
贻贝高压水射流清洗关键参数建模及试验
2023-02-25 13:13袁跃峰王佳胜
渔业现代化 2023年1期
袁跃峰,谢 飞,王佳胜
(浙江海洋大学海洋工程装备学院,浙江 舟山 316022)
贻贝,是中国重要的养殖贝类之一,2020年中国贻贝养殖产量为88.6万t,约占全国贝类养殖产量的6%[1]。贻贝生长在浮游生物较多的近海海域,表面凹凸不平且有不规则生长纹路,易附着淤泥、藤壶、足丝基盘、碳酸钙沉积等污物,传统的清洗方式是使用自来水进行冲洗,贻贝表壳上附着的大量顽固异物无法得到去除,水产加工企业和消费者在加工食用前需使用硬质刷具刷洗,刷洗过程费时耗力[2-4]。洁净的贻贝表壳既能为后续精细加工提供卫生条件,也可在一定程度上提高消费者的感官评价和购买意愿。
高压水射流清洗技术具有清洗效率高、成本低、节水、节电等优点,在发达国家已经成为主流清洗方式[5]。Kermanpur等[6]对喷嘴的入射角度、射流压力、靶距和流量对射流打击力的影响进行了分析。Anirban Guha等[7]捕捉到了射流边界的空气夹带过程,并建立了评估临界和最佳靶距的理论模型。孙跃[8]研究了射流清洗参数与海参受力状态的关系,为海参清洗工艺参数的设计提供了依据。但在贝类清洗领域,高压水射流清洗参数对贝壳清洗效果影响的研究未见有文献报道。
本研究使用高压水射流清洗试验平台,以射流压力、靶距、入射角为变量,射流打击力和射流冲击压力为评价指标,研究各变量对贻贝表壳清洗效果的影响。通过多因素组合试验所得数据建立相应的数学模型,使用Box-Behnken多因素响应面优化出各项清洗参数的最佳组合可为贻贝等相关贝类原料清洗设备的设计提供理论基础和数据参考,在水产贝类清洗领域具有一定的指导意义。
1 高压水射流理论分析
1.1 扇形喷嘴射流结构
扇形喷嘴可将柱形聚拢射流水分割成扇形射流束,射流终端为狭窄带状,覆盖面积大,清洗效率高,广泛应用于工业清洗领域[9-10]。图1为扇形喷嘴射流的流场分布图,根据射流特性可分为自由射流区、冲击区、壁面射流区、水雾区[11-13]。冲击区水的质量分数最高,压力损失最小,该区域是进行表面清洗的主要区域[14]。
