
基于Moldex 3D仿真分析的条状导轨变形优化与改善
2023-02-10 05:57王月
模具工业 2023年1期
王 月
(青岛海尔空调器有限总公司, 山东 青岛 266000)
0 引 言
注射成型中,由于不合适的塑件结构设计、模具设计、成型工艺等因素,会使成型塑件收缩不均匀,引发内部应力不均,使其出现各种可能的变形,导致塑件失效、尺寸误差与精度不足、装配困难等问题。
Moldex 3D作为行业内的注射方案仿真分析软件,伴随着注射行业不断发展也在逐步地迭代优化,目前在注射模开发的全流程过程中发挥重要作用。
1 塑件结构分析及问题描述
1.1 塑件结构分析
塑件为条状导轨,如图1所示,结构形状较为简单,整体呈T字形,材料为PP+TD20%。塑件上有2个螺钉孔,螺钉孔周围布置有一定数量的定位筋,用于后续塑件在使用和装配过程中的固定。该塑件的主要功能是过滤网拆装时的导向与过滤网的固定,塑件最大外形尺寸为188.0 mm×25.2 mm×8.0 mm,各个区域料厚如图2所示,主体料厚为2.5 mm,筋条料厚为1.8 mm。

图1 条状导轨
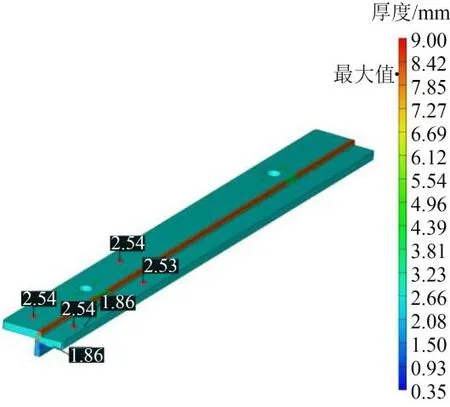
图2 塑件壁厚
在成型要求方面,塑件在脱模方向变形量不能过大,因为过大的变形量会诱发装配、精度、噪音等问题,脱模方向的变形量要求<1.0 mm。
1.2 问题描述
成型塑件的模具为普通流道模具,浇口类型为潜伏式牛角浇口,尺寸为1.6 mm×0.8 mm,型腔布局为1模2腔,如图3所示。经过调试,在获得稳定的塑件状态后也获得了稳定的注射参数,工艺参数汇总如表1所示。
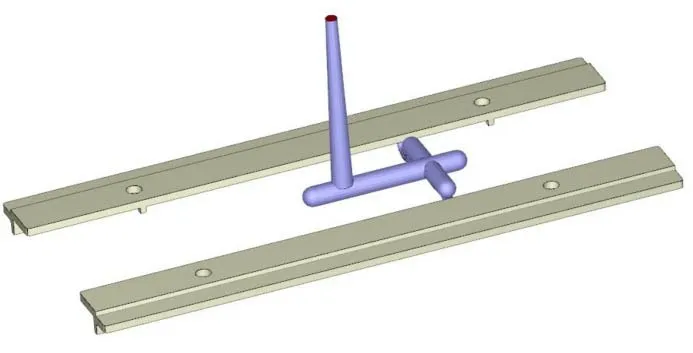
图3 型腔布局及浇注系统

