
流化进气口数量对粉末燃料供给特性的影响
2023-07-14 08:24任冠龙孙海俊
弹箭与制导学报 2023年3期
邓 哲,任冠龙,沈 文,蔡 平,薛 瑞,孙海俊
(1 西北工业大学宁波研究院,浙江 宁波 315103;2 南昌航空大学飞行器工程学院江西省微小航空发动机重点实验室,江西 南昌 330063;3 西安交通大学航天航空学院机械结构强度与振动国家重点实验室,陕西 西安 710049)
0 引言
粉末发动机是一种以粉末为燃料,固体、气体或液体作为氧化剂的新型发动机。由于燃料自身的特殊性,使得粉末发动机具有高能量、高密度、高比冲等优点,可以更容易实现燃料的稳定输送和自身流量的灵活调节。此类发动机具有多脉冲起动和可调推力的功能,正在逐步得到人们的重视[1]。目前,已经开发出了多种类型的粉末发动机,如粉末火箭发动机[2-5]、粉末冲压发动机[6-7]以及Mg/CO2粉末发动机[8-9]等,粉末发动机的发展正趋于多元化。
在粉末发动机发展过程中,身为其核心部件的推进剂供给系统也在同步发展。推进剂供给装置的作用是将粉末燃料输出,实现粉末的不断供给。然而,粉末燃料自身不具备流体的性质,必须借助相应的载体(气体或液体)使其具备流动的能力,在此载体作用下,粉末经历起动、悬浮以及输运等过程,最终以气固或气液两相流的形式输出。有关粉末发动机中粉末供给过程的研究,最早是由Fricke等[10]所开展,设计了一种流化床式粉末供给装置,但由于结构较为复杂,也未对该供粉装置进行更多的研究。在此基础上,Meyer等[11]对Al/Mg发动机中供粉装置的运动壁面结构进行了简化,并将气孔与运动壁面相连,既能够实现流化气的均匀分配,还有效避免了粉末回流。随后,Foote等[12]设计了一种可使运动壁面运动更平稳的容积式流化床(positive displacement fluidized bed, PDFB)的粉末推进剂供给装置,但由于气缸结构的存在,增大了发动机的总质量。Miller等[13]对供粉装置做了进一步的改进,通过供气管将流化气体输送至粉末床,既能很好的调节气体流量,也能平衡粉末储箱内压强,不足之处在于软管结构的存在,降低了粉末储箱内粉末的初始装填率。
从国内相关进展来看,很多科研团队对供粉装置也进行了深入的研究,使得粉末燃料供给装置得到了进一步的发展。韩超[14]、申慧君等[15]对粉末冲压发动机的燃料供给装置进行了实验和数值仿真研究,认为固气比、粒径、装置结构等参数对电机驱动式供粉特性和发动机燃烧性能会产生较大的影响。张虎等多个团队对结构更为简便的气压驱动式粉末燃料供给装置开展了大量研究[16-21],也验证了气压驱动式粉末供给装置使用在部分种类粉末发动机上的可行性。由此表明,有关粉末燃料供给装置的探究热度逐渐递增,供粉装置依旧存在很大的研究前景和应用空间。