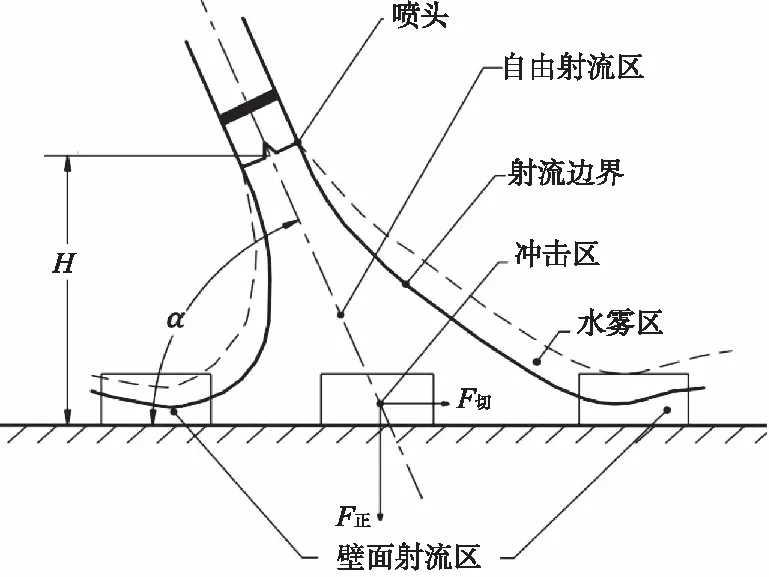
图1 高压水射流流场分布示意图
为保证清洗效果,提高清洗速度,射流中心线与目标清洗壁面通常存在入射角α则射流中心线的打击力可分解成垂直于壁面的法向力F正和平行于壁面的切向力F切。清洗过程中,F正起主要作用,主要负责渗透、破碎壁面的污物,F正小于污物剥离的临界值时,射流只能掠过冲击壁面,无法有效冲蚀污物[15-17]。F切对污垢起切削作用,当喷嘴相对目标靶面呈一定角度移动时,适当的F切可使清洗更为彻底,也可使污物飞溅具有方向性。使用扇形喷嘴进行大量清洗试验,确定贻贝射流清洗的有效靶距均在300 mm以内,由于清洗靶距小,带有曲率的贻贝贝壳壁面对射流流动分布的影响可以忽略,贝壳表面清洗效果几乎不会受到影响[18]。
1.2 高压水射流清洗试验平台
整个试验系统包括射流系统、机械系统和测力系统三大部分。射流系统主要由高压泵、调压阀、扇形喷嘴、储水箱等组成。机械系统主要由螺纹导轨、靶距调节杆、入射角调节装置、贻贝夹持装置、防护壳等组成。测力系统由自制测力平台和PC端数据采集软件组成。试验系统如图2所示。
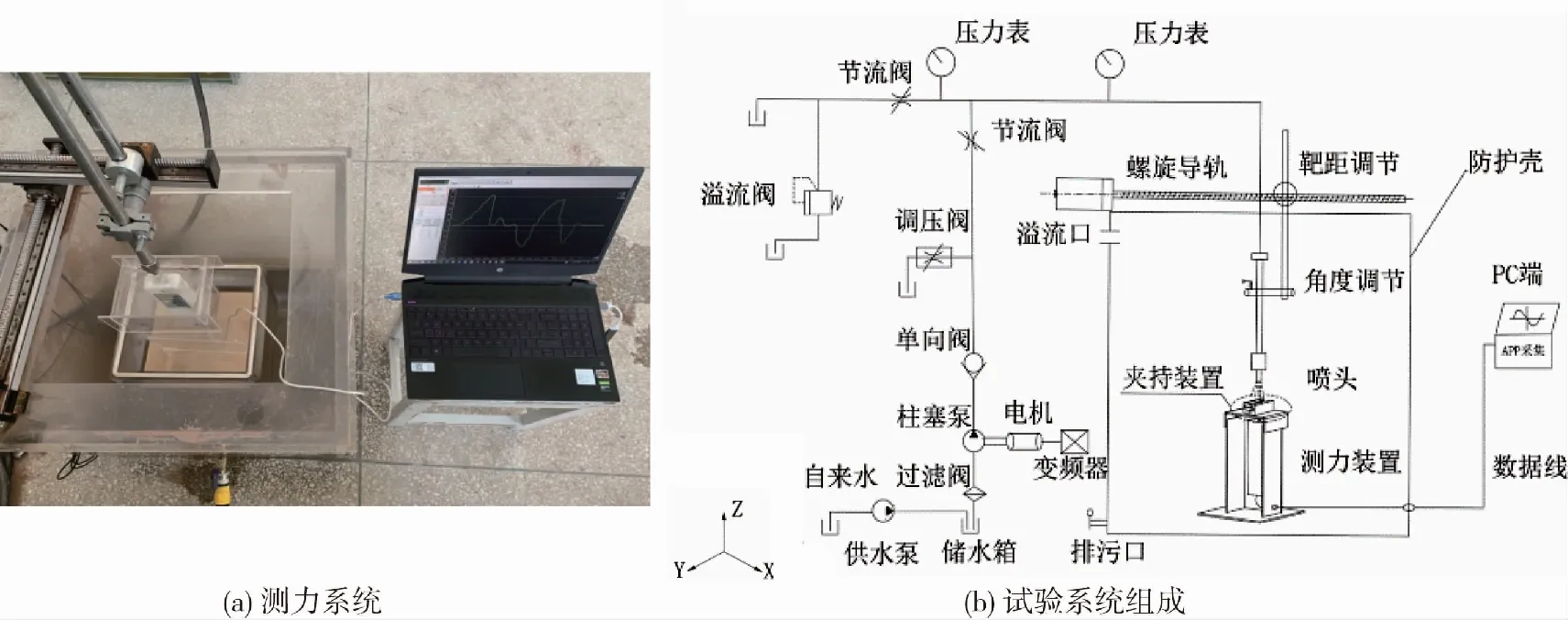
图2 试验系统
贻贝贝壳属生物陶瓷材料,夹持时极易破碎,因此需制作贻贝专用的夹持工具。根据胡静艳[19]和罗尔霖等[20]测绘拟合贻贝贝壳横截面的结果进行曲面建模,打印出贻贝专用夹具,以保证贻贝在清洗时的夹持稳定性。试验使用淡水作为清洗介质,柱塞式压力泵提供压力范围为0~50 MPa。喷嘴共有4个自由度,可实现在X、Y平面的前后、左右方向移动以及X、Z平面的上下方向移动;使用入射角调节装置,喷嘴还可在X、Z平面绕调节装置中轴进行0~45°范围内的摆动。
2 试验设计
2.1 多因素试验各项参数范围确定
2.1.1 射流打击力和射流冲击压力范围分析
贻贝贝壳由外套膜分泌钙化物形成,天然的分子或纳米聚合体结构赋予了贝壳较强的韧性和强度[21]。但经过验证,在高压水射流冲击瞬间,骤升的冲击压力易使贝壳表层剥离,并产生破坏性裂纹。使用拉压力试验机从壳高方向对贻贝贝壳进行承压试验,共进行10组承压试验,记录相同形变下的载荷数据,并将所得数据进行平均处理。贻贝贝壳承压试验如图3所示。