表1 注射工艺参数
完成初次试模后,将塑件在常温条件下放置48 h,观察并测量其Z方向的变形趋势及变形量,如图4所示,塑件两端呈翘曲变形趋势,将其反向放置在水平平台上,采用塞规测量实际变形量,约为1.95 mm,超出了要求的变形量,无法投入使用。为实现塑件快速投产和节约生产成本,借助仿真分析方法对塑件进行变形模拟,分析其变形原因、机理及优化方向。

图4 塑件变形
2 仿真还原与机理分析及方案探究
2.1 仿真还原
为确保仿真优化设计的准确性及参考价值,首先需要将塑件按照实际试模情况通过Moldex 3D模流仿真分析软件再现,随后结合改善方向予以优化设计。将导轨与浇注系统共同在软件中建模,完善模型直至符合软件的分析要求,随后按照软件的操作步骤与要求完成网格、材料、成型条件、计算参数等边界条件的一系列设定,最后执行仿真分析。
在软件中编辑成型条件时,工艺参数按实际试模进行设定,如表2所示。模拟分析后塑件的变形结果如图5所示,脱模方向(Z方向)变形趋势与实际变形趋势一致,其Z方向分析变形数值为1.74 mm,与实际测量变形数值接近,可以判定仿真结果准确并有可靠的参考价值。
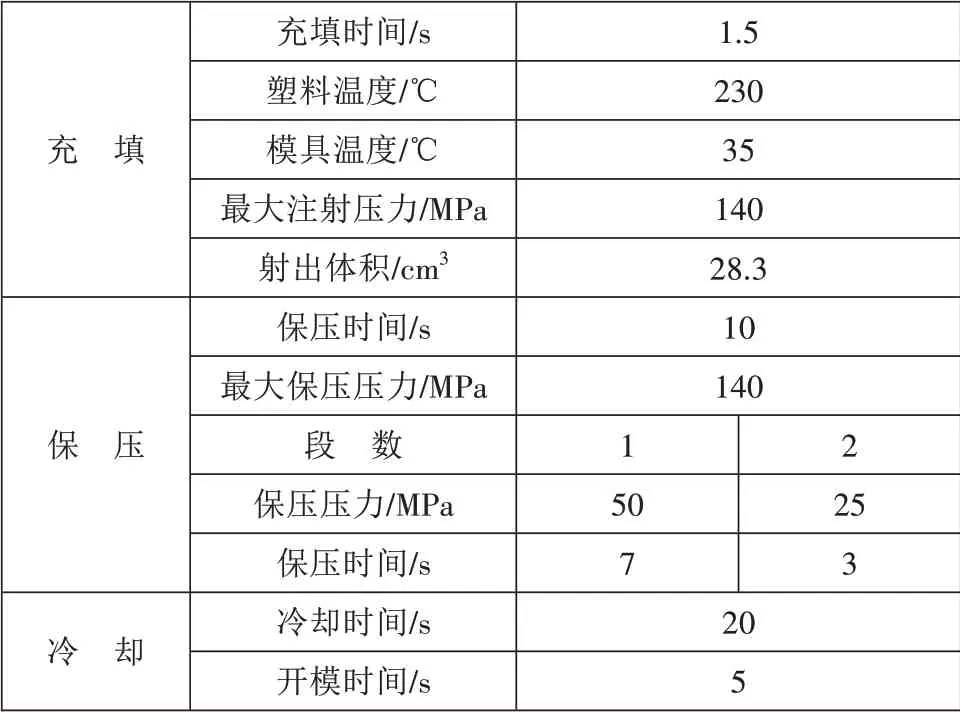
表2 工艺参数设定
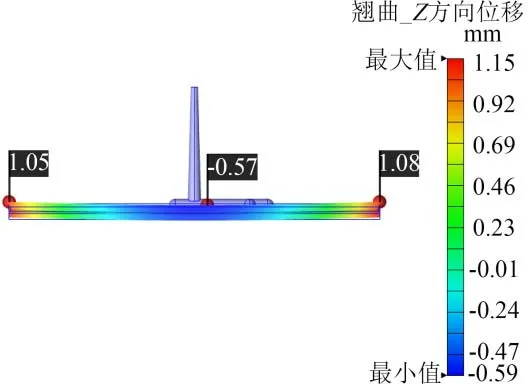
图5 脱模方向变形
2.2 机理分析
最终模具内成型塑件偏离设计形状的失真现象主要是由于收缩不均匀导致,塑件收缩、变形受到整个开发过程中各个因素的影响,如塑件结构设计、材料种类、模具类型、注射工艺等,各个阶段的因素对变形均会有不同程度的影响。