在粉末发动机技术中,最难也是最亟需解决的问题是如何实现供粉装置中粉末燃料的稳定输送。粉末燃料从静止到完成整个输运过程,其间涉及十分复杂的稠密气固两相流动,气固两相流动状态以及固相流型变化能够反映出粉末流态化性能,并直接影响粉末供给稳定性,可看出粉末流化特性是影响供粉装置性能的关键。任冠龙等[22]研究了准二维粉末储箱构型下的粉末流态化和输送特性,总结了进气流量变化对粉末供给特性的影响规律。霍东兴等[23]通过改变气体温度、压强、粉末粒径等参数,对粉末沉降速度和最小流化速度进行了探究,并总结了相应的变化规律。苏晓杰等[24]对爆轰发动机中粉末燃料供给特性开展了研究,结果表明在预压压力条件下,粉末流化性能较好,且粉末流化能力与活塞速度成正相关。孙海俊等对处于高压状态下粉末起动特性和粉末供给特性开展了研究[25-27],认为高压环境下,粉末能够形成稳定的气固分界型面,极大提高了粉末输送稳定性。Ren等[28]探究了不同粉末储箱内初始工作压力对粉末流化和输送特性的影响,认为高压环境下的粉末输送状态更为稳定。Liang等[29]对高压下的密相气力输送过程进行了数值研究和分析,并着重探究了流态化数和粉末粒径对送料稳定性的影响。
从目前研究来看,几乎都是探究流化参数(流化气量、压强环境、粉末燃料粒径等)对粉末流化和输送特性的影响,而有关不同进气结构或者进气的布置方式等对粉末供给过程产生的影响的研究较少,再加上粉末在重力作用下极易沉降,气体入口位置对粉末运动行为的影响并不明确,尤其是在气体-粉末-运动壁面三者耦合作用机制下的粉末流态化过程尤为模糊,且有关此方面的研究也少之甚少。另外,有关粉末供给特性的研究主要集中在实验方面,所表现出的固相宏观现象不足以充分理解详细的气固运动细节,借助数值仿真手段能够有效完善对粉末流化和输送过程的分析内容,这对于深入了解气固两相流动行为和固相流型的演化过程十分重要,因此有必要开展相关方面的研究。
基于以上研究,文中应用数值计算方法,在构建的气体-粉末-运动壁面相互耦合作用模型下,采用欧拉双流体来描述稠密气固两相流动行为,着重讨论不同进气口数量对粉末流化和输送特性的影响,以揭示详细的气固两相流动细节,为后续供粉装置的改进和工程应用提供一定的理论基础和设计支撑。
1 几何模型与数值计算方法
1.1 粉末储箱构型
在前期工作中,已经验证了准二维粉末储箱构型的可行性[22],相关文献也表明准二维结构在减少计算量的前提下,所表现出的流动特性与三维结构下的流动状态相似[30-31]。因此继续选用准二维粉末储箱构型,图1为准二维粉末储箱构型。不同粉末储箱构型的差异主要是进气口位置和进气口数量,设计的核心思路是在保证入口表面积不变的条件下,改变进气口数量,即在收敛段上分别均匀布置若干个气体入口。表1给出了详细的入口数量与工况的对应关系。
图1 准二维粉末储箱构型Fig.1 Powder storage configuration

表1 计算工况Table 1 Simulation cases
表2 粉末属性和操作条件Table 2 Powder properties and operating conditions
另外,图1所示的粉末储箱水平放置,其结构主要由运动壁面、流化腔以及输送管道3部分组成。其中,运动壁面始终沿着X轴正方向匀速运动。在粉末储箱出口附近设计喉道结构,以便控制出口粉末流量。具体的结构参数如图1所示。
1.2 数值计算方法和边界条件