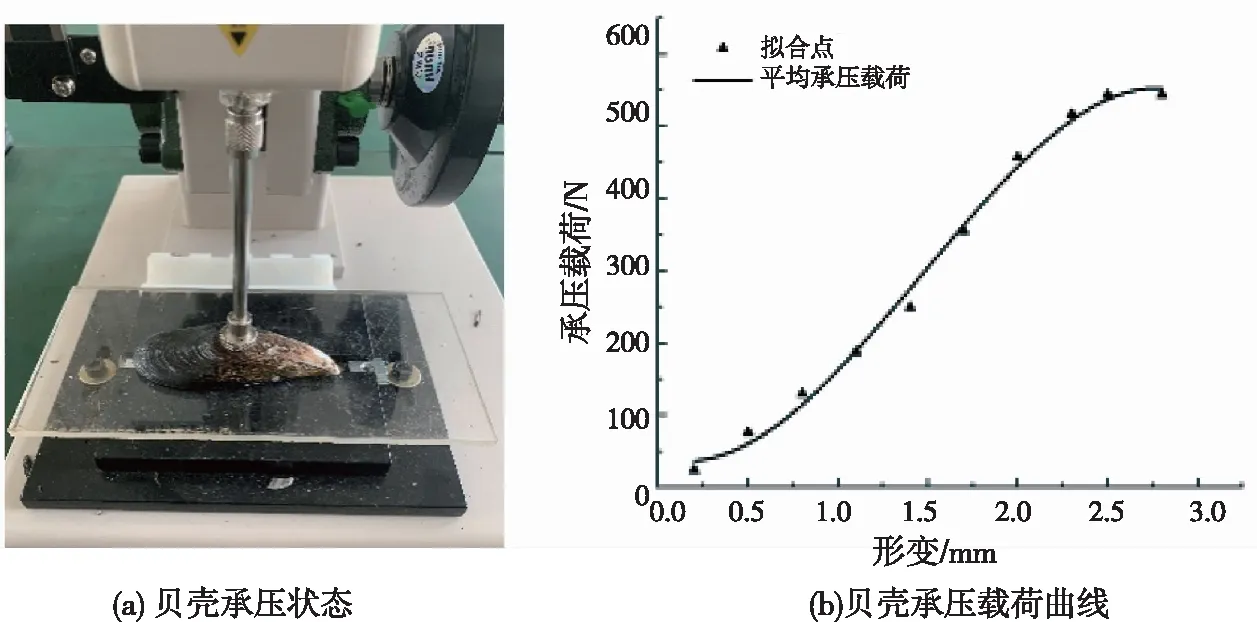
图3 贻贝贝壳承压试验
由图3可知,贝壳平均极限承压载荷在500~600 N之间,已知压头与贻贝接触表面积约为1.76×10-4m2,计算得出贻贝贝壳抗压性能约为2.84~3.4 MPa[22]。考虑到贝壳材料特性,射流冲击压力应小于贻贝整壳曲面的承压强度,因此,贻贝贝壳整体曲面所受射流冲击压力应小于2.84 MPa。
扇形喷嘴冲击到靶面的射流面积为:
(1)
式中:H为喷嘴出口到目标靶面的距离;φ为喷嘴的喷射角;δ为射流厚度方向的夹角,射流厚度方向的夹角较小,且不易测量,根据姜博文等人数值分析结果估算得出的角度在4~8°左右,不同扇形喷嘴δ的相差很小,在后续计算中均按照δ=5°计算[23-24]。
由动量守恒定理可得,喷嘴射流打击力Fs计算公式为:
(2)
式中:Δp为喷嘴内外两点的压力差,即射流压力,Pa;k1为射流到目标靶面的流速衰减,k1=0.55;k2为射流到目标靶面的流量损失,k2=0.6;为流体密度,kg/m3;Q为喷嘴的射流流量,L/min[25]。根据伯努利方程可推出喷嘴的流速,则喷嘴的射流流量为:
(3)
已知扇形喷嘴射流覆盖面积和射流打击力,则贻贝贝壳承受的射流冲击压力为:
(4)
式中:α为射流入射角。
2.1.2 靶距范围分析
根据贻贝贝壳受力形变的特点,射流沿壳宽方向进行冲击,为提高贻贝清洗效率,扇形喷嘴的有效喷射宽度需大于贻贝壳宽。以贻贝壳宽方向中点为喷射起点,则扇形喷嘴有效喷射宽度为:
(5)
经过前期对贻贝外壳尺寸的测量,贻贝壳宽平均尺寸为42.3±0.2 mm,即扇形喷嘴的有效喷射宽度W应大于或等于42.3±0.2 mm。市面上常见的扇形喷嘴喷射角度有25°、40°、50°、65°、80°。
各种喷嘴的射流宽度完全覆盖贻贝时所对应的最小靶距如表1所示。
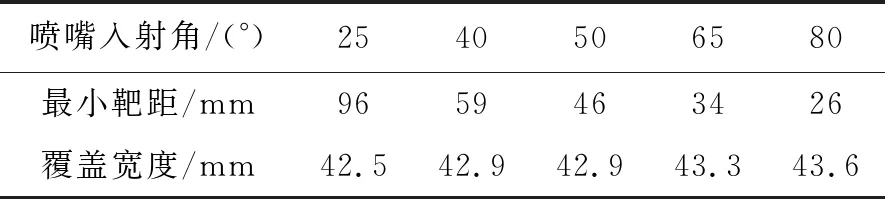
表1 各种喷射角对应的最小靶距