从仿真结果中查看该塑件从高温高压状态冷却至常温常压状态的体积百分比变化,即最终推出时的体积收缩率,如图6所示,塑件上端面体积收缩率较大,筋条位置的体积收缩率较低,上端面平均体积收缩率为3.7%左右,筋条平均体积收缩率为2.8%左右,二者差异大约在0.9%左右。收缩率大的区域会产生更大的应力,导致塑件朝上端面发生翘曲变形。
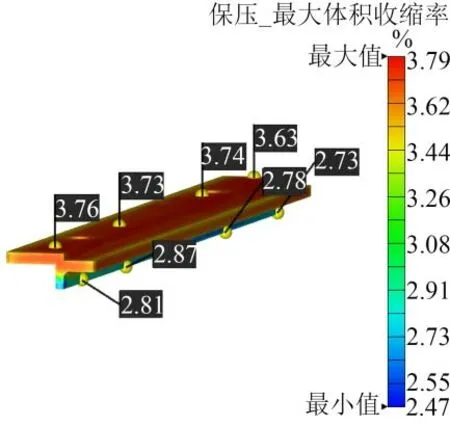
图6 体积收缩率
从热量角度分析,塑件完成冷却时的切面温度如图7所示,上端面温度较高,筋条温度较低,温差大约14 ℃左右。厚的端面区域相对于薄的筋条区域更能保持注射过程中产生的热量,当薄的筋条区域已经固化达到尺寸的稳定状态时,厚的区域仍然在进行冷却与收缩的过程,导致塑件推出后的变形。

图7 切片温度
2.3 方案探究
由于成型该塑件的模具已经制造完成,模具类型及浇注系统已经确定,为节省成本,优化设计暂不考虑更改模具结构。此外,由于塑件各类试验及其应用环境的限定,其材料也不进行更改。结合上述2点,考虑从塑件结构更改和注射工艺方面进行方案优化。
首先针对注射工艺,在不改变已经确定的工艺参数的前提下,优化方案从冷却水路的温度调节予以制定。针对塑件结构更改,考虑从2个方向予以制定优化方案:①改善塑件不同区域的体积收缩,尽量保证各个区域收缩的均匀性,减小其收缩差;②增加塑件刚度,使其能够抵抗由于不均匀的收缩而产生的收缩应力。
3 优化设计及仿真验证
根据上述分析与探究,再结合塑件结构、使用及功能特点,初步设计了5种优化方案:①动、定模冷却水路温度调整;②增加塑件筋条厚度;③减小塑件上端面厚度;④增加筋条高度;⑤在塑件上端面增加对称筋条。针对这5种方案分别建立对应的分析模型,使用Moldex 3D软件的分析模块进行分析,从脱模方向变形量分析结果出发,结合原方案分析结果进行如下对比。
