英国莫林斯(Molins)公司开发出的“Molins System-24”被认为是世界上第一个柔性制造系统。当前,对于柔性制造系统几种比较主流的定义,如表1所示。
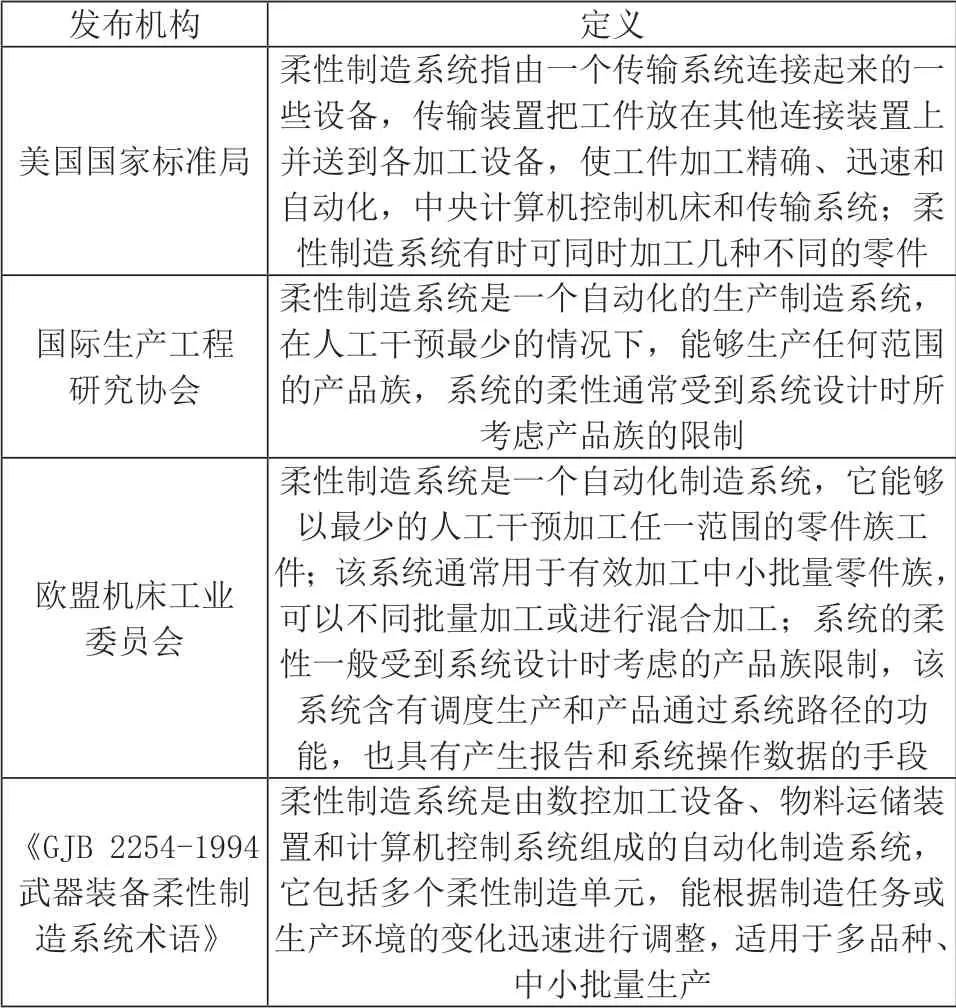
表1
通过上述不同的描述可知,柔性制造系统具有以下特征:(1)从功能上看:柔性制造系统能够实现自动制造、自动交换工件、自动换刀、自动输运输、自动存储生产资源、自动故障监视与报警、作业计划与调度等功能。(2)从使用范围上看:适用于多品种小批量生产模式,当产品品种或批量变化时,无需变动基本的制造设备,只需更改执行层和控制层的相关信息,更换相关刀具和夹具,即可完成新的生产任务。(3)从建设目的上看:建设柔性制造系统,主要目的是节约人力、提高设备利用率、提升产品质量稳定性与一致性。
2 柔性制造系统的运行流程
机械加工柔性制造系统,多采用数控加工中心作为“主机”,并配置有装卸站、托盘缓冲站、托盘交换器、搬运机器人、中央刀库、刀具运输装置、工具自动交换装置等。典型柔性制造系统的运行流程如下。
(1)人工在人工装卸站,按照管控软件提示,将毛坯安装在托盘上,装卸站送料机构将带有工装的托盘送入线内。(2)工件搬运机器人将托盘放入缓冲区库位。(3)根据管控软件调度指令,工件搬运机器人将带有工件的托盘搬运至机床,并自动定位夹紧。(4)根据加工需求,中央刀库调出合适的刀具并自动装刀。(5)检验就绪后,机床执行加工程序。(6)加工完成后,工件搬运机器人将带工件托盘搬运至冲洗、测量设备。(7)完成测量后,工件搬运机器人将带工件托盘放入缓存库位。(8)待装卸工人就位后,工件搬运机器人将带工件托盘送至人工装卸站,由工人拆卸零件。典型柔性制造系统运行流程如图1所示。
从上述工作流程可以看出,柔性制造系统内主要包含以下几类工艺设备:数控加工设备、加工辅助设备、仓储物流设备和管控软件。
3 柔性制造系统工艺设备选型
3.1 数控加工设备
相比于单机生产的数控加工设备,柔性制造系统中的数控加工设备,其选型要点包括以下几点:(1)加工性能。①复合加工功能:柔性制造系统中的数控机床需要适应多种不同零件的加工,因此要求机床具有较强的复合加工功能。通常采用车铣、铣车复合加工中心。②加工精度和加工范围:柔性制造系统自动化生产中的工件交换依靠零点定位装置,在设备选型时,需要考虑快换工装的累积误差,选择精度更高的设备,同时,对设备的加工精度保持性要求很高;在加工范围方面,快换工装、可编程自动液压工装的体积相比传统工装大很多,因此在数控机床选型时,加工范围相较零件单机状态的同类机床常需扩大一个规格。