2.1.3 入射角范围分析
入射角试验范围主要由贻贝表壳的清洗效果、贝壳夹持的稳定性和后续清洗装置设计要求决定。适当大小的入射角可以使清洗更加彻底,也使得污物飞溅具有方向性,避免剥落的污物肆意飞溅,造成交叉污染。入射角过大,Fs在冲击靶面水平方向的分力F切较小,清洗效率将会降低;入射角过小,贝壳不易夹持,射流流场分布也会受到影响,Fs在冲击靶面法线方向的分力F正较小,清洗效果将会变差。
2.1.4 单因素高压水射流清洗试验
经过以上分析,通过控制单一变量来表征影响贻贝清洗效果的射流参数,并对贻贝表壳的清洗效果进行感官评价。
根据前面的理论推导,在下列参数下进行单因素试验:(1)P=1 MPa、6 MPa、11 MPa、16 MPa、21 MPa,H=90 mm,α=80°。(2)H=10 mm、50 mm、90 mm、130 mm、170 mm,P=9 MPa,α=80°。(3)P=9 MPa,H=90 mm,α=70°、75°、80°、85°、90°。单因素对清洗效果的影响如图4所示,
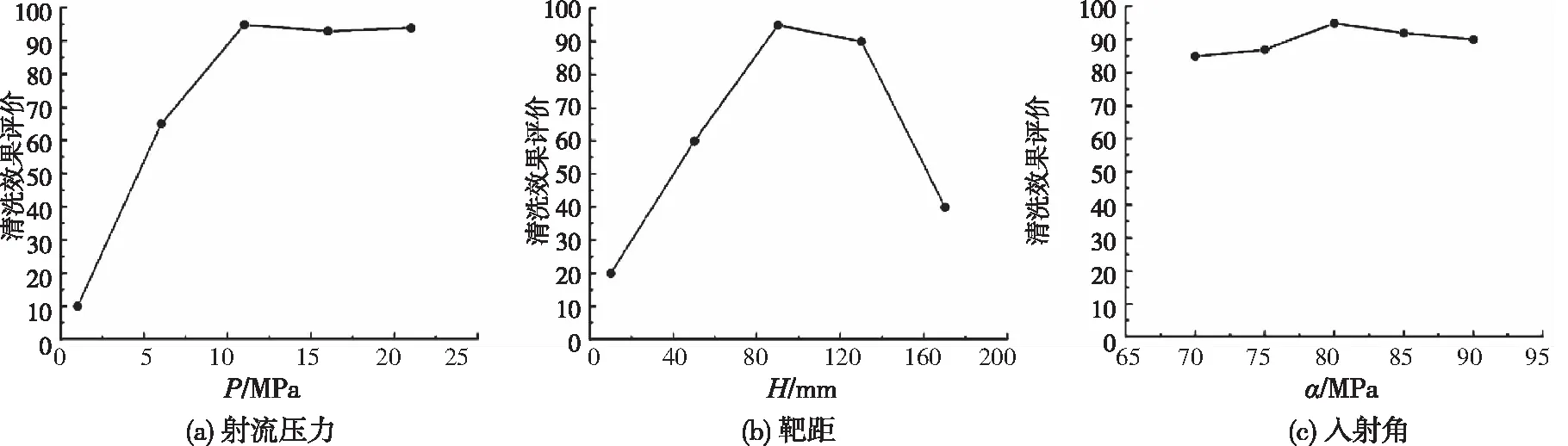
图4 单因素对清洗效果的影响
由图4a可看出,射流压力在11 MPa时,清洗效果评分基本达到峰值,射流压力继续增大,清洗效果改善不显著,射流压力选择11 MPa为宜;由图4b可以看出,靶距在90 mm时,清洗效果达到巅峰,故靶距选择90 mm为宜;由图4c可以看出,入射角在80°时,清洗效果最佳,入射角为90°时Fs=F正,水平方向的分力F切等于0,清洗效果不升反降,故入射角选择80°为宜。
最终确定在P=6~16 MPa、H=50~130 mm、α=75°~85°范围内进行多因素试验,优化射流清洗参数组合。
2.2 多因素组合试验设计及结果
多因素组合试验设计了射流压力、靶距、射流入射角3个因素,z1为射流压力P/MPa,z2为靶距H/mm,z3为入射角α/°。射流压力设计了3个水平,分别为16 MPa、11 MPa、6 MPa;靶距设计了3个水平,分别为130 mm、90 mm、50 mm;入射角设计了3个水平,分别为85°、80°、75°。根据Box-Behnken试验设计原理,对每个因素下的水平进行编码,因素水平编码如表2所示。