3.1 方案1模拟分析
塑件的成型温度条件如表3所示,冷却水路建模如图8所示,结合模具现有水路设计及材料对模具温度范围控制要求,设置动模温度高于定模温度,以期改善塑件不同区域的收缩量。在该方案中动模水路设定为45 ℃,定模水路设定为25 ℃,结合体积收缩率、温度、脱模方向变形等分析结果查看该方案塑件的具体情况,判断其优化方案的可行性。
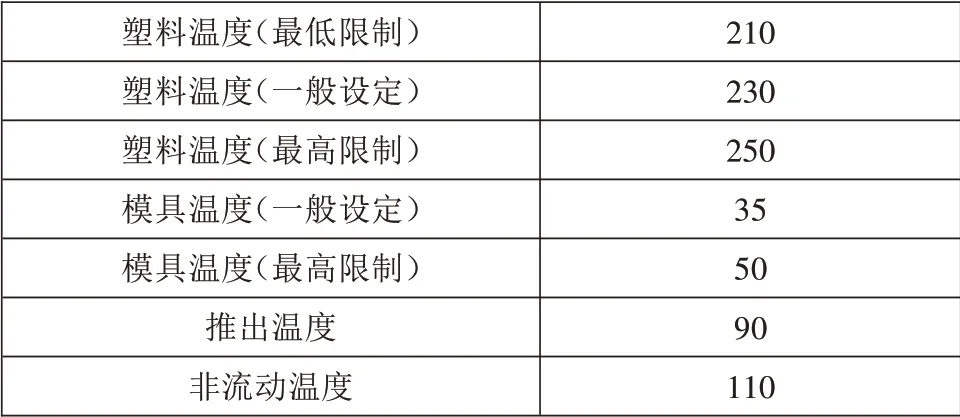
表3 成型温度条件 ℃

图8 冷却水路建模
塑件脱模方向(Z方向)变形趋势及变形量如图9所示,与原方案变形趋势一致,变形量为1.51 mm(最大变形数值需要将正值和负值相加,因为两端翘中间凹,变形为二者综合效果),较原方案有一定改善,但未能达到塑件允许的变形量要求。塑件体积收缩率如图10所示,上端面的体积收缩率与筋条体积收缩率差异有一定程度的减小,约为0.7%。冷却完成后塑件不同区域的温度切片分布如图11所示,上端面区域和筋条区域的温度差异仍较大,较原方案无明显变化。这说明该方案对收缩均匀性有一定改善,但效果不明显。
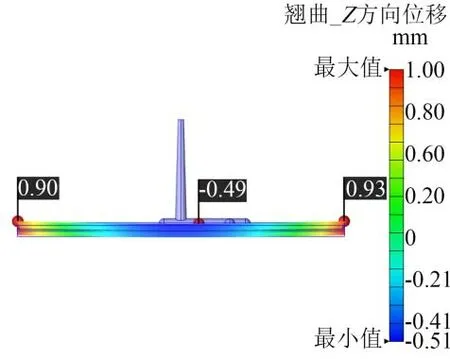
图9 方案1脱模方向变形
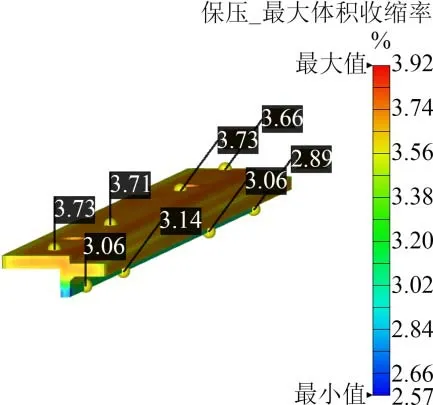
图10 方案1体积收缩率
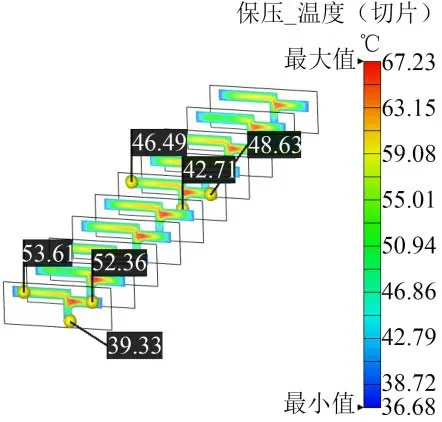
图11 方案1温度分布
3.2 方案2模拟分析
方案2的建模如图12所示,将塑件动模侧筋条在原方案基础上加厚0.5 mm,以均衡不同区域的收缩。同时查看与该塑件尺寸相关的装配位置,确认该筋条壁厚修改0.5 mm对整体装配无干涉。与方案1相同,结合相关分析结果判断方案效果。