采用双流体模型(two-fluid model, TFM)来描述气固两相流动,采用RNGk-ε湍流模型和颗粒动力学模型(kinetic theory of granular flow, KTGF)[32-33]分别描述气相运动和颗粒行为,气固相间作用由Gidaspow曳力模型[34]来描述,PC-SIMPLE(phase coupled SIMPLE)算法用于求解压力-速度耦合,动量、湍流和体积分数等方程中的对流项采用二阶迎风差分格式。
流化气体和粉末燃料分别采用空气和铝粉末,气体入口和气固出口分别选用质量流量入口和压力出口边界条件。通过用户自定义函数(user defined function, UDF)实现运动壁面的匀速运动。另外,入口流化气体流量由理论粉末流量的百分比给出,而理论粉末流量为[17]:
(1)

2 网格无关性验证
采用商业软件CFD-ICEM对粉末储箱构型进行结构化六面体网格划分,以Case 1为例,六面体网格划分结果如图2所示。采用1.2节数值计算方法和边界条件对粉末供给过程进行数值模拟,并选取网格数为3万、10万、20万以及40万的网格计算域以验证网格无关性。图3为不同网格数下X=0.090 m处粉末轴向速度对比结果。由图可知,网格数为3万的计算结果与其余数量网格相比时,差异较大。而网格数为10万的计算结果与20万和40万相比时,粉末速度曲线具有很好的吻合形,但在Y=0.055 m附近,计算结果差异较大,综合考虑计算精度和计算成本,最终选择20万左右网格用于全文的数值计算。
图2 粉末储箱的六面体网格Fig.2 Structured hexahedral meshes of the powder storage tank
3 计算结果与分析
3.1 计算模型验证
为验证所选计算模型的准确性,将构型1的计算结果与实验结果[26]进行对比,其结果如图4所示。
图4 计算模型验证结果对比Fig.4 Comparison of calculation model validation results
在粉末供给过程中,粉末储箱内压降率是研究粉末流动行为的重要参数,其含义是单位时间内粉末储箱内压力变化量与时间的比值,其计算公式为:
(2)
式中:p1为初始总压;p0为终止压强;Δt为时间间隔。
由图4可知,数值计算结果与实验结果具有较好的一致性,最大相对误差在13%以内,由此认为所选择的计算方法和边界条件用于模拟粉末的供给过程是合理且准确的。
3.2 粉末供给过程
粉末流态化过程涉及复杂的气固流动,其流态化性能对粉末输出有直接影响。图5为Z向中心截面(Z=0.003 m)处不同时刻下粉末流化和供给过程。由图可知,当流化时刻t1=0.01 s时,不同工况下的气相和固相作用范围均呈现上下对称分布。在流化气体卷吸和运动壁面推动的共同作用下,粉末开始运动并不断输出粉末储箱。
图5 粉末流化和输送过程Fig.5 The powder fluidization and conveying process