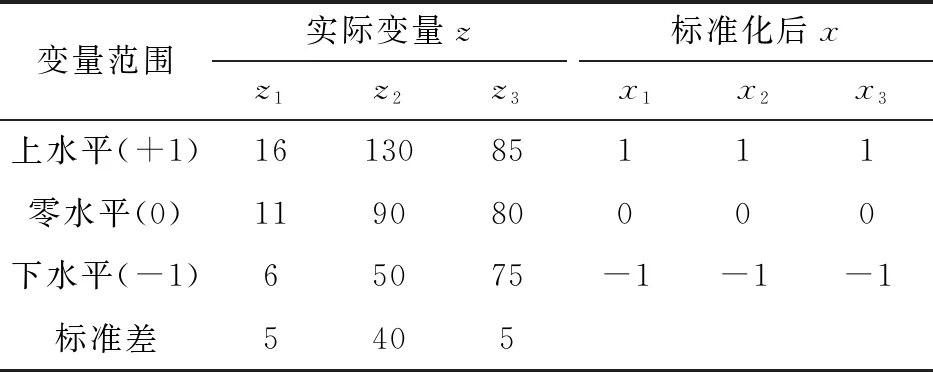
表2 因素水平编码表
射流打击力使用自制测力装置测得,由于射流面积无法直接测量,故射流冲击压力使用推导公式(4)计算。
试验及计算数据如表3所示。
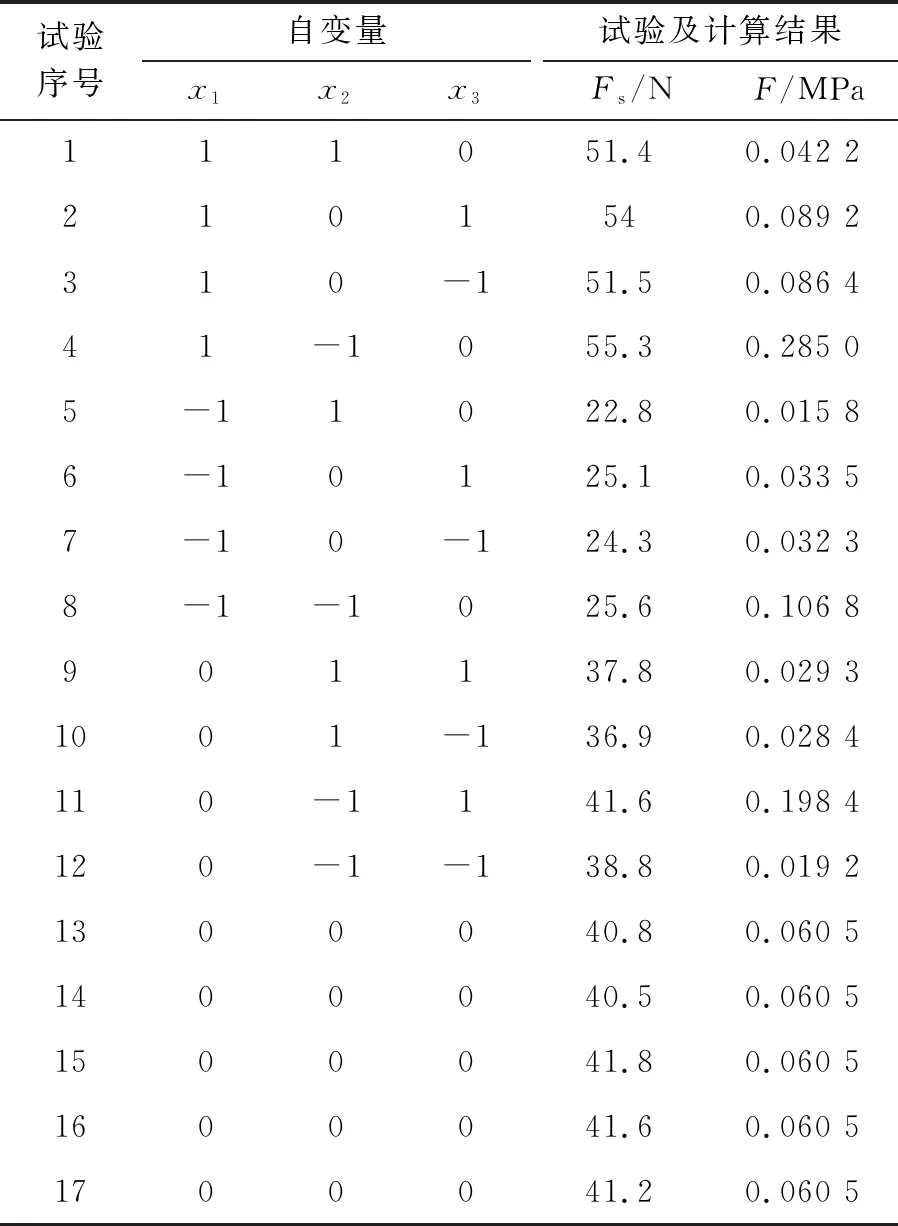
表3 Box-Behnken设计试验及计算结果
3 试验结果分析
3.1 回归模型的建立
Box-Behnken设计试验后,通过Design-Expert数据处理系统对17组不同射流清洗参数下所得到的射流打击力和射流冲击压力进行分析,得出射流打击力和射流冲击压力的多项式回归模型为:
(6)
(7)
经过计算,Fs回归模型的回归系数R2为0.996 8,失拟项P>0.05,不显著,说明该回归模型的拟合效果较好,Fs回归模型中各系数的方差分析如表4所示[28-29]。
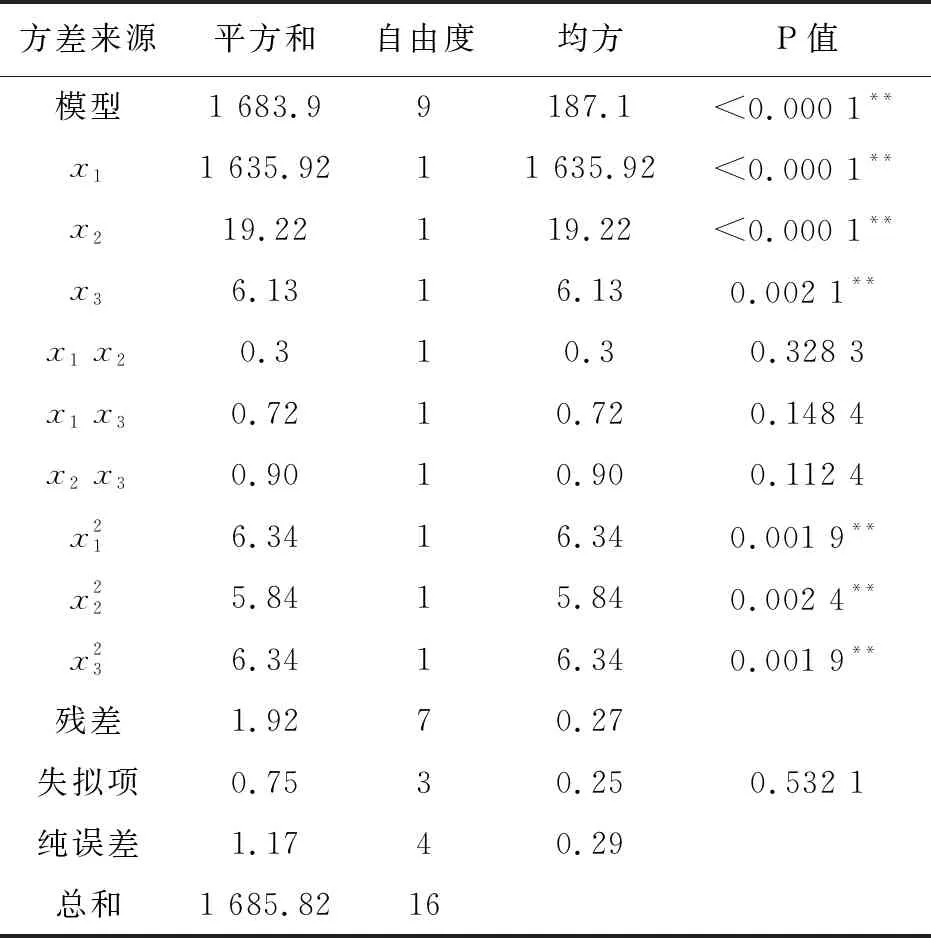
表4 射流打击力Fs回归模型的方差分析
由于F的值是通过理论推导公式计算得出,故F的回归模型不作讨论。
3.2 单因素分析
对射流打击力回归模型作降维处理,得出射流压力、靶距、入射角对射流打击力的一元二次回归方程为:
(8)
(9)
(10)
根据以上回归方程,得出射流打击力与各清洗参数之间的关系,如图5所示。
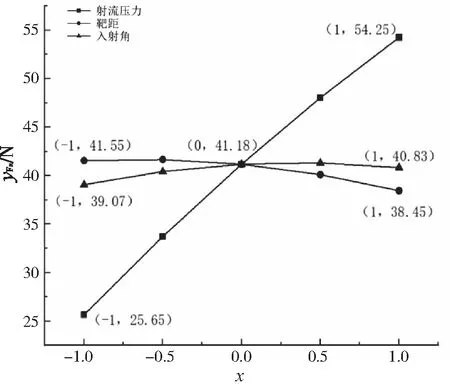
图5 射流打击力与单因素关系
由图5可知,射流压力对射流打击力的影响最为显著,随着射流压力的增大,射流打击力呈近似抛物线式增大;靶距与射流打击力呈负相关,射流打击力随着靶距的增大而减小;入射角与射流打击力呈正相关,入射角减小时,打击力在水平方向的F切增大,故垂直于贻贝表壳的F正减小[30]。
对射流冲击压力的回归方程做降维处理,射流压力、靶距、入射角对射流冲击压力的一元二次回归方程为:
(11)
(12)
(13)