图12 方案2塑件厚度
塑件脱模方向(Z方向)变形趋势及变形量如图13所示,与原方案变形趋势一致,其变形量为0.95 mm,较原方案有明显改善,而且达到了塑件允许的变形量要求。塑件体积收缩率如图14所示,上端面体积收缩率与筋条体积收缩率差异大幅减小,仅为0.3%左右。冷却完成后塑件不同区域的温度切片分布如图15所示,上端面区域和筋条区域对应位置的温度差异也有明显减小,约为5 ℃,说明该方案从收缩均匀性方面有效地实现了控制变形的目标。
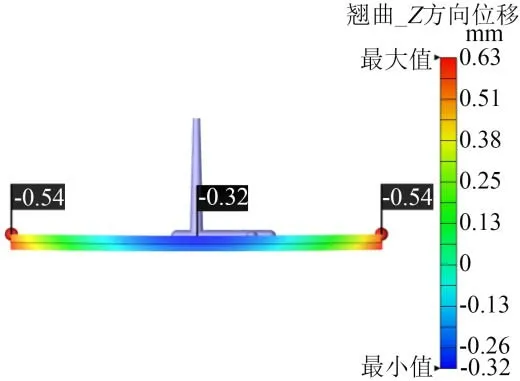
图13 方案2脱模方向变形
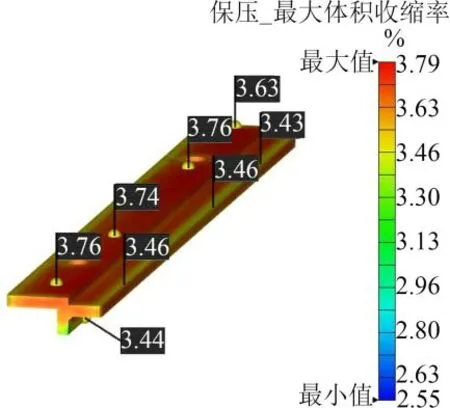
图14 方案2体积收缩率
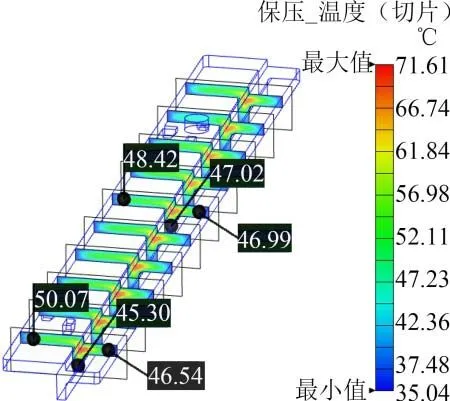
图15 方案2温度分布
由于料厚的增加,塑件芯部温度也有了一定上升,相较原方案约有10 ℃的上升,导致塑件的冷却时间增加,但是该部分冷却时间可以放在塑件推出以后,塑件冷却到推出温度的时间变化不大,对周期的影响可以不予考虑。另外,由于动模侧成型塑件料厚的增加,可能会引起收缩痕的增大,通过图16所示的分析结果对比,二者差异不大,均在可接受范围内。
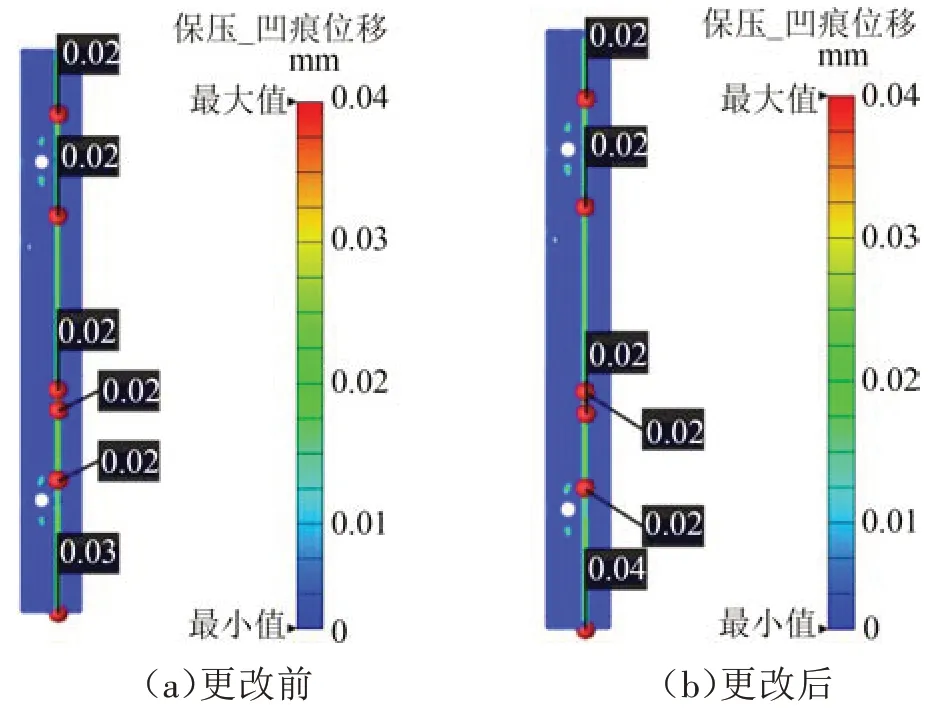
图16 收缩痕对比
3.3 方案3模拟分析
方案3的结构修改及建模如图17所示,将塑件在定模侧的成型平面减薄0.7 mm,以均衡不同区域的收缩差异。由于装配螺钉的壁面有厚度限制,无法减薄,仅能减薄部分区域。塑件脱模方向变形趋势及变形量如图18所示,与原始方案变形趋势一致,其变形量为1.53 mm,较原方案有所改善,但未能达到塑件的变形量要求。