当流化时刻t2=0.10 s时,上一时刻的气固对称分布现象消失,小气泡逐渐演变成了大气泡,呈现出收敛段上部处气相范围大于下部的现象,这主要是因为粉末在自身重力和运动壁面的推动作用下,不断挤压下部进气口,导致下部气体流动受限,而上部气相范围受到粉末重力的影响较弱,因此上部处气相范围较大。另外,从图中还能看出,入口数量的改变对锥形段上部的气相分布范围影响不大,而下部处气相范围随着入口数量的增加而增大,形成的气固分界面结构稳定性随入口数量的增加而降低,尤其在Case 2~Case 4中,出现了大范围粉末低浓度区域。分析原因如下:当只存在两个进气口时(即上下各一个),上部气体流入粉末储箱的运动方向与下部处气体相反,上部处气体不断向粉末储箱内部流动,下部处气体在粉末破挤压作用下大多会流出粉末储箱,此时气体与气体之间的湍动作用较弱。然而,随着入口数量的增多,从不同位置入口处流入的气体会相互影响和冲击,导致气相湍流脉动增大,再加上粉床不断挤压下部处粉末,在强烈的气体-气体、气体-固体以及固体-固体相互作用下,气固分界面结构以及粉末分布受到较大的影响。另外,由于此流化时刻还处于粉末储箱的启动初期,气体卷吸输出的粉末量与运动壁面推动的粉末量还未达到很好的匹配关系,导致粉末缺额现象的发生,形成了粉末低浓度区域。
当流化时刻t3=0.40 s时,首先粉末储箱上部的气相范围不断增大,演变成了大气腔结构,而且不同进气口数量下的气固分界型面结构不稳定,整体呈现波浪形分布,且轴向范围[0.10 m, 0.15 m]内的气固分界面厚度高于轴向范围[0.05 m, 0.10 m],主要原因是流化气体卷吸输出的粉末量与运动壁面推动的粉末量未达到很好的一致性,即流化气体卷吸输出粉末所留下的空隙应及时被运动壁面推动的粉末填充,粉末输出和粉末装填过程不断博弈,完成整个粉末供给过程。然而,图中大量气腔结构的存在表明流化气体卷吸输出的粉末量大于运动壁面推动的粉末量,粉末不能及时填补空隙,使得气相不断扩展。此时,在气体湍动作用下,向运动壁面方向运动的气体卷吸形成的回流旋涡与从上部入口流入粉末储箱的气体相互作用和冲击,导致粉末被卷吸扬起和悬浮,形成了较厚的气固分界面。另外,还能发现随着进气口数量的增加,锥形段下部壁面处会形成类似条状的粉末分布,这主要是因为入口与入口之间存在间隙,间隙中的粉末在重力和气体力的影响下受力平衡,形成上述粉末分布现象。
当流化时刻t4=1.00 s时,不同工况下粉末储箱内的气固分界面近乎水平分布,相比上一时刻,气固分界面厚度明显增加,这主要归因于气体的提升作用,粉末储箱上部的粉末被气体完全卷吸输出,出现明显的上下气固分层现象。此时,粉床上部的粉末受到气体力和自身重力的影响,悬浮在气流中,粉末与粉末间距增大,粉末浓度降低,最终表现在气固分界面的厚度上。
当流化时刻t5=1.60 s和t6=2.90 s时,不同工况下粉末储箱内的气固分界面水平分布,且气固分界面厚度减小,表明此时粉末填补量与粉末输出量处于动态平衡,流动状态趋于稳定,由此形成了结构相对稳定的气固分界型面。此外,相比前几个流化时刻,当前时刻下存在一个明显的固相现象,即随着进气口数量的增加,在中心轴线上无法形成稳定的气固两相通道,尤其是在Case 6中,气体流动成为了气固两相流动的主流,原因在于随着供粉过程的不断进行,粉末储箱内残余的粉末量降低,导致粉床对气相的挤压作用减弱。当入口数量为2时,下部进气口对粉末储箱底部的粉末影响较小,此时粉末流化性能较差,在运动壁面的推动作用下不断堆积在收敛段下部。随着进气口数量的增加,堆积在收敛段下部的粉末会被气体夹带而流出粉末储箱,但由于粉末无法及时填补气体输出粉末留下的间隙,导致气相流动占据主导地位,再加上粉末的持续输出,多个进气口粉末储箱内的粉床高度也较低。
