大面积硅橡胶防热涂层自动刮涂工艺研究
2023-09-05 04:42刘洪源
山西化工 2023年8期
戚 鹏,刘洪源
(航天材料及工艺研究所,北京 100076)
0 引言
当前,某产品外表面防热涂层的涂装主要采用自动喷涂为主、手工刮涂为辅的工艺进行施工,生产过程需添加大量的有机溶剂进行稀释后才能满足喷涂条件。喷涂及涂层固化过程中,伴随着大量的溶剂挥发,废气排放量很大,废气排放环保治理问题突出。
国家“十三五”规划已将涂料VOC 纳入环保总量控制指标,高VOC 涂料的使用将面临严厉的环保管制,同时,高溶剂型涂料的喷涂随时面临停产或限产。现有喷涂工艺存在较大的危害人员健康及环保治理隐患,急需开展高固含涂料的自动刮涂工艺研究,大幅减少有机溶剂的使用量。
1 研究技术方案
1.1 自动刮涂系统技术方案(见图1)

图1 自动刮涂系统技术方案
1.2 自动刮涂系统的设计
自动刮涂系统工艺尤其适用于圆筒形工件自动刮涂。卧式夹持旋转机构由车体、工件驱动支撑卡爪、工件从动支撑卡爪、驱动减速电机等组成。旋转机构两端都配备有四爪调心卡盘,方便不同直径的工件进行调节,满足产品的多样性的需求。试验用自动刮涂系统样机如图2 所示。

图2 试验用自动刮涂系统样机
当开始刮涂工件时,安装在调节轴上的刮板机构在调节到适当位置后,由三维行走机构根据设定的程序,将涂料刮涂到工件表面。
可编程控制器PLC 是整个电气控制系统的主要部分,主要承担系统的信号处理、控制运算等任务。控制程序中设有相关设备的互锁及连动逻辑时序,以实现整体系统的安全可靠运行。
1.3 刮涂姿态控制工艺
1.3.1 刮板接触工件位置试验
在工件侧方向同时进行涂覆与刮涂时,通过刮板倾角流到工件表面并同时受到刮板挤压,涂层附着力效果最好,同时水平可操控性良好,便于控制,涂层表面无明显缺陷,如图3 所示。

图3 侧面涂覆与刮涂同步
1.3.2 刮板接触工件角度试验
为了保证涂料的流动性及留有可操作的间隙,防止涂料持续流出,外流浪费并污染涂层表面,选择60°与45°进行试验。
如图4 与图5 所示,无论60°或45°接触角,在首次刮涂时,由于刮板堆料的需要,在边缘都会产生一定留挂,但随着刮涂继续,45°接触角由于倾角大,相对涂料流速较快,涂料挤压力大,适应更快的工件转速与刮板行走速度。

图4 刮板与工件不同接触角
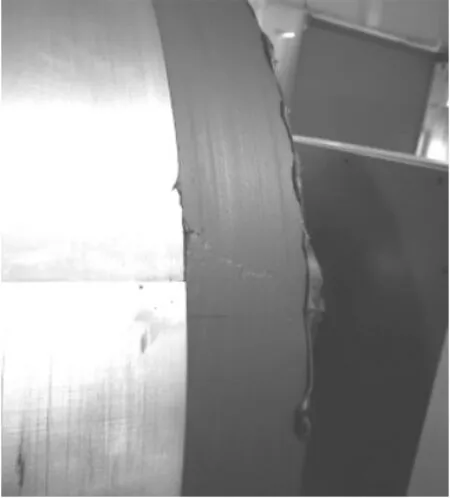
图5 刮涂效果图
1.4 自动刮涂工艺参数优化
1.4.1 刮涂用涂料溶剂比例优化
刮涂用涂料与喷涂用涂料相比,由于溶剂比例小,其固化速度相对较快。为了确定可用的较优的涂料黏度,分别使用不同的溶剂比例来配置防热涂料,并测量其黏度变化。
根据表1 试验可知,随着涂料中溶剂比例增大,其固化时间随之变长;初始黏度中,30%与50%溶剂体积分数的涂料黏度过低,留挂严重,无法有效附着在产品表面;在刮涂1.5 h 后,10%溶剂比例涂料黏度达到150 000 mPa·s,其刮涂效果见图6,附着力下降,表面破损严重;而2 h 后,10%溶剂体积分数涂料已经固化,无法测量其黏度。