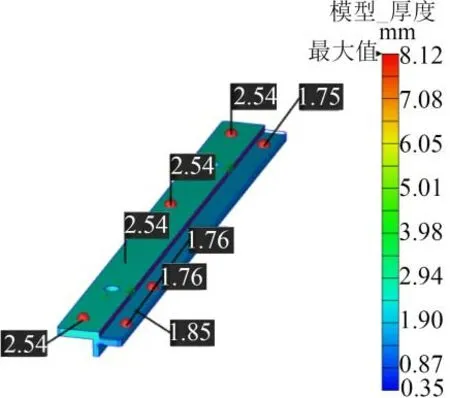
图17 方案3塑件厚度
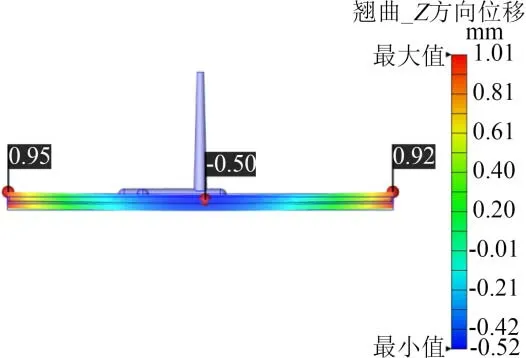
图18 方案3脱模方向变形
塑件体积收缩率结果如图19所示,上端面料厚减薄区域的体积收缩率与筋条体积收缩率差异大幅减小,仅为0.4%左右,但是料厚未减薄部分的体积收缩率与筋条区域的体积收缩率差异仍较大,约为1.0%。
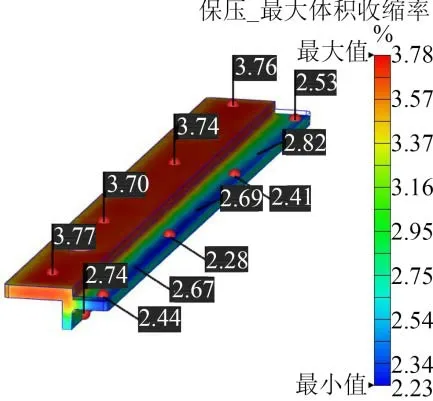
图19 方案3体积收缩率
冷却完成后塑件不同区域的温度切片分布如图20所示,料厚减薄的端面区域和筋条区域的温度差异减小明显,约为1 ℃,但是料厚未减薄区域的温度与筋条区域仍然有14 ℃左右的差异。这说明该方案仅使塑件局部收缩改善,受限于结构限制,未能彻底改善整体问题。

图20 方案3温度分布
3.4 方案4模拟分析
方案4的建模如图21所示,将塑件在动模侧成型的筋条在原方案基础上加高3.0 mm,以增加其刚性,同时查看与该尺寸相关的装配位置,确认对塑件整体装配无干涉。塑件脱模方向变形趋势及变形量如图22所示,与原方案变形趋势一致,其变形量为1.68 mm,较原方案有一定改善,但未能达到塑件允许的变形量要求。
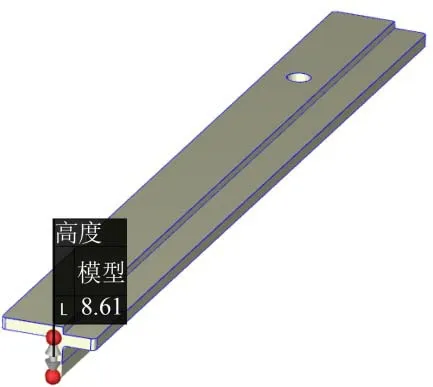
图21 方案4塑件更改后筋条高度
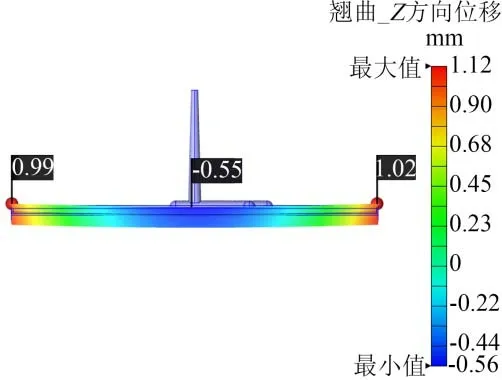
图22 方案4脱模方向变形
塑件体积收缩率如图23所示,由于塑件料厚未发生变化,上端面的体积收缩率与筋条体积收缩率差异与原方案基本无变化,约为1.0%。冷却完成后塑件不同区域的温度切片分布如图24所示,上端面区域和筋条位置的温度差异仍然较大,约为14 ℃。从体积收缩率与温度分布结果来看,该方案对塑件收缩无改善,只是改善了塑件的刚性。