3.3 粉末体积分数变化特性
由上述粉末流化和输送过程可知,进气口数量的变化显著改变了固相流型的演变行为。为此,针对粉末空间分布采取量化处理,这对于深入理解粉末运动行为十分重要。图6给出了中心截面(Z=0.003 m)与轴向位置X=0.150 m处截面交线处的粉末体积分数分布。由图可知,t1~t44个流化时刻下的粉末体积分数曲线分布趋势不尽相同,需要逐一分析。在流化时刻t1=0.03 s,不同进气口数量对粉末体积分数的影响主要体现在Y轴范围[0.05 m,0.06 m]内,其余Y轴范围内的粉末体积分数在0.56左右变化,这是因为粉末储箱刚启动,该范围内的粉末在自身重力和运动壁面的推动作用以及粉末间的相互挤压作用下处于自由堆积状态,流化气体入口变化对该位置处粉末运动产生的影响微乎其微。在粉末储箱顶部Y轴范围[0.05 m,0.06 m]内,不同工况的粉末体积分数下降,且下降速率随入口数量的增多而加快,其原因在于随着进气口数量的增多,从收敛段尾部入口流入的气体对粉末有冲击和卷吸作用,该作用随进气口数量增多而增强,导致粉末间距增大,粉末浓度降低。而在Case 1中,气体入口位于收敛段的中心位置,气体对收敛段尾部处粉末影响较小,故粉末体积分数无明显变化。
图6 不同时刻下粉末体积分数分布Fig.6 The distribution of powder volume fraction at different moments
在流化时刻t2=0.17 s,不同工况的粉末体积分数在不同Y轴位置发生了较大的变化。在Y轴范围[0 m,0.04 m]内,不同进气口数量下粉末体积分数无明显变化,均在0.57左右稳定变化。在Y轴范围[0.04 m, 0.06 m]内,不同工况下的粉末体积分数都存在两个下降阶段,第1个下降阶段处于Y轴范围[0.04 m,0.05 m]内,粉末体积分数从0.56下降至0.28左右。其中,Case 1的粉末体积分数减小速率高于其余工况,且同一Y轴位置,Case 1的粉末体积分数低于其余工况。其原因为:相比多个气体入口,从单个进气口流入粉末储箱时的气体动能更为集中,气体卷吸粉末的能力较强,此时,粉床中粉末受到的气体提升力与粉末重力博弈,弥散在粉床中,增大了粉末与粉末间距,降低了粉末体积分数。随着进气口数量的增加,上述博弈程度减弱,粉末趋于沉降,造成粉末体积分数增大。第2个下降阶段处于Y轴范围[0.05 m,0.06 m]内,粉末体积分数从0.28下降至0.14左右,对应的曲线下降速率低于前一阶段。原因是这一阶段的粉末体积分数是由气体卷吸扬起的粉末作用的,粉末浓度势必低于粉床中粉末浓度。另外,由于Case 1中只有单个气体入口,相比多个进气口,气体与粉末之间的摩擦耗散减少,其充足的动能可扬起更多的粉末,使得粉末体积分数高于其余工况。