根据以上回归方程绘制出各清洗参数对射流冲击压力的关系如图6所示,可以看出靶距对射流冲击压力的影响最为显著,随着靶距的增大,喷嘴的射流面积增大,导致射流冲击压力迅速减小;射流压力和入射角与射流冲击压力呈正相关,在靶距不变的情况下,随着射流压力和入射角的增大,射流打击力增大,故射流冲击压力随之增大。
3.3 Box-Behnken多因素响应面优化
为了进一步提高贻贝的清洗效果,降低清洗过程中的碎壳率,使用高压水射流清洗贻贝过程中,应使射流打击力尽可能大或者使射流冲击压力尽可能小,故使用Box-Behnken响应面法对各项清洗参数进一步优化。射流打击力响应面如图7所示。
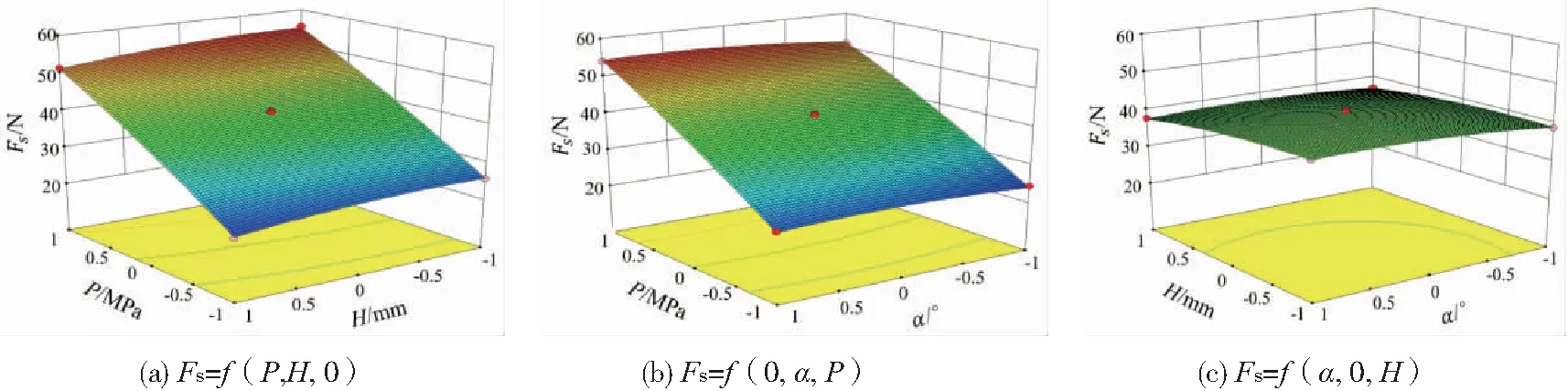
图7 射流打击力响应面
分析图7射流打击力响应面,当把射流压力固定在某一水平时,随着靶距的减小,射流打击力逐渐增大;然后将靶距固定在某一水平上,随着射流压力的增大,射流打击力急剧增大。可以看出,相较于靶距的影响,射流压力对射流打击力的影响更为显著。根据同样的方法得出,相较于入射角的影响,射流压力和靶距的变化对射流打击力影响更为显著。射流冲击压力响应面如图8所示。分析图8射流冲击压力响应面,当把射流压力固定在某一水平时,随着靶距的减小,射流冲击压力急剧增大;然后将靶距固定在某一水平上,随着射流压力的增大,射流冲击压力逐渐增大。可以看出,相较于射流压力的影响,靶距对射流冲击压力的影响更为显著。根据同样的方法得出,相较于入射角的影响,射流压力和靶距的变化对射流冲击压力影响更为显著。
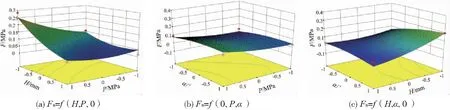
图8 射流冲击压力响应面
使用数据处理系统Optimization功能项,根据响应面回归模型进行求解[30-31]。将Fs取值最大设为求解条件时,所得最优参数组合为:x1=0.99、x2=-0.69、x3=0.56;将F取值最小设为求解条件时,所得最优参数组合为:x1=-0.27、x2=0.25、x3=-0.92,将以上编码值转换成射流清洗参数,编码转换结果如表5所示。由表5可知,F取最小值时的射流压力远小于Fs取最大值时的射流压力。射流压力越大,电机所需功率越大,耗水量也越大,从绿色、节能角度考虑,优选F取最小值的寻优结果。