图23 方案4体积收缩率
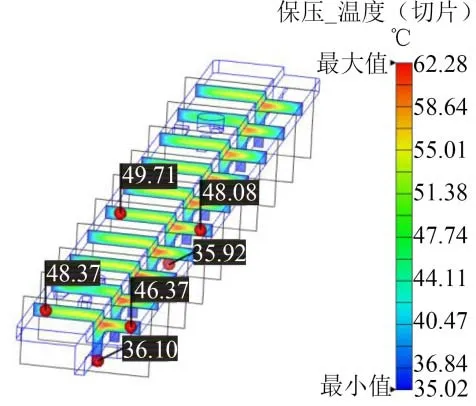
图24 方案4温度分布
3.5 方案5模拟分析
方案5的建模如图25所示,在塑件上端面增加1条筋条,高度与原筋条一致,由于位于定模侧成型,考虑脱模的顺畅,设计了一定的拔模角,以此来增加塑件刚性。同时查看与该处相关的装配位置,确认在增加对称的筋条后对塑件整体装配无干涉。
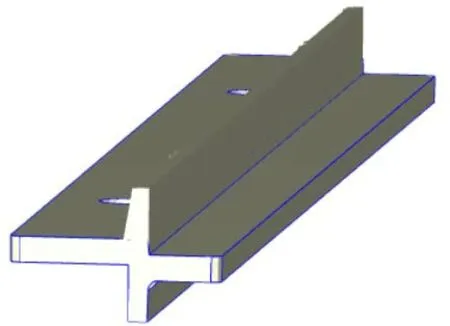
图25 方案5塑件修改后模型
塑件脱模方向变形趋势及变形量如图26所示,与原方案变形趋势一致,其变形量为0.27 mm,较原方案有明显改善,而且达到了塑件的变形量要求。塑件体积收缩率如图27所示,不同区域收缩率差异无较大变化,约为0.9%。冷却完成后塑件不同区域的温度切片分布如图28所示,由于料厚未发生较大变更,不同区域温度差异约为10 ℃。从体积收缩率及温度分布结果来看,该方案对塑件的收缩无较大改善,可以判断其变形量主要靠塑件的刚性保证。

图26 方案5脱模方向变形
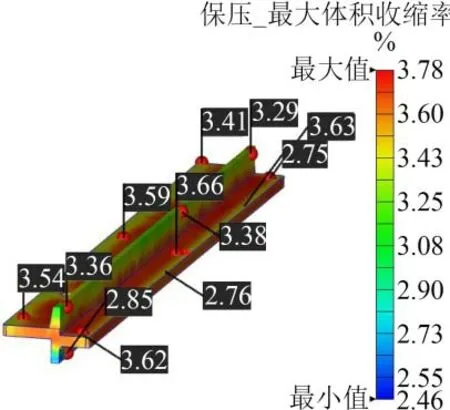
图27 方案5体积收缩率
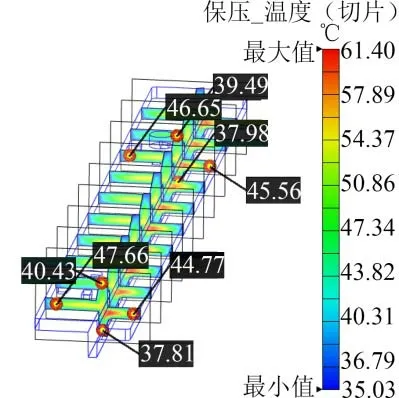
图28 方案5温度分布
4 方案对比
根据以上5种优化设计方案的分析结果,再结合对应方案更改的加工量、成本、工时等因素进行汇总,如表4所示。虽然方案2与方案5的分析结果均达到了塑件的预期变形要求,但是方案5的更改成本高,加工难度也较大,故确定最终更改方案为方案2。