在流化时刻t3=1.10 s和t4=2.90 s,不同进气口数量下的粉末体积分数无明显差异,但相比前两个时刻,该两时刻下的粉末体积分数曲线下降拐点提前,拐点分别处于Y=0.035 m和Y=0.030 m附近,这主要是因为该两时刻下粉末储箱上部几乎全部被气腔结构充满,只有零星粉末弥散和悬浮在气流中,导致粉末浓度大幅度降低。另外,从图中还能发现,在拐点之前,Case 1的粉末体积分数大于其余工况,表明在粉末流化过程的中后期,多个进气口结构的存在对压实状态下的粉末扰动作用较大。
3.4 粉末输出特性
粉末输出特性可由出口粉末流量来表征。图7为不同进气口数量下粉末流量分布。由图可见,不同工况下粉末流量均会出现大范围波动和相对稳定变化阶段。在流化时段0~1.5 s内,不同工况下的粉末流量出现大范围波动,且持续时间较长,表明有大量粉末喷出粉末储箱,十分不利于粉末的稳定输送。另外,随着进气口数量的增加,粉末流量波动幅度降低,对应的流量曲线更加平滑,表明进气口数量的增加能够削弱气固相间作用,有利于改善初始阶段粉末的不稳定喷动现象。除此之外,还能发现不同工况在流化时刻t=1.0 s左右都存在一个较小的粉末流量峰值,这主要归因于气固分界面结构的改变,在此时刻之前,气固分界面呈现波浪形分布,在此时刻之后,气固分界面呈现水平分布,此时,流化气体卷吸输出的粉末量较多,再加上运动壁面的推动作用,最终导致粉末输出时再次形成一流量峰值。随后,在流化时段1.5~2.9 s内,粉末流量曲线虽有波动,但整体相对平稳,其中Case 1的流量曲线呈现高频振荡。另外,在稳定输送阶段,各工况的瞬时粉末流量曲线与理论粉末流量曲线间存在较大差距,且均低于理论粉末流量,这主要是因为在0~1.3 s时间段内,大量粉末喷出粉末储箱,导致粉末储箱内粉末量减少,再加上运动壁面推送的粉末量远小于流化气体卷吸输出的粉末量,所以导致稳定阶段输出的粉末流量低于理论粉末流量。
图7 不同工况下粉末流量分布Fig.7 The distribution of powder flow rate in different cases
为了定量分析不同进气口数量下粉末流量的波动程度,选用均方差(standard deviation, STD)来表征瞬时粉末流量偏离平均值的程度[26]。图8展示了不同进气口数量下瞬时粉末流量的均方差分布。可看出,Case 3的均方差最小,相比最大均方差值即Case 2,粉末流量波动降低了约7.6%,表明当在锥形段上下各布置3个进气口时,粉末流量波动较小。
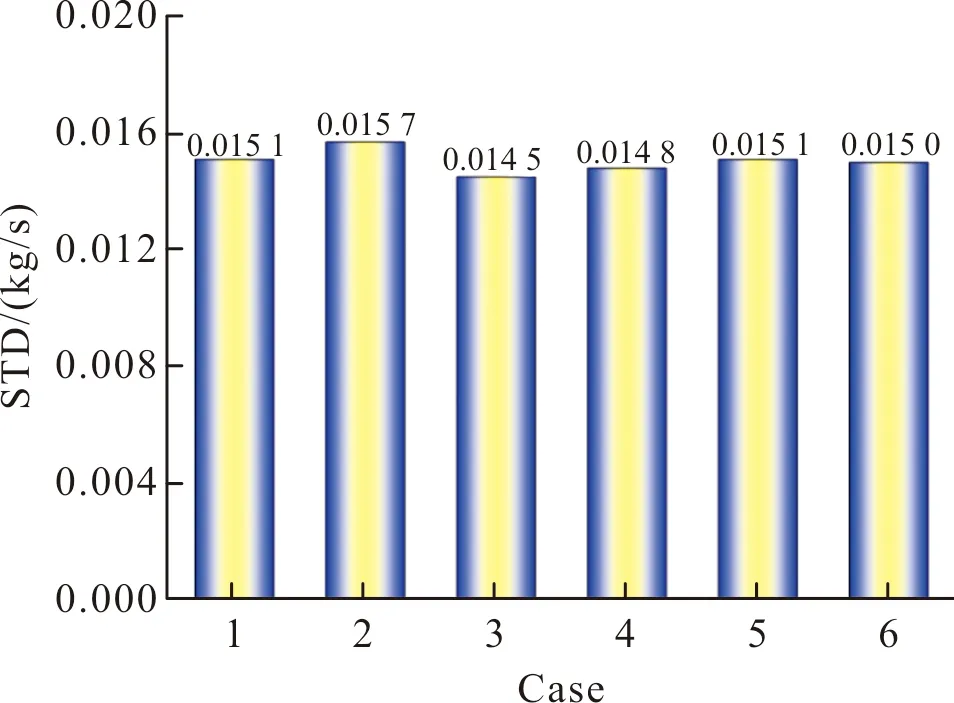
图8 不同工况的粉末流量均方差对比Fig.8 Comparison of powder flow rate standard deviation in different cases
总的来说,在整个粉末流化和供给过程中,出口粉末流量存在剧烈波动,这种流量现象符合之前的实验结果[17, 25]。通过对粉末流化过程和粉末流量进行分析,可看出进气口数量对出口粉末流量的影响较大,尤其是当进气口数量为4时,粉末流量波动最大,这就要求在实际工程领域中设计合适的进气口数量来提高粉末输送稳定性。虽然在采用准二维粉末储箱构型模拟粉末供给过程时与三维流动区域相比存在误差,但在计算成本降低的基础上,所表现出的气固流动规律亦能很好的为后续二维粉末储箱的应用以及三维粉末储箱的设计和发展提供思路。