表1 不同溶剂比例下防热涂料黏度变化

图6 10%溶剂防热涂层静置1.5 h 后刮涂效果
因此,选择10%~12%溶剂体积分数的防热涂料作为刮涂用涂料配比,涂料使用时间确定在1.5 h 以内。
1.4.2 供料压力参数优化
供料泵压力是影响防热涂料挤出量的主要因素。挤出量应根据刮板规格尺寸以及行走速度等因素协同控制,避免浪费。在实际施工中,涂料挤出量与挤出嘴口径、涂料特性、供料压力差相关,如公式(1)所示:
式中:Q 为流量,m3/s;μ 为流量系数,与阀门或管子的形状有关,一般管路取0.6~0.65;A为面积,m2;p 为通过阀门前后的压力差,在此指涂料压力,Pa;ρ 为流体的密度,kg/m3;d 为喷嘴孔径,mm。
从式(1)可以看出,针对特定防热涂料,在选定挤出嘴的情况下,工作压力决定了出料流量。
通过试验,最终制定适宜的供料压力为0.7 MPa,防热涂料出料量约400 g/min。
1.4.3 刮涂系统工艺参数优化
自动刮涂系统所需要设定的主要工艺参数包括工件转速、刮板行走速度、循环步退距离、循环间隔时间以及首次进入延时时间等。
工件转速:工件转速需要与刮板行走速度相配合,刮涂转速3~6 r/min。
刮板行走速度:刮板行走速度1.2~2.4 mm/s。
刮板循环步退距离:每次刮涂的循环步退距离不超过1 mm。
循环刮涂间隔时间:为了保证涂层与上一遍涂层产生一定结合力,刮涂结束后晾置15~30 min 后再进行下一遍刮涂。
首次刮涂起始延时:在初次进行刮涂时,为方便出料嘴供料,初次刮涂起始延时为6~10 s。
2 典型样件刮涂及工艺稳定性验证
2.1 简单直筒与复杂凸筒刮涂验证
为了验证刮涂可行性及长时间稳定性,制作了典型样件进行初步工程应用。根据生产情况,制作了简单直筒与复杂凸筒,如图7 所示。

图7 典型产品模拟样件
简单直筒与复杂凸筒都用采用铝型材卷制而成,其中凸起物4 块居中铆接而成。按照优化的工艺参数进行刮涂,总计试验用时约3 h,其中刮涂时间约2 h,配料及其他用时约1 h。共计配料40 kg,其中使用涂料36 kg,有机溶剂4 kg。
具体生产方式为每刮涂2 次,使用2 次剩余涂料刮涂第3 次。每刮涂完3 次后,不进行步退,不送料的空刮一次,以增加涂层结合力,去除表面多余留挂。空刮结束后,清洗管路、出料嘴与料缸。后继,重复上述步骤。
涂层固化后,使用机加工方式对外表面涂层进行切削处理。
加工后产品如图8 与图9 所示,涂层结合完好,未出现脱粘或开裂等现象。

图8 刮涂后的直筒模拟样件

图9 刮涂后的直筒模拟样件
2.2 刮涂工艺涂层性能考核
2.2.1 力学性能考核
拉拔后的涂层在基材表面残存涂层,证明结合良好。涂层拉拔结合强度大于1 MPa,达到设计要求。
2.2.2 隔热性能考核
根据设定的热流曲线,分别对4 块试片(喷涂方式2 块,刮涂方式2 块)进行石英灯烧蚀试验,测量背温,如图10 所示。

图10 试片烧蚀背温曲线
由图10 可知,约60 s 后自动刮涂工艺制备的3#、4# 试片背温情况始终低于自动喷涂工艺制备的1#、2#试片,最高相差约25 ℃。
比较烧蚀后的涂层外观,自动刮涂工艺制备的3#、4#试片碳化情况明显较少,涂层表观优于自动喷涂工艺制备的1#、2#试片。
3 结论
相对自动喷涂工艺含有体积分数为50%~60%的溶剂量,大面积硅橡胶防热涂层自动刮涂工艺减少到10%左右,刮装工艺所需的汽油等溶剂用量大幅度降低,提高涂料利用率和单遍涂层有效厚度,节约成本,提高工作效率。危废处理成本能够降低70%以上,安全性、环保性大大提高,且符合国家环保部门未来发展规划。通过工艺研究,取得了一系列成果。
1)操作者通过电控柜对整体刮涂系统的运行参数进行监控与更改,方便操作,利于大规模批生产。
2)通过对刮板与工件间接触姿态进行分析,确定侧面45°接触角的刮涂姿态。
3)通过开展不同溶剂添加含量,涂料黏度变化规律以及刮涂效果的研究,确定了10%~12%的溶剂体积分数,0.7 MPa 的供料压力工艺参数。
4)通过刮涂涂层的力学性能与隔热性能考核。
5)编写工艺指导资料,指导生产。
猜你喜欢
腐蚀与防护(2023年6期)2023-08-20
轮胎工业(2022年10期)2022-12-30
机械管理开发(2022年1期)2022-03-24
腐蚀与防护(2021年8期)2021-09-07
建材发展导向(2021年6期)2021-06-09
矿山机械(2021年3期)2021-03-25
哈尔滨轴承(2020年1期)2020-11-03
经济技术协作信息(2018年28期)2018-11-22
制造业自动化(2017年2期)2017-03-20
轮胎工业(2017年9期)2017-03-09