表5 编码转换结果
4 贻贝射流清洗试验
4.1 结果分析
取6 MPa、130 mm、75°,15.92 MPa、51.4 mm、83.4°,9.66 MPa、99.88 mm、75.38°,16 MPa、50 mm、85°四组射流参数对30只贻贝进行高压水射流清洗试验,以去污效果、贻贝破损率、耗水量作为清洗的主要评价指标,验证寻优结果的有效性。贻贝在不同射流参数下的清洗情况如表6所示。

表6 贻贝在不同射流参数下的清洗情况
不同射流参数清洗后贻贝表面的淤泥、黏膜、足丝基底、藤壶、各类顽固物均能得到一定程度的去除,在6 MPa、130 mm、75°参数下进行清洗时,虽然贻贝清洗的破损率和耗水量最低,但是贻贝壳腹、壳背处的除污效果较差;在15.92 MPa、51.4 mm、83.4°和16 MPa、50 mm、85°参数下进行清洗时,虽然除污能力强,可彻底地去除藤壶、足丝基盘等顽固附着物,但是大的射流压力同时导致贻贝破损率和耗水量增大;综合考虑去污情况、贻贝破损情况和耗水量,响应面寻优得到的参数组合9.66 MPa、99.88 mm、75.38°效果更佳。
4.2 高压水射流清洗与现行清洗方式的对比
现行的贻贝清洗方式有振动喷淋式和滚筒揉搓式,高压水射流清洗与现行清洗方式的相关对比信息如表7所示[32-33]。去污效果方面,高压水射流清洗与振动喷淋清洗相比,破损率基本一致的情况下,去污效果有了彻底改善;耗水量方面,高压水射流清洗每千克贻贝的耗水量更低,更加节水环保;清洗速度方面,高压水射流清洗试验阶段单喷嘴的清洗速度为2 kg/min,按一台水泵布置10只喷嘴估算,清洗效率即可达20 kg/min,后续若合理地增加喷嘴数量,清洗速度仍然有较大提升空间;电机配套方面,高压水射流清洗在具备稳定水源的前提下仅配套一台水泵电机即可,振动喷淋清洗和滚筒揉搓清洗除配套水泵电机外,还需要配套振动、滚筒电机,虽然高压水射流水泵电机功率较大,但是综合评估整个系统的用机成本、后期维修保养成本和设备可靠性,高压水射流清洗方式仍具有较大优势和发展前景。

表7 3种清洗方式对比信息归纳