(2)数控系统。①开放性:柔性制造系统是多种工艺设备的集成,设备与管控软件间需要通讯的数据种类多、数量大,对数控系统的开放性要求很高。②冲突机制:对于机床数控系统NC来说,需要实时接收解析柔性制造系统管控软件传递的指令;对于机床数控系统PLC来说,不仅执行自身NC传递的指令,还需执行柔性制造系统PLC主站发出的指令。这就需要数控系统设计合理的冲突机制和中断机制,保证系统整体运行完整。③运算性能:柔性制造系统要求数控系统配备更为强大的CPU和更大的内存,具备较高的运算性能,在实时状态上传和指令下达接收过程中不影响加工程序执行。
(3)刀具系统。①大容量刀库/中央刀库:柔性制造系统中的加工中心需要承担多种零件混线加工的任务,所需的刀具种类相应增多;另一方面,为了实现较长时间(8~24h)无人值守的生产要求,需要配置更多数量的刀具,机床通常需要配置更大容量的刀库,以保证系统稳定高效运行。②刀具预调信息读取功能:在柔性制造系统中,为减少人工干预,通常采用数字化对刀仪将刀具对刀结果写入刀柄RFID芯片中,工人将刀具装入机床刀库时,通过机床刀库的RFID读头将芯片内写入的刀具编号和刀补信息传递给数控系统,并由数控系统向上反馈给柔性线管控软件。③机内对刀功能:主要是为了在无人或少人值守状态下的加工过程中,实现对刀具的健康管理,包括刀具寿命管理和断刀监控两部分。
(4)工装系统。①零点定位工装:工件交换是柔性制造系统必备的功能。在柔性制造系统中,实现工件交换的方法是采用基于零点定位技术的快换工装,如图2所示。②可编程自动液压工装:可编程控制工装是扩展机床加工能力的有效手段。采用可编程自动液压工装,可将工装动作编入NC程序中,可实现在走刀执行过程中工装自动避让,提高复杂性,如图3所示。
3.2 检测设备
对于柔性制造系统,除数控机床设备外,常集成进线的主要是三坐标测量机,并配套测量前所必须的清洗设备。柔性制造系统中的三坐标测量机选型,除了常规的精度、测量范围选择外,还需对温湿度控制、工装接口、软件接口等方面进行一定的定制。
3.3 仓储物流设备
(1)工业机器人。工业机器人用于工件托盘搬运,是线内物流实现的核心。工业机器人种类繁多,机械加工柔性制造系统中常用的工业机器人包括关节式、桁架式和堆垛式机器人三类。如图4。
(2)缓存库。缓存库是柔性制造系统中工件托盘存放的关键设备。每个库位有唯一编码标识,并设计有接近开关以及RFID读取器,可实时感知物料的储存位置、数量、状态(空工装、毛料、半成品、成品)等信息,并通过PLC传递给上位控制系统。常用的缓存库形式包括货架型、平台型、回转型和三种。
3.4 管控软件
管控软件是柔性制造系统的大脑,也是柔性制造系统中重要的组成部分。管控软件能够对接到上位系统(MES/ERP/CAPP等)信息、接收下位系统(PLC)反馈结果,通过整理、分析、计算、生成指令、指令分发一系列处理,实现系统整体的自动运行,通过管理、协调和控制各种资源运行及集成控制,从而提高生产效率,并且能够直观的掌握生产运行状态。管控软件通常为非标设计,其设备主要技术指标为各种功能。典型的柔性制造系统管控软件主要功能包括以下几个方面:
(1)计划管理:用于辅助计划人员执行柔性制造系统内加工的零件与工序的计划排程,主要包括计划管理、任务管理、需求分析、任务下发、任务检查等功能。(2)机内协同:主要起到在任务进行中的实时监控与管理作用。通过软件管控柔性制造系统生产过程中的毛坯准备、工装装卡、物流上下料、机加执行以及出线卸装相关的任务信息。(3)物流管理:是柔性制造系统快速高效、安全可靠运行的重要辅助模块,是决定整个产线能否正常序运行的关键组成部分之一。主要针对生产线夹具缓存区进行管理,管理对象包括毛坯、半成品、成品及报废工件。(4)刀具管理:刀具编码管理,通过与线外刀具管理系统的信息集成,实现刀具编码及对应刀具规格参数(包括刀具材料结构参数、刀具对应工序信息、刀具供应厂家信息等)的信息管理与应用,全面记录每一把刀具对应的规格参数信息。(5)设备管理:实现设备基本信息管理,通过导入、交互输入等方式,实现设备编码、规格参数(包括设备类型、加工精度、设备供应商等)、使用记录、电子保养手册、备件信息及检修维护信息(故障次数、故障类型、保养记录、维修记录等)的继承应用,支持设备基本信息可视化查询及相关管理业务功能。(6)业绩管理:在管控系统数据采集与数据集成的基础上,形成产线业绩指标体系、建立权责机制,构建自上而下的体系化业绩指标监管工具,通过多终端交互的方式,以图表、报表的形式展示生产管理绩效,并支持及时推送异常告警信息至指定责任人。(7)资源管理:管理整个生产线制造资源,包括数控机床、工装、工件、刀具等内容。主要功能包括每种资源的录入和移除、资源位置和状态、资源历史信息以及针对各类型资源的可以进行的独立操作等。(8)系统管理:集中化管理应用的不同环境,不同集群的配置,并集中管理任务过程中产生的系统日志,和系统支撑数据。主要包括人员数据(工作人员姓名,职位等基本信息)、权限数据(编辑相应人员的具体权限)、日志数据(接口日志、系统操作日志、数据采集日志、告警日志等)、接口服务(对第三方接口进行启用/操作开关、ERP/MES/CAPP等系统的开关)、系统配置、数据源配置等。在管控软件非标设计过程中,应把握上述关键功能,避免缺失与遗漏,造成产线运行的问题。
4 结语
本文在机械加工柔性制造系统的定义、特征、运行逻辑与组成等进行分析的基础上,研究关键组成的工艺设备选型要点,以及集成关键技术,对柔性制造系统规划建设形成支撑。
猜你喜欢
汽车工艺师(2022年9期)2022-10-09
模具制造(2022年5期)2022-06-27
仪器仪表用户(2022年4期)2022-04-01
装备维修技术(2020年10期)2020-11-19
家庭影院技术(2020年4期)2020-05-21
山东工业技术(2016年15期)2016-12-01
Coco薇(2015年10期)2015-10-19
智能制造(2015年5期)2015-05-29
短篇小说(原创版)(2010年7期)2010-06-28
小小说月刊(2010年9期)2010-05-14