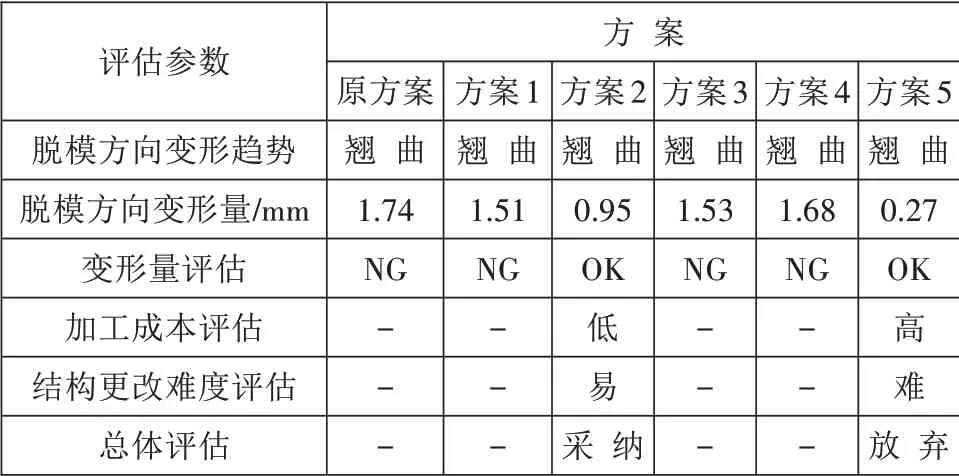
表4 方案汇总对比
5 试模验证
在完成上述仿真分析的还原、优化设计与验证后,按照最终确定的优化方案进行塑件更改,并试模验证。成型后的塑件在常温条件下放置48 h,观察并测量其Z方向变形,如图29所示,已看不到缝隙,无明显变形。将塑件反向放置在水平平台上,采用塞规测量其实际变形量,约为0.50 mm,达到了塑件使用要求。

图29 优化后的塑件
6 结束语
针对塑件变形,尤其是条状导轨塑件翘曲变形,改善其不同区域的收缩与提升刚性,均能够有效改善翘曲变形缺陷,获得合格的塑件。在确保塑件与其它零件装配无干涉的情况下,为优化变形、改善其不同区域收缩或者提升刚性有较多方法,但是优化方案的最终确定不能只考虑改善单项问题,还需要结合其它因素,如成本因素、实现难易程度、是否诱发其它问题等。
通过仿真分析,可以节省试模的成本,针对该条状导轨翘曲变形的问题,基于Moldex 3D软件的注射分析模块,首先还原问题,随后在此基础上验证多种不同优化方案,得到最优的解决方案。
猜你喜欢
机械制造与自动化(2022年4期)2022-08-18
强度与环境(2021年4期)2021-11-05
模具制造(2019年4期)2019-06-24
模具制造(2019年3期)2019-06-06
纤维复合材料(2018年4期)2018-04-28
科技与创新(2018年5期)2018-03-16
制造技术与机床(2017年5期)2018-01-19
装备制造技术(2017年11期)2018-01-15
制造技术与机床(2017年10期)2017-11-28
中央民族大学学报(自然科学版)(2017年2期)2017-06-11