不同清洗方式的清洗效果对比如图9所示。
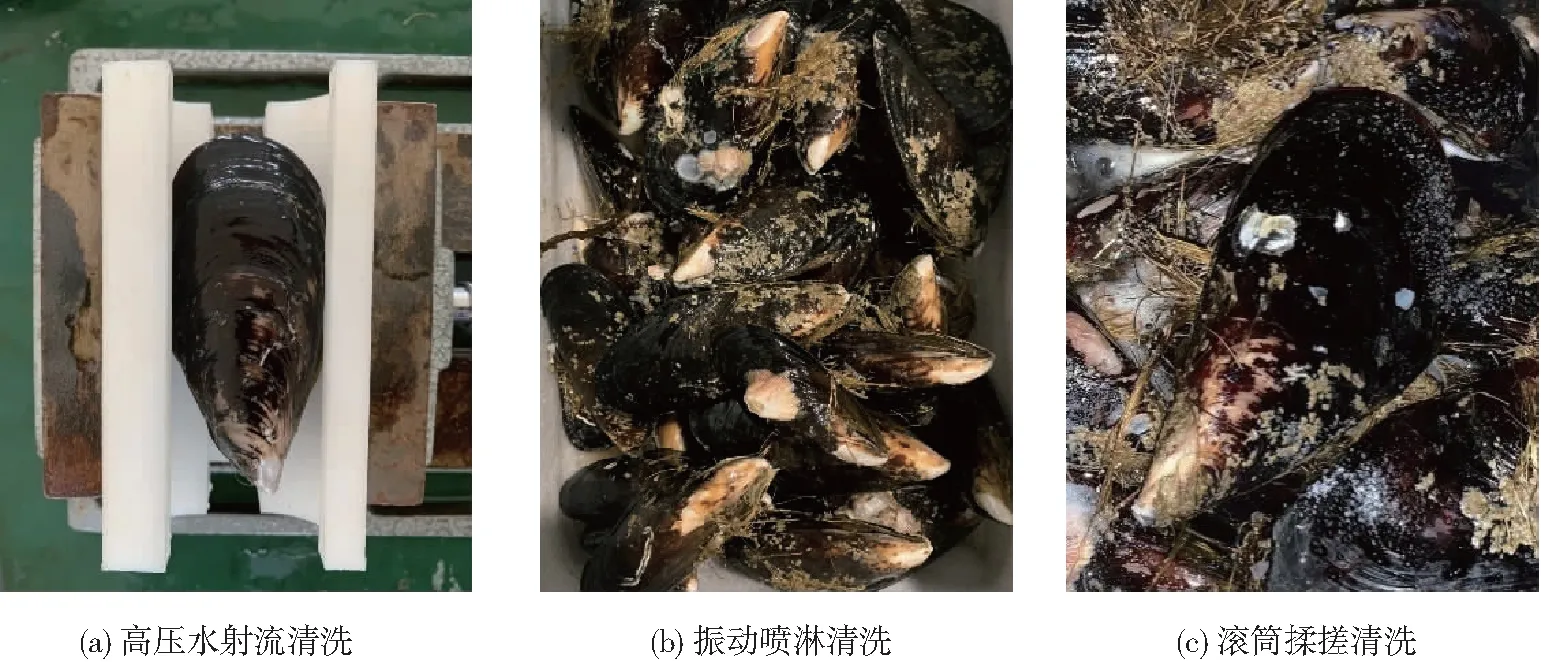
图9 不同清洗方式的清洗效果对比
高压水射流清洗与振动喷淋清洗和滚筒揉搓清洗的效果对比,可以看出贻贝经高压水射流清洗后,表壳附着的藤壶、足丝、钙沉积等顽固附着物得到较为彻底去除,而经过振动喷淋清洗和滚筒揉搓清洗的贻贝,表壳的藤壶、足丝等异物没有得到有效去除。基于目前人们对水产贝类卫生要求的日益提高,工业化精细加工是未来的发展趋势,清洗处理的彻底与否,将直接决定后续贝源的洁净程度。在清洗参数的合理匹配下,高压水射流清洗能满足工业化精细加工的要求,符合未来水产贝类加工的发展趋势。
5 结论
高压水射流清洗技术应用于水产贝类清洗领域,可为后续加工流水线提供更加洁净的贝源,符合贝类精细加工的发展趋势。本研究从贻贝贝壳的承压性能出发,通过力学试验、理论推导和射流清洗试验确定了高压射流清洗的单因素试验范围;使用Design-Expert软件设计多因素组合试验,建立射流打击力和射流冲击压力的多项式回归模型;通过响应面法寻优分析得到清洗参数的最优组合:P=9.66 MPa,H=99.88 mm,α=75.38°。在该参数组合下对贻贝进行高压射流清洗,清洗后贝壳表面附着的顽固污物得到较好去除,保证碎壳率的前提下,清洗效果相较于振动清洗方式得到显著改善。研究得出的贻贝高压水射流清洗参数回归模型及最优参数组合,可为贻贝及相关贝类的高压水射流清洗设备研发提供理论参考。
□
猜你喜欢
湖州师范学院学报(2023年8期)2023-10-17
烹调知识(2020年10期)2020-10-20
环球时报(2019-07-09)2019-07-09
制造技术与机床(2019年4期)2019-04-04
建筑科技(2018年6期)2018-08-30
弹箭与制导学报(2018年3期)2018-08-28
石油地球物理勘探(2017年2期)2017-11-23
水产养殖(2016年2期)2016-03-28
浙江大学学报(农业与生命科学版)(2015年4期)2015-12-15
焊接(2015年5期)2015-07-18