3.5 粉末储箱内压力变化特性
图9展示了不同进气口数量下粉末储箱内压力分布对比结果。整体来看,不同工况下压力变化趋势相似,在经历两个压力峰值之后开始小幅度稳定变化,但在压力波动幅度上,不同进气口数量下略微不同,尤其是Case 1的压力波动幅度较大,体现在整个压力变化过程中。这主要是因为粉末以气固两相流的形式流出粉末储箱, Case 1中的粉末流量波动幅度较大,直接导致气体输出过程不稳定,此时,气体流量波动也随之增大,恒定的气体输入量与变化的气体输出量不断博弈,导致粉末储箱内压力波动幅度较大。
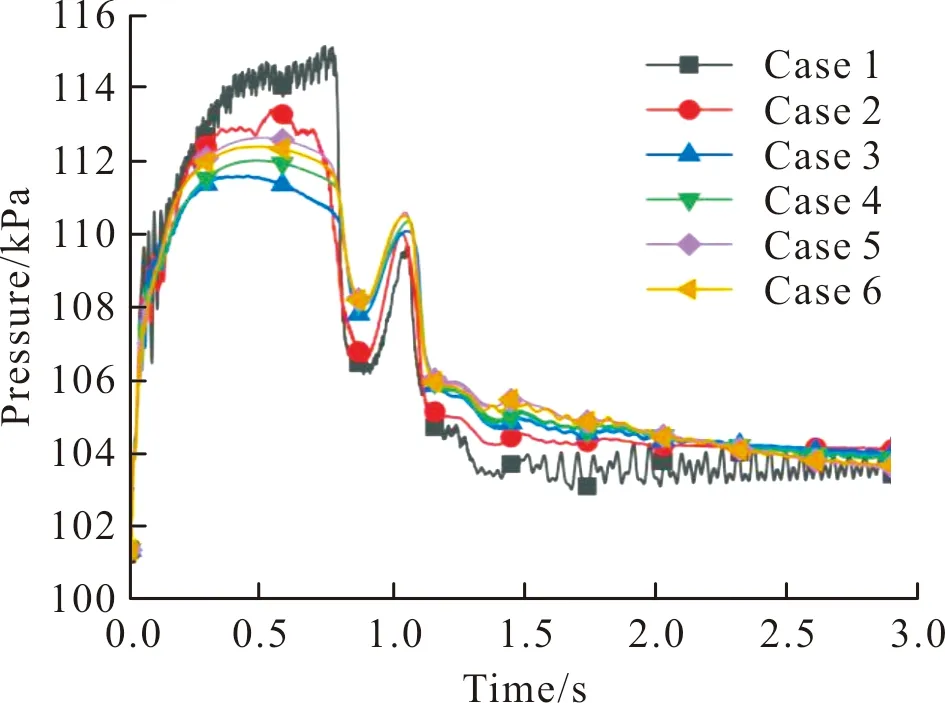
图9 不同工况下粉末储箱内压力分布Fig.9 The distribution of pressure in the powder storage tank in different cases
图10为不同进气口数量下粉末储箱内压力的均方差分布。可看出,均方差的最大值和最小值分别对应于Case 1和Case 3,相比之下,Case 3的压力均方差降低了约30.1%,表明当进气口数量为6时,粉末储箱内压力波动幅度最小。
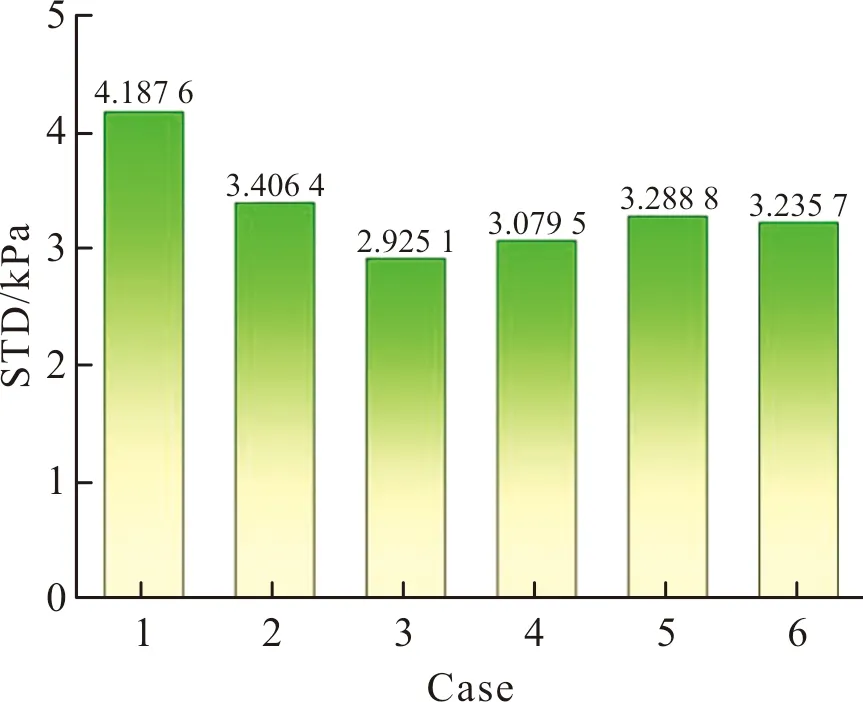
图10 不同工况下粉末储箱内压力均方差分布Fig.10 The standard deviation distribution of pressure in the powder storage tank in different cases
4 结论
针对准二维粉末储箱构型,在构建的气体-粉末-运动壁面多物理耦合作用模型上,采用TFM探究了不同进气口数量对粉末燃料供给特性的影响,主要结论如下:
1)在不同进气口数量下,气固分界面从波浪形分布逐渐演变成水平分布,并最终形成明显的上下气固分层现象。当粉末供给过程接近尾声时,粉床高度随进气口数量增加而降低。
2)在粉末供给初期,粉末储箱上部的粉末体积分数随进气口数量增加而降低。在粉末供给后期,粉末储箱下部的粉末体积分数随进气口数量增加而增大。
3)当进气口数量为4时,粉末流量均方差最大。当进气口数量为6时,粉末流量均方差最小。相比前者,后者的粉末流量波动降低了约7.6%。
4)当进气口数量从2增加至6时,粉末储箱内压力波动降低了约30.1%。通过适当增加进气口数量的方式,能够改善粉末流化性能,提高粉末输运稳定性。
猜你喜欢
时代汽车(2023年6期)2023-03-30
北京航空航天大学学报(2022年7期)2022-08-06
云南化工(2020年6期)2020-07-01
中国粮油学报(2019年4期)2019-07-12
农业工程学报(2019年3期)2019-02-23
科技视界(2017年13期)2017-09-30
浙江大学学报(工学版)(2016年11期)2016-06-05
航空模型(2016年3期)2016-05-14
专用汽车(2016年1期)2016-03-01
现代机械(2015年5期)2016-01-16
